



1.轴套管正挤压工艺
该锻件(见图4-3-51)原始数据:材料45钢,锻件质量G=9.1kg。
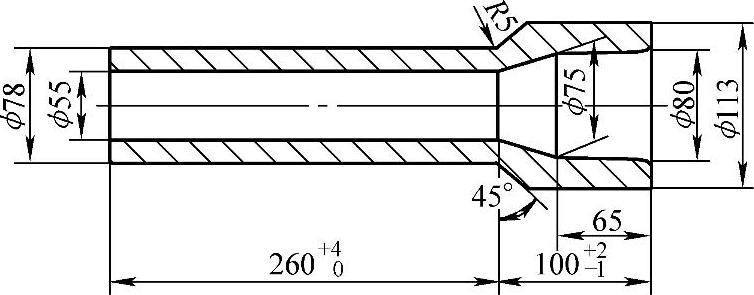
图4-3-51 轴套管锻件图
(1)确定坯料尺寸 轴套管正挤压前要预制坯,预制坯的内、外径应和挤压工步相同(见图4-3-52),即ϕ114.5mm、ϕ81.2mm,为了使坯料放入模膛定位准确,减小锻件壁厚差并考虑第一工步为扩孔制坯成形,采用方料,减少凸模受力,故按挤压直径ϕ114.5mm作为方料的对角线长度,其边长81mm(热尺寸),选用80mm×80mm×183mm方料。
(2)工步设计(见图4-3-52)
①第一工步:扩孔制坯(反挤压)。该工步是为挤压工步准备体积一定、形状合适的坯料,因此内孔形状基本和终锻相符,后端有ϕ25mm尾部,以存放多余金属,这是由原材料公差产生的,外径取终锻外径。
②第二工步:穿孔工步。要挤出通孔锻件,必须穿去连皮,即为挤压坯料。
③第三工步:挤压成形。
(3)计算变形程度和挤压力
1)变形程度
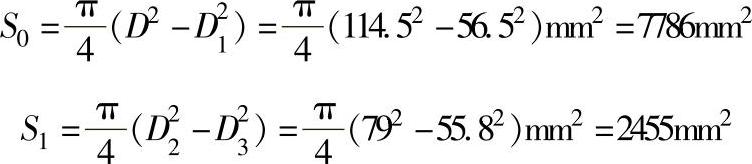
式中 S0、S1——变形前、后坯料的横截面积;
D、D1、D2、D3——变形前、后坯料直径(见图4-3-52穿孔工步、挤压工步)。
挤压比:
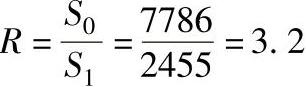
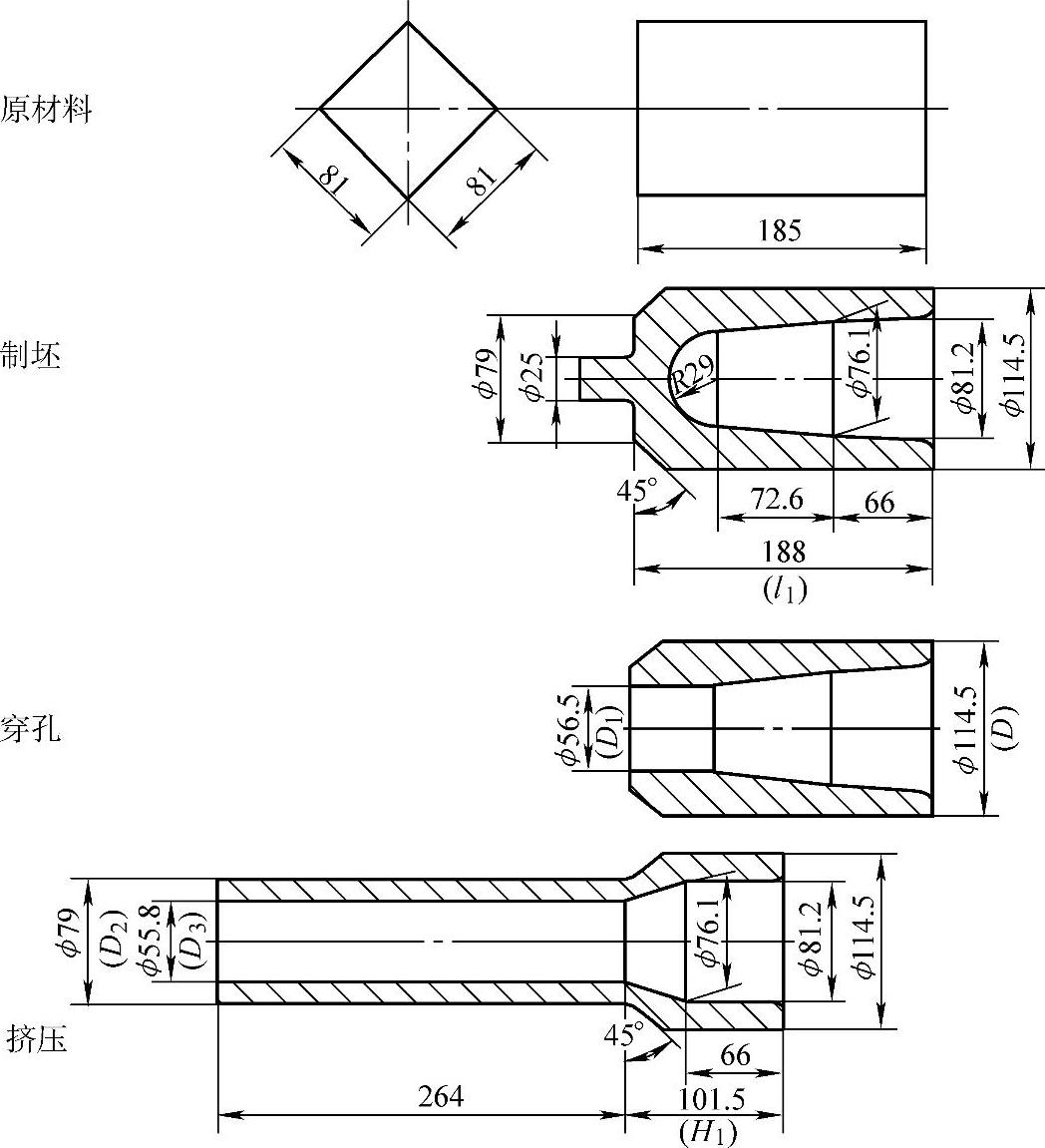
图4-3-52 轴套管工步图(为热尺寸)
2)挤压力计算。查图4-2-24,得45钢挤压的单位面积压力p1=470×106Pa(1100℃时),则挤压力P为:
P=p1S0=(470×106×7786×10-6)N=3659420N,P≈3660kN
根据图4-3-53所示16MN平锻机镦锻力允许负荷图,选用16MN水平分模平锻机。
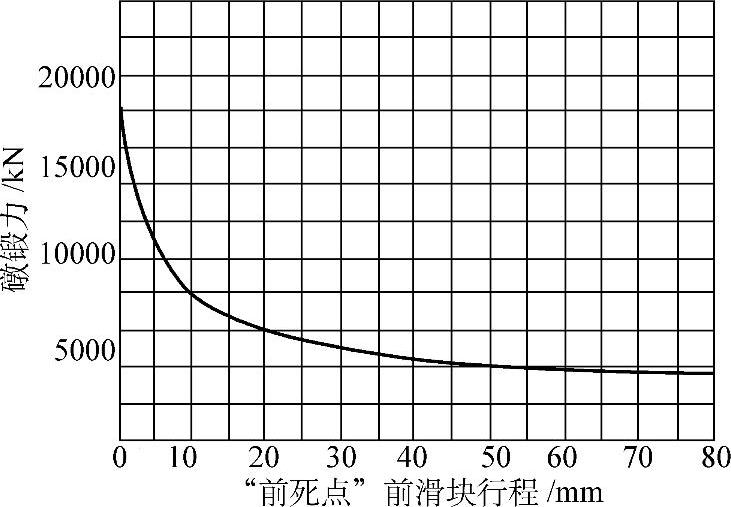
图4-3-53 16MN平锻机镦锻力允许负荷图
(4)模具设计(见图4-3-48)
1)模膛设计:模膛的形状和尺寸按图4-3-52轴套管工步图和热正挤压模工作部分(见图4-3-49、表4-3-22)进行设计。
挤压工作带长度h=(0.5~1)d=[(0.5~1)×79]mm=39.5~79mm,取h=80mm。
2)凹模镶块外径和长度:为提高镶块强度,取镶块外径ϕ240mm,长度由需要确定。
3)模具总图:按16MN水平分模平锻机按模空间参数和镶块大小进行合理布置,与平锻模设计相同(见图4-3-48)。(https://www.xing528.com)
2.汽车万向节叉热挤压(见图4-3-54)
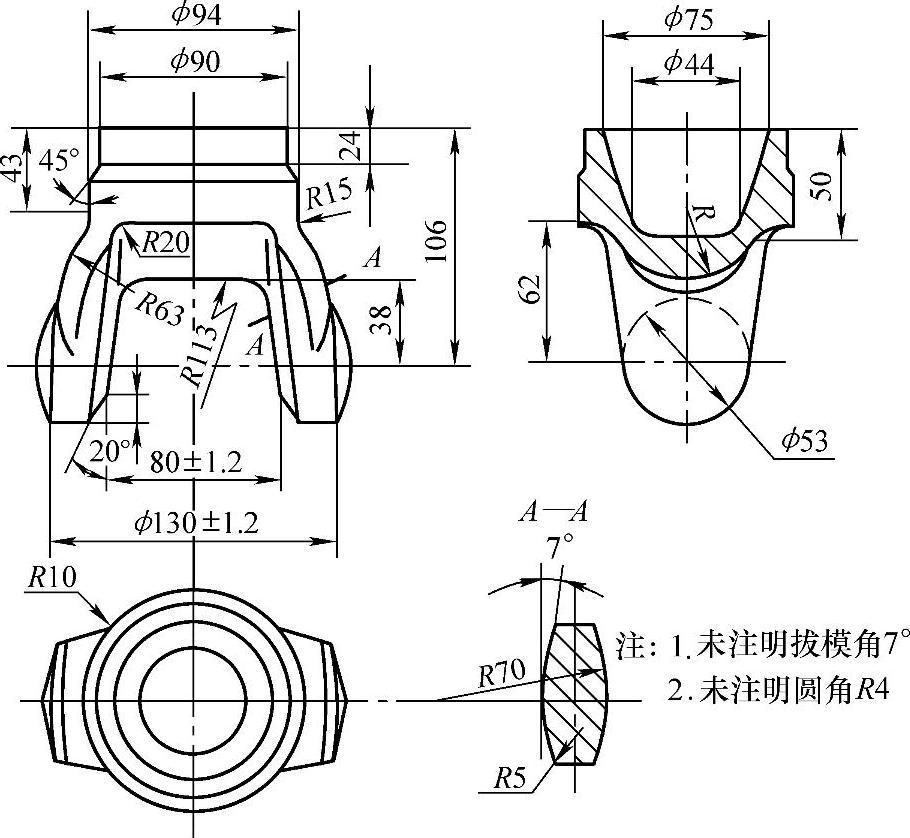
图4-3-54 汽车万向节叉锻件图
原始数据:锻件材料40MnB,锻件质量G=3.72kg。
(1)坯料尺寸确定 锻件的最小外径为ϕ90mm,确定坯料尺寸为ϕ90mm×78mm
(2)计算变形程度和挤压力 该零件挤压开始时是反挤压锥孔,然后正挤压锻件两“支叉”。
①变形程度

S1=2800mm2(由作图得两“支叉口”横截面积)
挤压比:
式中 S0、S1——变形前后的坯料横截面积;
d0——变形前坯料直径。
②正挤压力P
P=wp1S0
式中 w——温度和材料影响系数(见图4-2-23);
p1——单位面积挤压力,由挤压比R=2.27,查
图4-2-24,得w=1.4,p1=260×106Pa。S0——凸模面积(mm2),

挤压力P=wp1S0=(1.4×260×106×6359×10-6)kN≈2315kN
挤压行程约33mm。
(3)挤压工步数 根据万向节形状,不需要制坯或预成形,又根据挤压力计算和16MN平锻机镦锻力允许负荷图(见图4-3-53),在一个行程里可以同时挤压两件,其工作负荷曲线没有超过镦锻力允许负荷图,即一个工步就可挤压成形两件。
(4)挤压模设计
1)模膛设计。为了改善金属流动,挤压模膛的出口处圆角要大些,原设计全部为R12,经现场调试,在两个叉子的四个底面有流线折纹,后改为由R12均匀过渡到R20,流线折纹消除。底面设计成R113,以减小挤压死角(见图4-3-54)。挤压模膛导程直径设计成ϕ92.3mm,这是考虑ϕ90mm热轧钢材在正公差时(ϕ90mm±0.9mm,又考虑热收缩率)也能顺利地放入模膛,导程直径不可太大,否则,当坯料放入模膛,上模夹紧时,坯料和模膛的径向间隙都在上模,这样,在坯料挤压时将引起较大的壁厚差和纵向飞刺。
2)挤压模结构(见图4-3-55)。在凹模上同时布排四个挤压模膛,在生产时,可以在模具上对称放置两件坯料,设备受力均匀,安模空间也充分利用。
另外,为了使锻件便于从凹模起模,在模具上设计顶料装置。
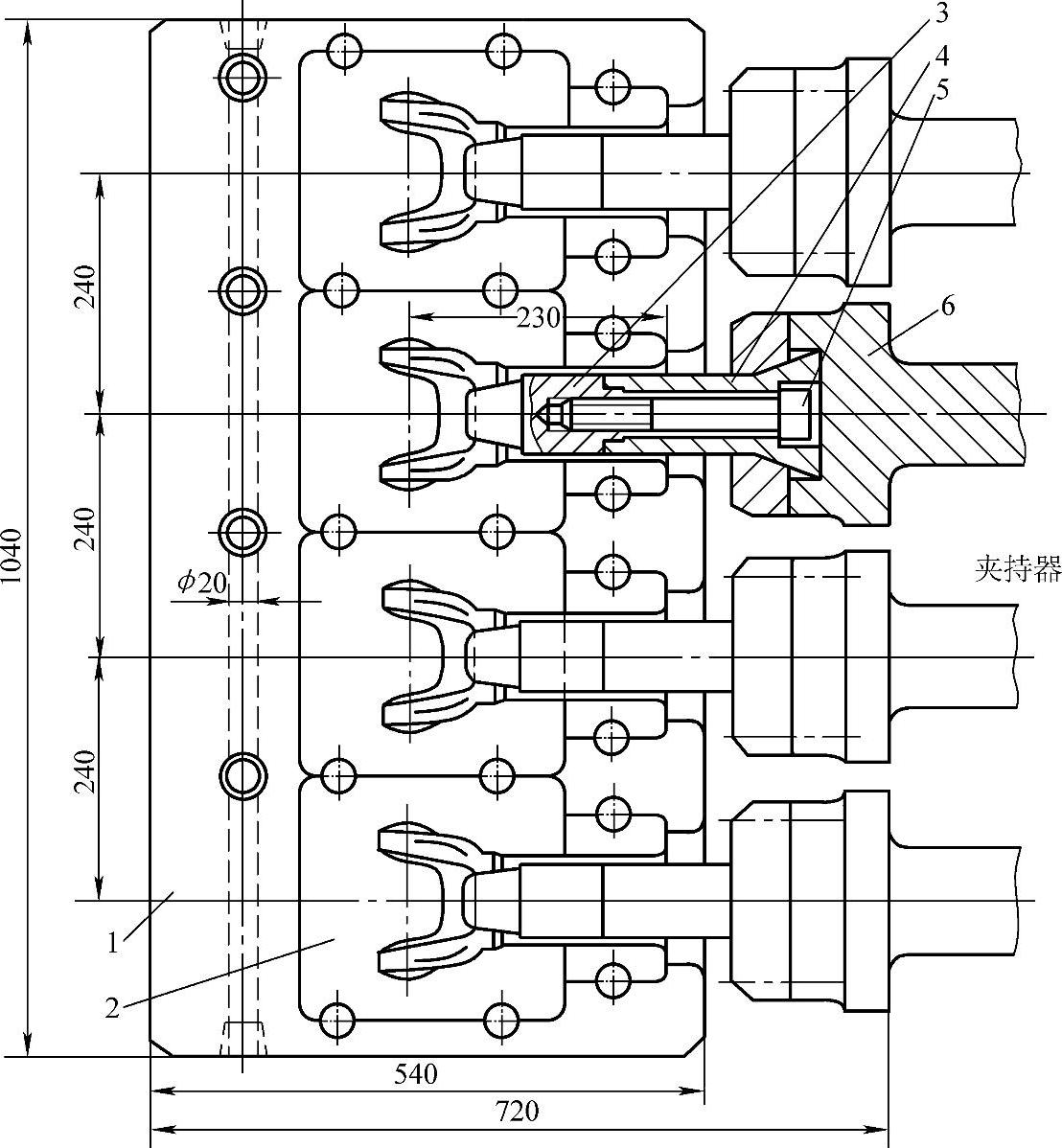
图4-3-55 万向节叉热挤压模具
1—凹模体 2—凹模镶块 3—凸模 4—凸模座 5—螺钉 6—凸模柄
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。