



1.适用范围
对于曲柄压力机,一般选择闭式单点曲柄压力机作为精密模锻设备。质量在0.5kg以下,尤其是在0.2~0.4kg的三通、四通、十字轴、弯头、粗头弯杆件、阀体和多通接头等枝桠类锻件,如图4-4-26所示,比较适合于在中小吨位闭式单点曲柄压力机上采用可分凹模模锻生产。
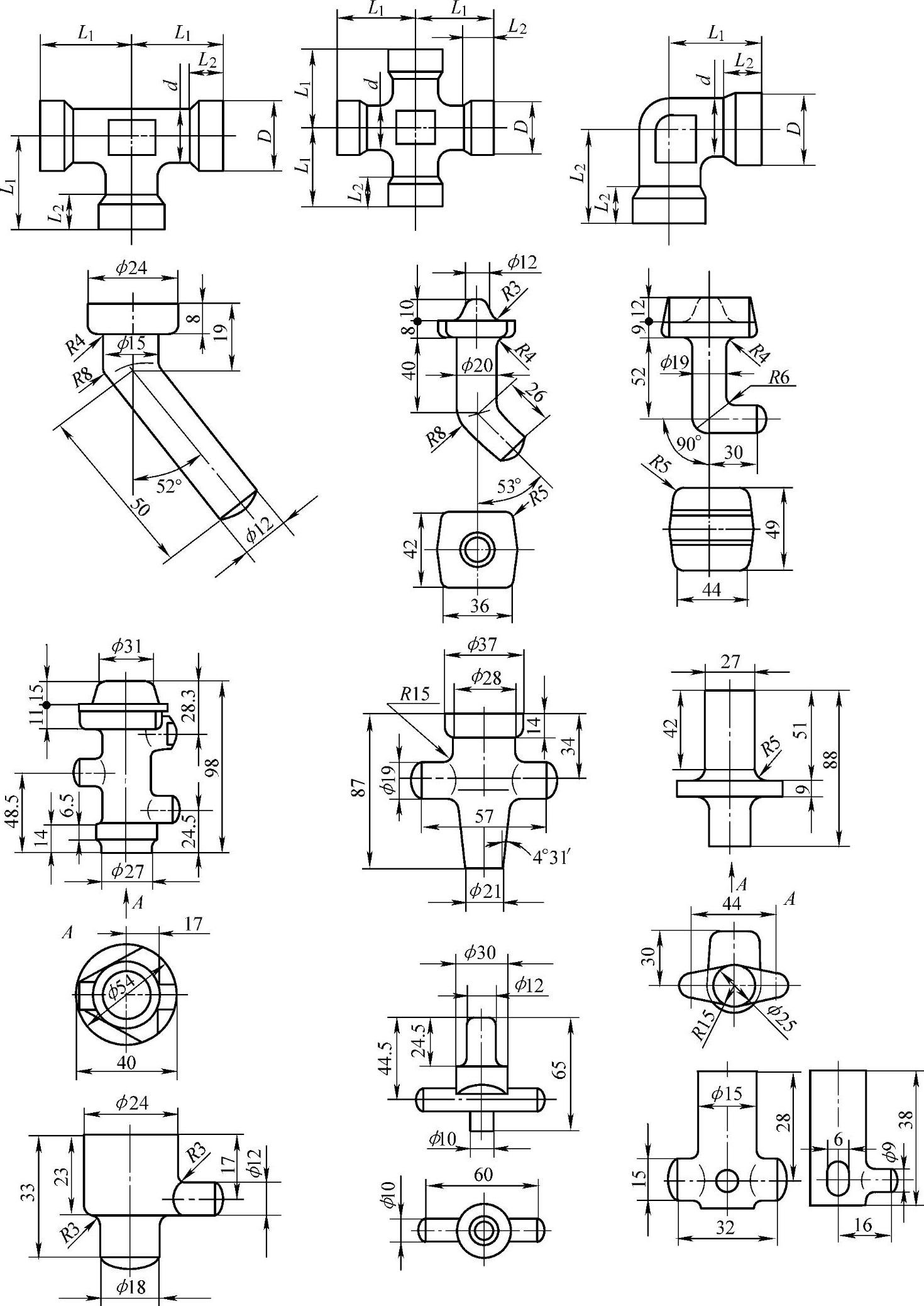
图4-4-26 一些典型的枝桠类锻件
2.实例
(1)小型十字轴的水平可分凹模精锻 图4-4-27所示的弹簧合模的水平可分凹模由上、中、下三部分组成。中间板5上固定有上半凹模6,下半凹模16固定在下模板2上,冲头9固定在上模板13上。中间板5经拉杆7与上模板13相连。螺钉4穿过弹簧3与托板1相连,托板1通过四根小圆柱支承在压缩气(油)缸活塞上。下模板2安装在曲柄压力机的工作台上,而上模板固定在压力机的滑块上。中间板与上模板通过导柱8导向,弹簧3起缓冲作用。
模锻时,加热好的棒料毛坯从中间板的中心孔中垂直立于下半凹模的模膛中。当压力机滑块下行时,上模板首先通过弹簧10、12将中间板压紧在下模板2上,使两半凹模闭合。随着滑块继续下行,冲头挤压毛坯,随着变形阻力的增大,合模力也愈来愈大,直至变形结束。当滑块回程时,随之通过拉杆带动中间板使上半凹模与下半凹模脱开,同时由于弹簧10、12的伸张作用使冲头与上半凹模脱开。由顶出杆从下半凹模中顶出锻件。
十字轴模腔四个端部开有余料分流孔,当坯料为正偏差时,变形金属充满模膛后,多余金属从分流孔中挤出。
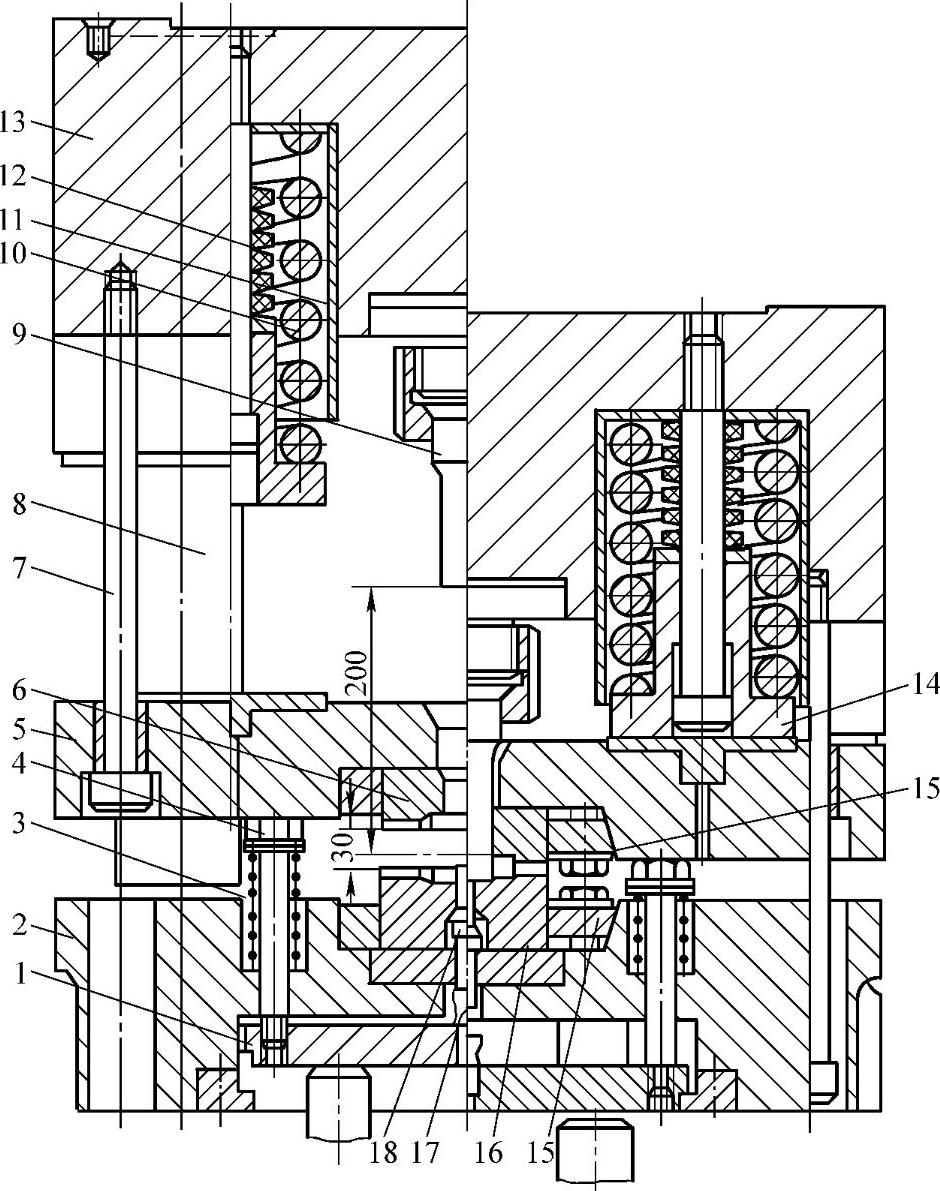
图4-4-27 弹簧合模结构
1—托板 2—下模板 3、10—弹簧 4—螺钉 5—中间板 6—上半凹模 7—拉杆 8—导柱 9—冲头 11—套筒 12—碟形弹簧 13—上模板 14—弹簧垫 15—凹模固定圈 16—下半凹模 17—支座 18—顶杆
这种结构的模具,其合模力来自圆柱形弹簧和碟形弹簧的压缩作用,由于受结构空间的限制,所能安置弹簧的数量及大小有限,一般只限于500~600kN的合模力。故只适宜于模锻小型十字轴。
(2)中小型十字轴水平可分凹模精锻 图4-4-28所示为在曲柄压力机上挤压模锻十字轴的可分凹模模具。上凹模2有四个半圆形模膛3的侧孔,其直径和长度与热锻件的枝桠直径和长度相同。上凹模2固定在上模板1上,上模板1固定在压力机滑块上。下凹模4具有与上凹模相同的枝桠模膛,但侧孔长度比上凹模的侧孔长17mm。下凹模4固定在活动模板5上,活动模板5由压力机的气垫或液压缸支承。冲头7固定在下模板8上,下模板8固定在压力机工作台上。
当压力机滑块处在上死点时,上、下凹模分开,而活动板和下凹模处于上升最高位置。此时,把加热好的坯料直立于下凹模的孔中而支承在固定冲头端面上。当压力机滑块向下运动时,上下凹模闭合形成完整的模膛。随着闭合凹模的下行,冲头7挤压坯料而获得十字轴锻件。
对于图4-4-28a所示十字轴锻件(材料为20Cr钢),采用挤压模锻工艺,坯料尺寸为ϕ28mm×65mm,在清理滚筒中消除氧化皮后,经感应加热至始锻温度,然后经压力机一次行程便可得到十字轴锻件。
这种可分凹模模具结构简单,但要求设备上具有气垫或液压缸。但由设备所带的气垫力量小,不能产生较大的合模力。要产生大的合模力,必须附设吨位较大的液压缸。
(3)等径三通管接头水平可分凹模精锻
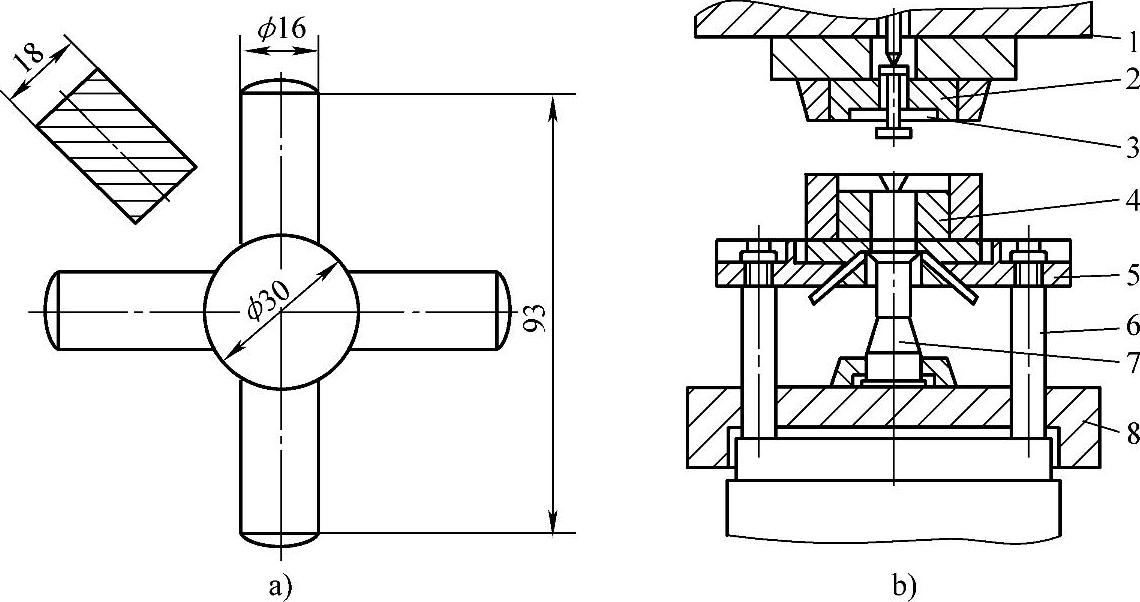
图4-4-28 液(气)压浮动式水平可分凹模
a)锻件 b)模具 1—上模板 2—上凹模 3—半圆形模膛 4—下凹模 5—活动模板 6—托杆 7—冲头 8—下模板
1)模具的结构及工作原理。图4-4-29所示为这种模具结构及工作原理图。下半凹模14通过固定垫铁13固定在下模板1上。冲头15通过燕尾槽或T形槽固定在侧滑块12上,而侧滑块12可在下模板的导向槽中作水平滑动。上半凹模10通过固定垫板固定在塔形块8的底面上。塔形块8通过拉杆7与上模板5相连且能相对于拉杆7滑动。楔形块3安装在圆筒形动圈4上,动圈4通过拉杆11和小圆柱2与上模板5相连。动圈4与模板5间的相对运动通过套在拉杆11上的弹簧的伸缩来实现,且由小圆柱2导向。中间楔形块6通过燕尾与上模板5相连。

图4-4-29 楔块式水平可分凹模
模锻时,上模板5与压力机滑块一起下行,首先,上半凹模10与下半凹模14闭合,且与模板5推动中间楔形块6沿模板5的导向槽在向外滑动的同时还与模板5一起向下移动,两个中间楔形块6推动对应的楔形块3与动圈4一起下行,随着压力机滑块继续下行,动圈4下部的斜面与侧滑块12的相应斜面接触,由其水平分力推动侧滑块12作向心运动,两个冲头15同时挤压坯料,成形锻件。压力机滑块回程时,上模板5与中间楔形块6同时上升,通过拉杆7和11使上半凹模10和动圈4随之上升,冲头随侧滑块13复位,顶杆从下半凹模中顶出锻件。
2)多用途水平可分凹模模具结构与性能特点。图4-4-30所示多用途楔块式水平可分凹模模具,与图4-4-29楔块式水平可分凹模模具的结构与工作原理基本相同,但与其相比,具有如下特点:
①具有四组楔块式工作机构,当对称的两组工作时可以模锻变径二通,当任意三组工作时(见图4-4-31)可以模锻三通,当四组全工作时可以模锻四通(见图4-4-28)或小型十字轴锻件。工艺用途比较多。而图4-4-29模具仅有对称的两组楔块式工作机构,只能模锻变径二通和等径T形接头。
②对于四个水平侧滑块10,设置有四对刚性退出机构17,当水平侧滑块与冲头挤压模锻完成后,刚性退出机构17随上底板1回程时,利用下部斜面(虚线)的水平分力将侧滑块反向推移,带动冲头11从锻件的孔中退出。由此说明,该模具可以模锻带有较深不通孔的管接头锻件,而图4-4-29的模具不能挤孔。
③该模具具有四组导柱导套,每根导柱分为上段19和下段18,两段同时对动圈6上的导套孔导向,因此,该模具上、中、下三部分的导向准确,可分凹模的合模精度高。而图4-4-29的模具,仅上底板上的导柱对动圈导向,因此,可分凹模的合模精度完全靠人工调整,且受设备导向精度的影响。
④该模具装置的四组楔块工作机构的多向挤压模锻时,由厚壁圆筒形动圈6构成一封闭的受力系统,加上四组导向机构,因此,在水平方向可承受非对称平衡力,因而,就可以在水平分模状态下实现三通管接头的多向挤压模锻,图4-4-29的模具装置就不可能。

图4-4-30 多用途楔块式水平可分凹模模具装置
1—上底板 2—螺杆 3—楔块 4—塔形块 5—螺栓 6—动圈 7—弹簧 8—上凹模座 9—上半凹模 10—侧滑块 11—冲头 12—弹簧 13—下半凹模 14—下半凹模座 15—工件 16—下底板 17—刚性退出机构 18、19—导柱
3)三通管接头多向挤压模锻工艺。对于三通管接头锻件,当采用开式模锻时,需要多道制坯工序,迫使坯料金属流向枝通。当采用多向挤压模锻时(见图4-4-31),棒料毛坯首先在冲头Ⅰ、Ⅱ作用下产生径向挤压,然后在冲头Ⅲ的作用下实现镦粗和冲孔。三通管接头属于典型的枝芽类锻件,无论以哪种变形方式来模锻,其工艺难度都大,因此,选择其作为代表,进一步介绍相应的工艺和模具设计的细节。

图4-4-31 三通管接头多向模锻示意图
①多向挤压模锻时成形力与合模力的实验数据。将图4-4-30可分凹模模具装置安装4000kN闭式单点压力机上使用,在试验与生产Z14型三通管接头(见图4-4-32)时,采用电测法对成形力和合模力进行了测试,记录的部分数据列于表4-4-2。
②冲头形状和尺寸对金属流动性能的影响。通过试验发现,在三通管接头多向挤压模锻中,冲头工作部分的形状及尺寸对金属流动性能即锻件充满程度有很大影响。如图4-4-33所示,当冲头头部作成锥形且尺寸较大时(见图4-4-33a),四方凸台(管钳夹紧面)容易充满,即使毛坯体积不足,也只是旁通长度不够,而锻件轮廓清晰,主通端部不易产生轴向飞边。而冲头头部作成直径较小的圆柱时,只有端部与主通端部镦挤成同样平整时,四方凸台才能充满,这种情况下导致挤压力及凹模夹紧力急剧增加;对于体积为负偏差的毛坯,常常出现方形凸台轮廓不清晰或旁通的内孔、外圆呈椭圆形(见图4-4-33b),甚至孔的内壁产生拉缩现象。当在小圆柱根部同大圆柱之间加上过渡圆锥时(见图4-4-33c),其工艺稳定性又能恢复到第一种情况。很明显,这是因为管端壁部逐渐变薄,模锻时冷却快,阻力大,有利于中间部分的金属向旁通型腔中流动和充满四方凸台型腔。
③三通管接头多向挤压模锻技术经济效益比较。图4-4-34所示三通管接头采用多向闭式模锻与采用普通开式模锻相比的情况。该锻件的开式模锻工序流程为:坯料加热→立式镦头→切边→清理→加热→终锻成形→切边。其多向挤压模锻工艺流程为:坯料加热→终锻成形。采用多向模锻工艺后:节省材料30%以上;减少热加工工序4~5道、冷加工工序1~2道,相应节省设备6~7台(次)、减少操作工7~8级,表面粗糙度由自由表面降低到Ra25~Ra12.5μm;降低产品成本30%以上;此外,还改善了生产条件,降低了劳动强度。

图4-4-32 Z14三通管接头
a)零件图 b)锻件图
表4-4-2 模锻Z14型三通管接头的实验数据

注:试验时坯料尺寸为ϕ17.6mm×65mm;模锻温度(表中自上至下)在850~1150℃。更可靠的是经实际生产考核,锻件无飞边,工艺稳定,说明装置设计合理,工作可靠。
(4)异形三通及弯头管接头(垂直可分凹模精锻)
1)模具结构和工作原理如图4-4-35所示,冲头5固定在上模板2上,上模板2固定在压力机滑块上。模座13为一矩形框并固定在下模板14上构成下模座,杠杆11同分别固定于下模座和凹模衬垫7上的铰座10和6铰接。凹模镶块8固定在衬垫7中,可分凹模的组合结构(两半)支在托板9上,托板9通过顶杆12与气垫或油缸活塞相连。
当托板与顶杆处于下限位置时,两半凹模合拢形成整体凹模模腔。模锻时,将加热好的棒料毛坯直立插入凹模模腔中,压力机滑块下行,冲头挤压毛坯,变形金属充满模腔,模锻结束后,冲头随压力机滑块上升,通过气垫或油缸油塞使顶杆上升,两半凹模张开,侧向顶杆顶出锻件,此时便可取出锻件。

图4-4-33 冲头形状和尺寸对金属流动的影响

图4-4-34 两种工艺的对比
这种模具适宜于安装在热模锻压力机或液压机上使用,可以用于闭式模锻异形三通及弯头(见图4-4-36)和小型十字轴等锻件。其优点是能保证锻件具有稳定的尺寸,因要模锻过程两半凹模随模锻力的增大而贴合得更紧,故不会在分模面上形成飞边。(https://www.xing528.com)
2)模具受力及变形分析。图4-4-37为杠杆式垂直可分凹模模锻时的受力情况。由图示关系可得出张模力为:
F1=F0A1/A0
式中 F1——作用于凹模模膛表面的张模力;
F0——作用在冲头端面上的变形抗力,可通过工程塑性法或经验公式计算;
A0——冲头端面面积。
张模力F1通过杠杆传递到模座上,杠杆所受的压缩力F2为:
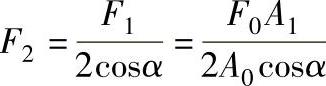
式中 α——杠杆相对于水平线的倾斜角。
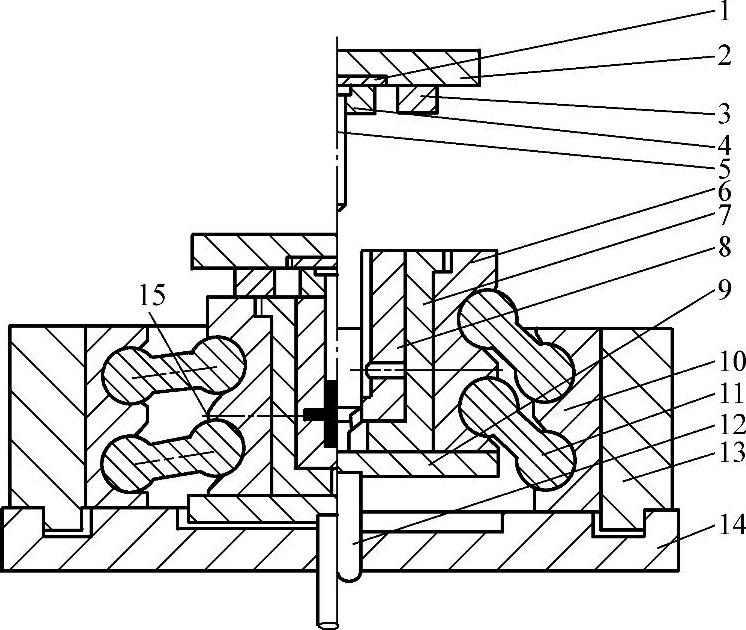
图4-4-35 杠杆式垂直可分凹模模具
1—垫板 2—上模板 3—限位块 4—冲头固定器 5—冲头 6、10—铰座 7—衬垫 8—凹模镶块 9—托板 11—杠杆 12—顶杆 13—模座 14—下模板 15—侧向顶杆

图4-4-36 异形三通管接头锻件图
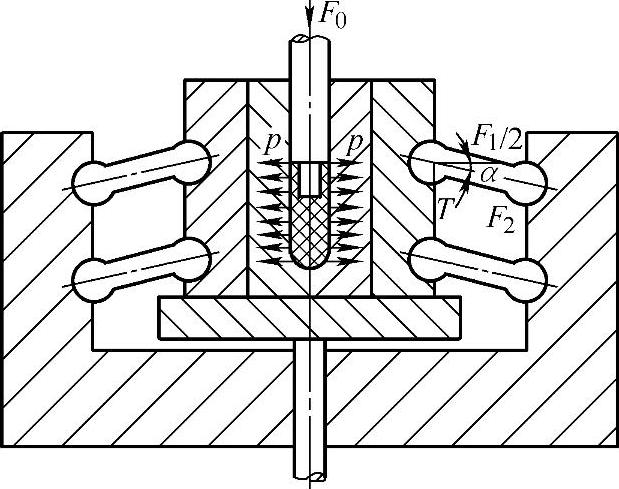
图4-4-37 杠杆式垂直可分凹模模锻受力分析
根据胡克定律,杠杆在压力F2的作用产生的压缩变形为:
式中 Δl——杠杆的压缩变形量(mm);
L——杠杆未受力时的长度(mm);
A——杠杆横截面面积(mm2);
E——杠杆材料的弹性模量(N/mm2)。
由图4-4-38可得出,杠杆受压缩后其长度缩短了Δl后,已闭合的凹模由开始合模时的位置B下移至B′,其下移距离Δh可由图示几何关系得出:

虽然由于杠杆的弹性压缩而使凹模的水平位置发生变化,但两半凹模始终被紧密地贴合在一起,变形金属不可能被挤入分模面。

图4-4-38 杠杆式可分凹模的计算模型
所生产的异形三通管接头精密模锻件如图4-4-39照片所示。

图4-4-39 异形三通精密锻件
(5)大桥螺母闭式温锻
1)工艺过程。大桥螺母闭式温锻工艺过程如图4-4-40所示。具体过程及工艺参数如下:
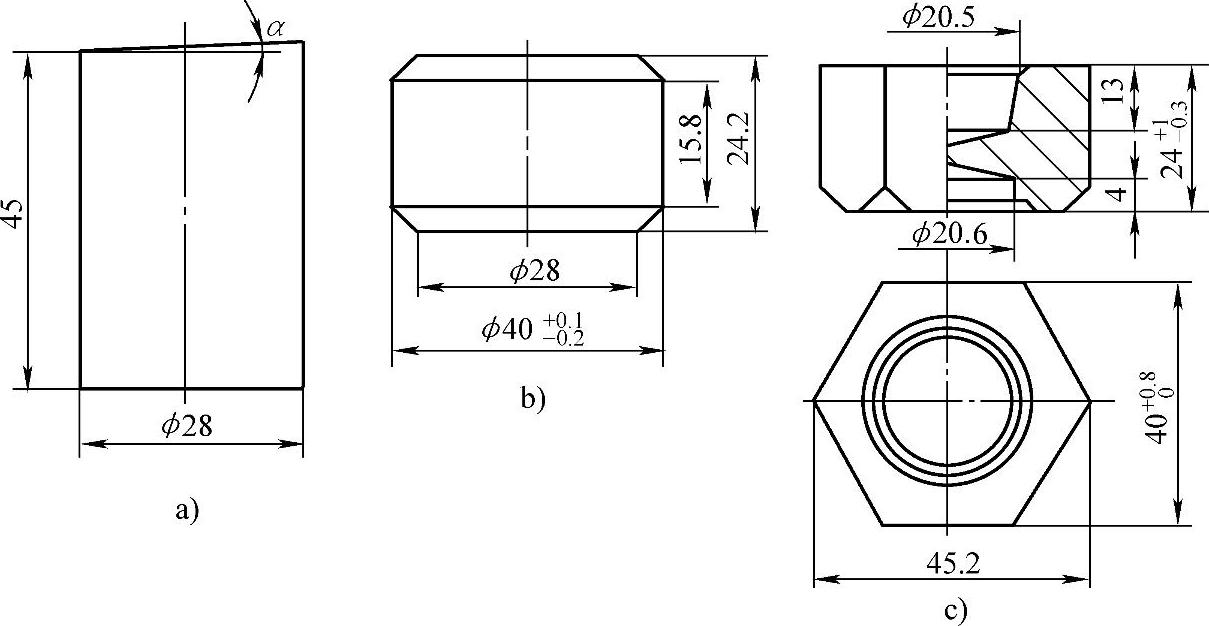
图4-4-40 大桥螺母闭式温锻工艺
a)坯料 b)冷镦球 c)闭式温锻成形
①下料。45钢轧材经冷拔后,采用剪切下料模在曲柄压力机上下料,坯料两端边缘不允许有严重毛刺和塌角现象,两端面斜角α≤4°20′,质量为 。
。
②冷镦球。为了保证镦粗后的毛坯不出现鼓形,采用闭式镦粗。镦粗毛坯的直径为 ,而螺母成形凹模平行边的距离为
,而螺母成形凹模平行边的距离为 ,两者公称尺寸相同,但毛坯直径的偏差范围小于模膛尺寸S的偏差范围,这是为了使被镦粗后的毛坯能顺利地放入成形凹模。
,两者公称尺寸相同,但毛坯直径的偏差范围小于模膛尺寸S的偏差范围,这是为了使被镦粗后的毛坯能顺利地放入成形凹模。
③毛坯浸涂处理。将冷镦球毛坯加热到100℃±10℃后浸入水剂石墨1~2min后取出,以毛坯表面粘有一层薄的水剂石墨为宜。
④温锻成形。在中频感应加热器中将毛坯加热至650~750℃,在成形模(见图4-4-41)中闭式反挤压成形,坯料体积的变化依靠冲孔连皮厚度的变化来调节。
2)模具设计。大桥螺母为系列化产品,故采用通用模架,不同规格的螺母,只需更换凹模与冲头即可。采用通循环水的方法来散发凹模的热量。模具结构如图4-4-41所示。
3)使用设备。某厂根据现有设备情况,选用2500kN闭式单点曲柄压力机生产。
4)使用润滑剂。除冷镦球加热浸涂水剂石墨外,在模锻过程中,凹模与冲头还需经常喷涂水剂石墨起润滑和冷却作用。
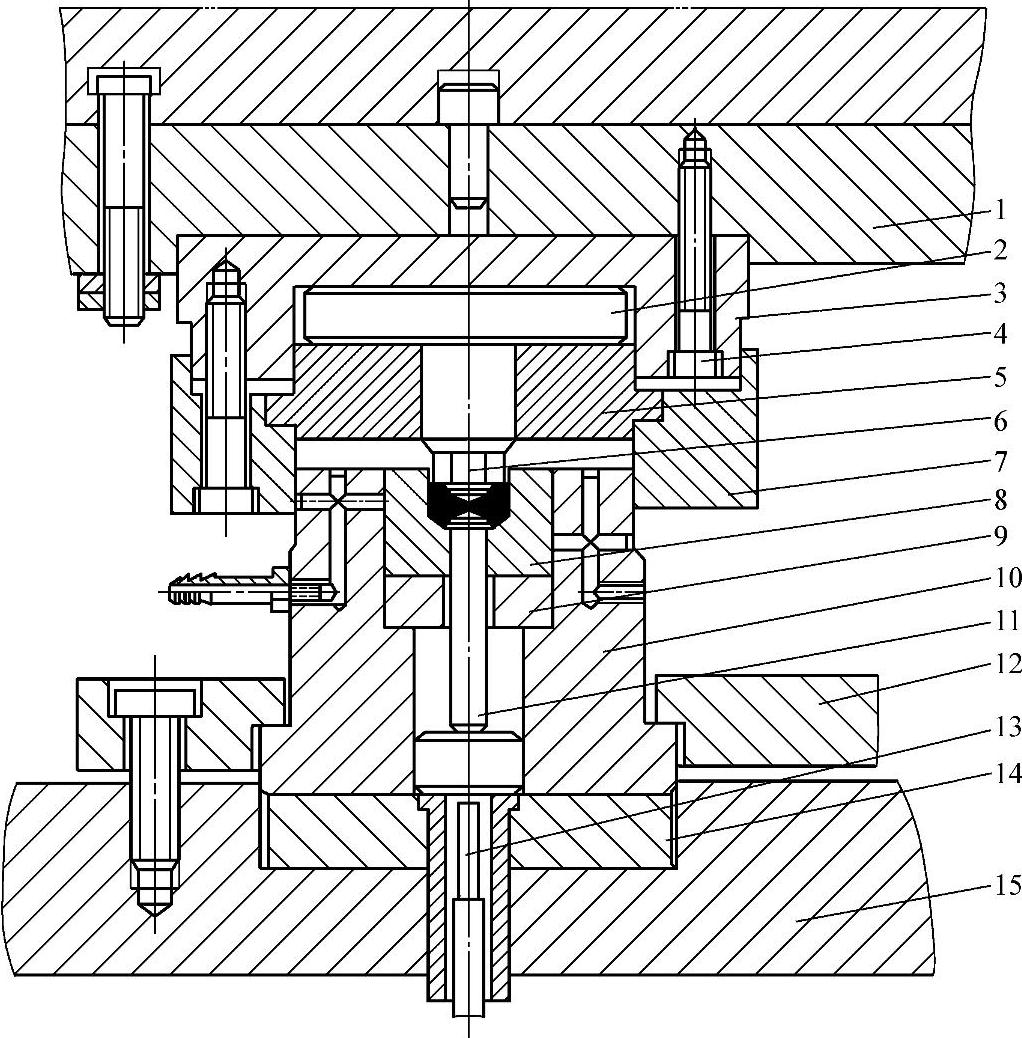
图4-4-41 大桥螺母温挤模
1—上底板 2、9、14—垫板 3—凸模座 4—螺栓 5—冲头固定板 6—冲头 7—压紧圈 8、10—凹模 11—顶杆 12—压紧圈 13—顶杆 15—下底板
5)锻后防护。因温挤成形后的螺母仍为暗红色,即比始锻温度降低不多,为了防止锻后氧化,故将凹模取出的锻件放入保温桶中冷却。
(6)中轴水平可分凹模冷精锻 图4-4-42为模锻带凸缘的中轴的可分凹模模具,凹模为纵向水平分模,上半凹模4通过凹模座6、上模座7固定在上模板上,并且与压力机滑块相连。下半凹模固定在动模座10中。动模座10通过四根顶杆14支承在压力机气垫上。当压力机滑块处于上死点位置时,气垫把动模座10顶起,以便放入坯料和顶出锻件。为了调节动模座10的原始位置,在斜块16上装有顶在挡块11上的顶销15和调节螺钉17。模锻时,把坯料放入下半凹模中,然后开动压力机,在滑块向下运动到一定位置时,上半凹模4与下半凹模闭合,夹紧坯料。随后,在上半凹模的推动下,动模座10也向下运动,动模楔块12在大斜块13的斜面上滑动,推动动模9在滑套2内向模具中心运动,凹模芯5和模芯1将坯料镦锻成形。为了使中轴凸台充填良好,在凹模芯5中开有出气孔。当滑块回程时,气垫将动模座10顶起,卸件柱8回程,将左右动模9复位,使锻件脱出凹模芯5。为了防止工件卡在上半凹模4上,在动模9上装有弹簧,卸件销3将锻件卸下。
肘杆式曲柄压力机也称多连杆曲柄压力机,其机身及曲柄连杆系统的刚性比普通闭式单点曲柄压力机的高。过去,主要用作精压与压印设备。近年来,通过加长滑块和导轨来提高导向精度,作为冷精锻压力机,将可产生合模力的带有液压浮动模架的精锻模具与其配套使用,可实现要求变形行程不大的锥齿轮、小型十字轴等零件的冷精密模锻生产。
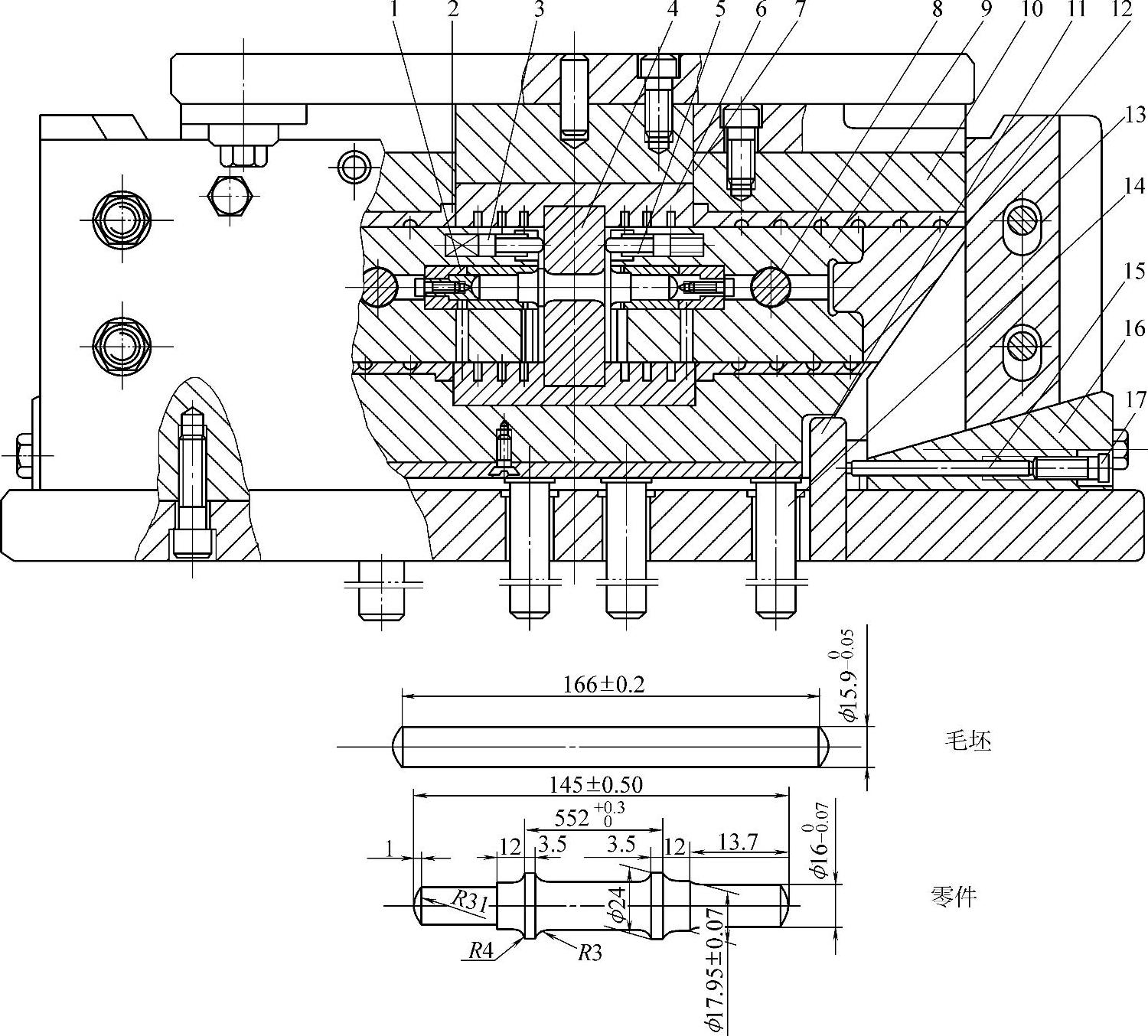
图4-4-42 中轴冷精锻工艺及模具
1—模芯 2—滑套 3—卸件销 4—上半凹模 5—凹模芯 6—凹模座 7—上模座 8—卸件柱 9—动模 10—动模座 11—挡块 12—动模楔块 13—大斜块 14—顶杆 15—顶销 16—斜块 17—调节螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。