



1.凹模镶块设计
(1)成形模膛的几何形状和尺寸按终锻工步的形状和尺寸设计。
(2)确定凹模模膛的凸模导程尺寸 分为闭式模锻和开式模锻。
1)凹模的导程直径Dg设计:
①闭式模锻,如图4-3-25a所示:
Dg=Dd
式中 Dd——热锻件(终锻工步)的最小外径。
②开式模锻,如图4-3-25b所示:
Dg=Dd+(2~2.5)c(用于前挡板定位)
Dg=Dd+(2.5~3)c(用于后挡板定位)
式中 c——横向飞边宽度,查表4-3-2。
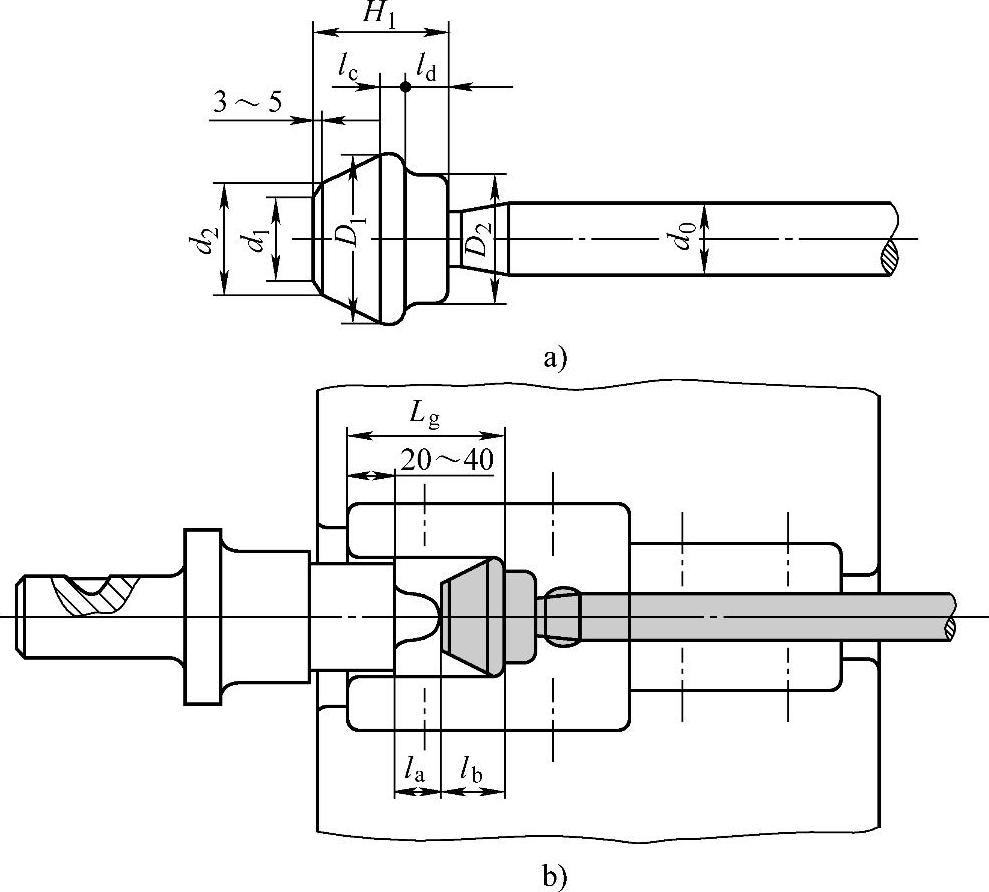
2)凹模的导程长度Lg(见图4-3-26)设计:
导程在凸模顶锻行程起导向定位作用,提高锻件精度。一般当凸模碰到坯料时,凸模应该已进入凹模模膛20~40mm,如图4-3-26所示:
Lg=la+lb+(20~40)mm
式中 la——凸模冲孔冲头长度,由终锻工步设计确定;
lb——顶锻坯料最大直径部分的高度,见图4-3-26,lb=H1-ld。
3)凹模镶块的外形尺寸
①镶块外径
Da=Dg+2M
式中 M——镶块最小壁厚,M≥0.1Dg+10mm。

图4-3-25 终锻的模膛、凹模和凸模
a)闭式模锻 b)开式模锻 c)具有后挡板的模锻
 (https://www.xing528.com)
(https://www.xing528.com)
图4-3-26 终锻时凸模碰到预锻坯料的状态
a)预锻工序图 b)终锻的凸模和凹模
②镶块长度
L3=Lg+Ld+Lk+(30~50)mm
式中 Lg——凹模的导程长度(mm);
Ld——凹模的非导程成形模膛高度(mm);
Lk——坯料夹细或扩径长度(查夹细或扩径模膛设计)(mm)。
以上计算的镶块外径和长度最后模具总体布置时再修正。
2.凸模设计
(1)凸模直径Di
Di=Dg-2δ
式中 δ——凸凹模的单边径向间隙,查表4-3-8。
表4-3-8 凸模和凹模的单边径向间隙δ (单位:mm)

(2)凸模长度L1
L1=L2-[Ld+(hf或Le)+L]
式中 L2——凸模和凹模体封闭尺寸(mm),由模具的总体设计决定;
Ld——凹模的非导程成形模膛高度(mm);
Le——凹模的导程成形模膛高度(mm);
hf——横向飞边厚度(mm),查表4-3-2;
L——凹模上其他模膛(如卡细或扩径,夹紧模膛等)的长度(mm)。
3.凸模柄
终锻凸模受力大,易磨损,为了节省模具钢,一般把凸模分成凸模和凸模柄,构成组合式凸模,其结构形式有多种,图4-3-27为某厂的组合式凸模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。