



【摘要】:图4-3-37 锻件分离的切断模膛1—上模体 2—活动剪刀 3—固定剪刀 4—下模体 5—固定夹紧凹模 6—活动夹紧凹模 7—压缩弹簧2)切去穿孔后棒料上的废芯,如图4-3-38所示。
1.切断模膛的用途
1)将锻件从棒料上切断,如图4-3-37所示,当具有粗大部分的杆类锻件的杆部长度和直径之比小于2.5时,采用切断工步(一料多件)。
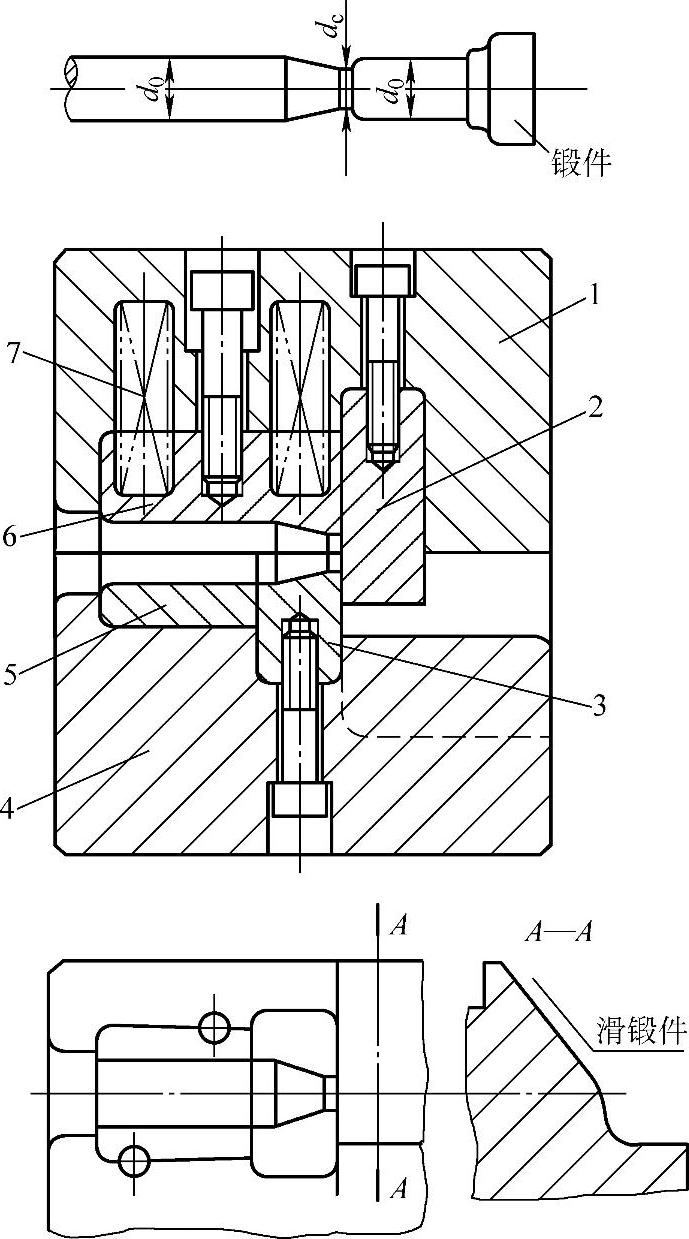
图4-3-37 锻件分离的切断模膛
1—上模体 2—活动剪刀 3—固定剪刀 4—下模体 5—固定夹紧凹模 6—活动夹紧凹模 7—压缩弹簧
2)切去穿孔后棒料上的废芯,如图4-3-38所示。当棒料直径d0和卡细直径dc之比f为1.25~1.40时,需要切去废芯d1,否则再次聚集不稳定,易产生折纹。
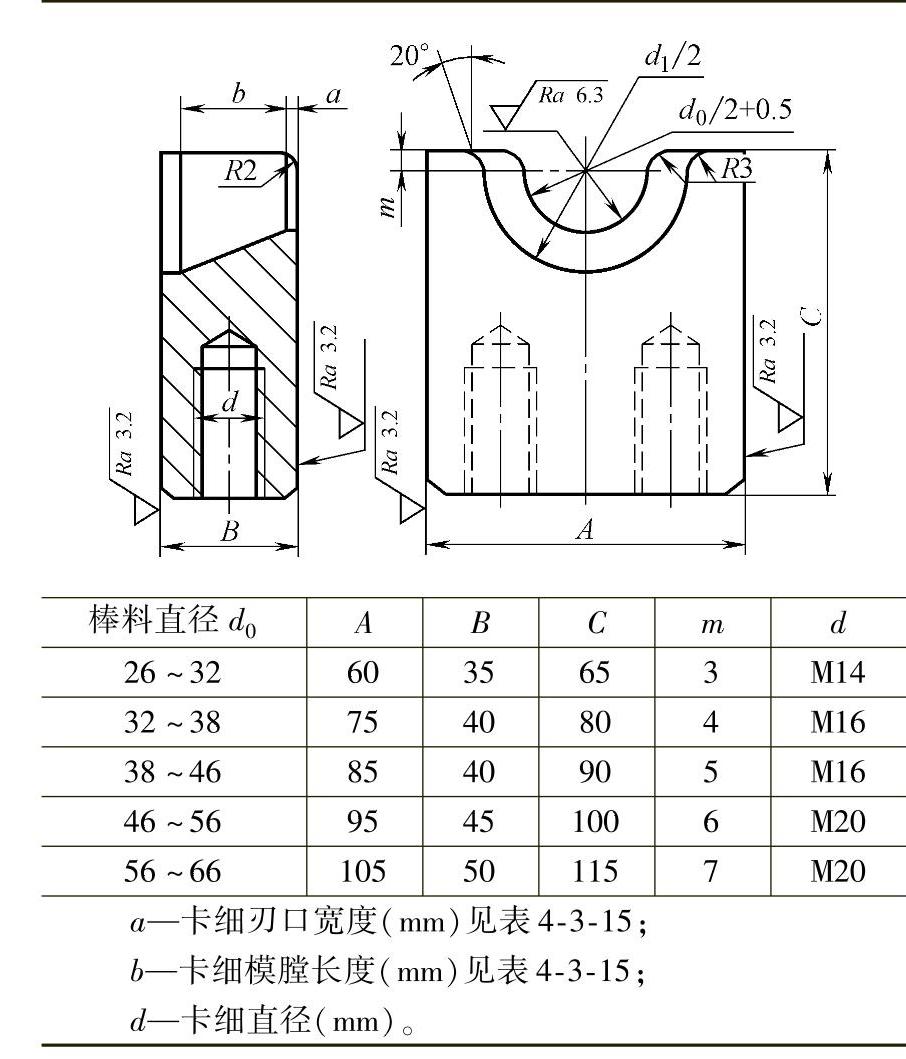
2.固定剪刀尺寸(见表4-3-20)
表4-3-20 固定剪刀尺寸 (单位:mm)
3.活动剪刀尺寸(见表4-3-21)
1)对于从棒料切断锻件时
h=(d0+dc)/2+(10~20)mm
2)对于从棒料上切断废芯时
h=dc+(10~20)mm(https://www.xing528.com)
4.活动夹紧镶块(见图4-3-39)
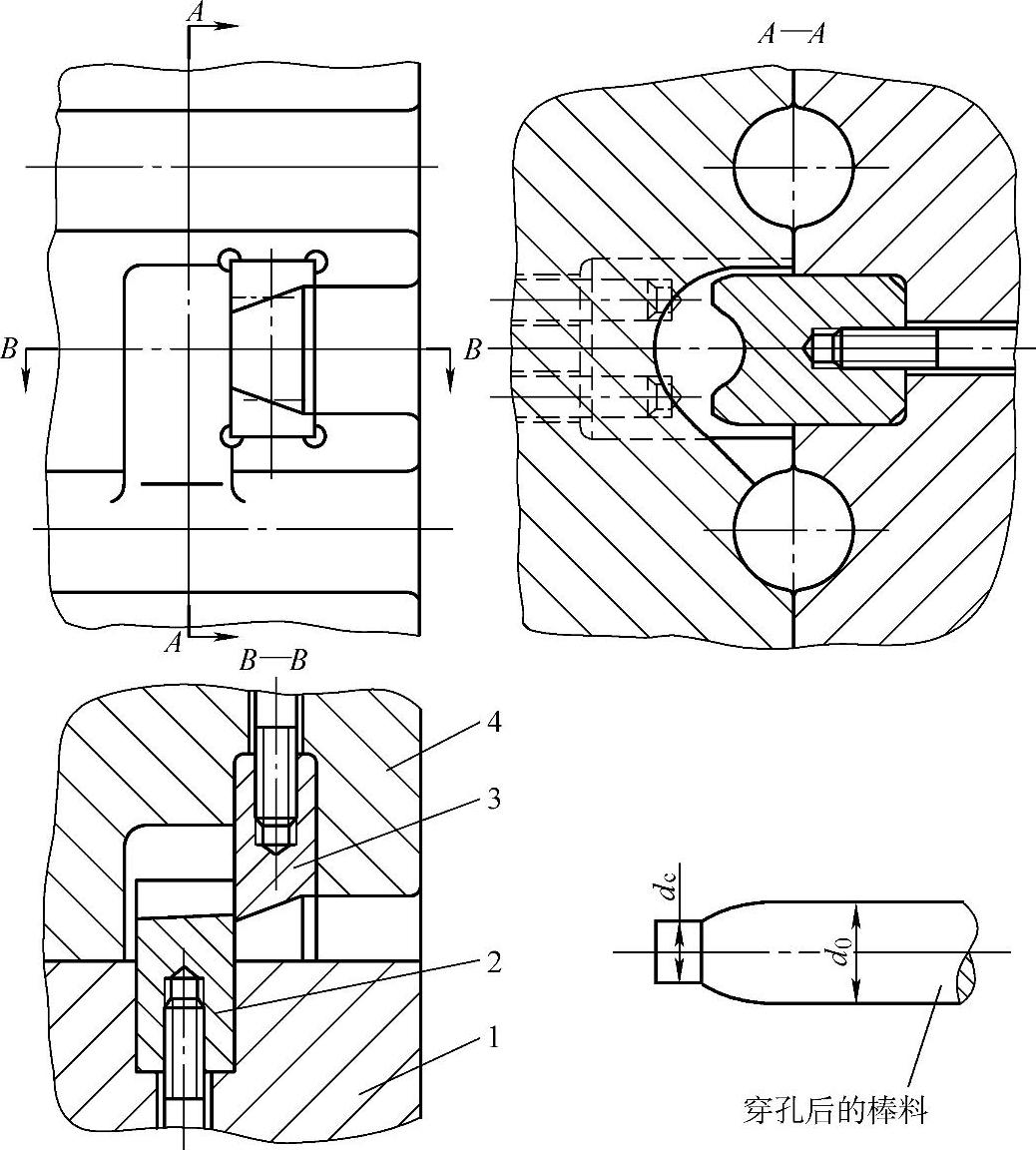
图4-3-38 穿孔废芯切断模膛
1—活动凹模体 2—活动剪刀 3—固定剪刀 4—固定凹模体
表4-3-21 活动剪刀尺寸 (单位:mm)
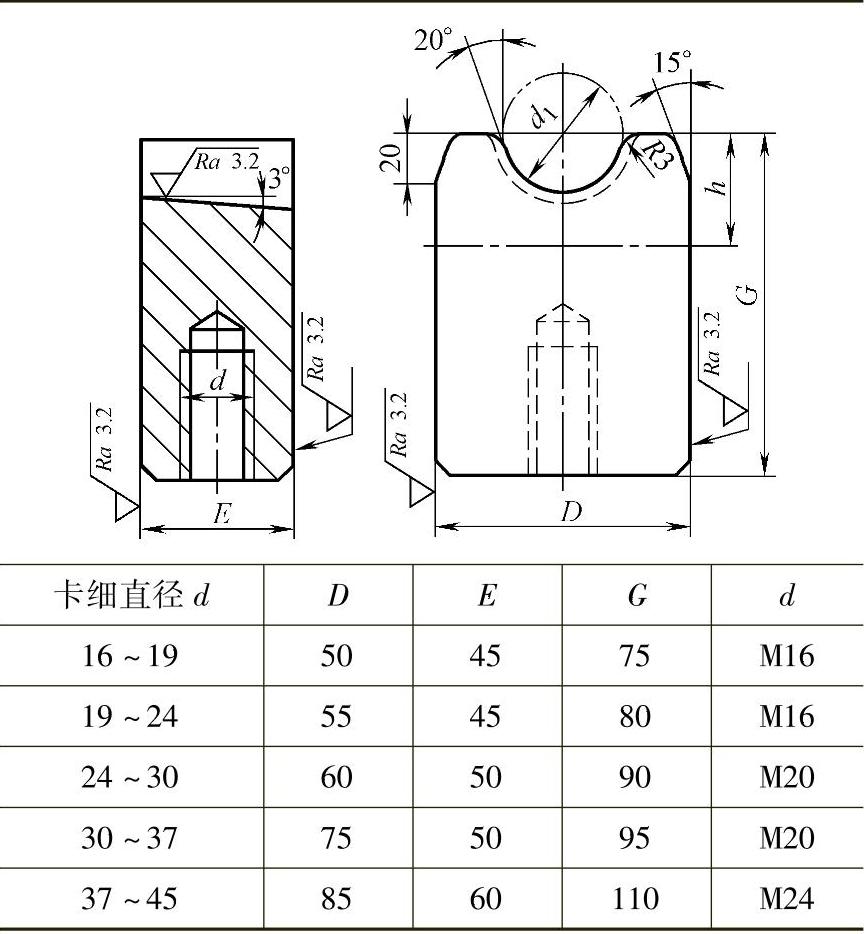
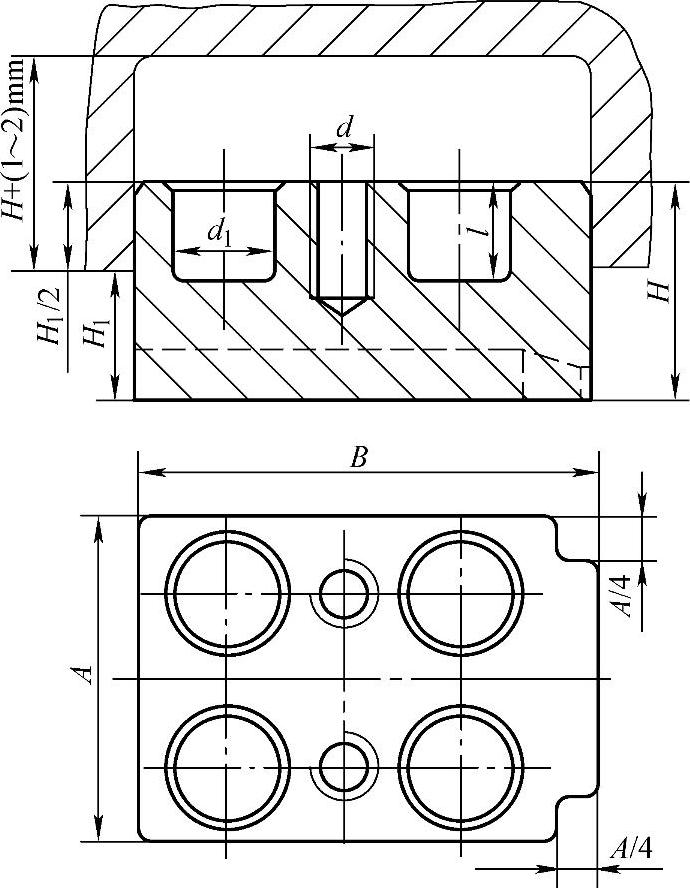
图4-3-39 活动夹紧镶块
其外形尺寸的设计原则如下:
1)宽度A和长度B由模具设计总体布置确定,要能布置四个弹簧窝座和螺孔。
2)要保证在活动剪刀碰到棒料直径d0和废芯直径dc时,活动夹紧镶块已预先压上棒料,所以夹紧镶块露出凹模体的高度H1大于活动剪刀露出凹模体的高度h:
H1=h+(20~40)mm
H=1.5H1
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。