



聚集工步设计的依据是镦粗(聚集)规则。
1.聚集工步的体积Vk
Vk=VA[K(1+δ)(1+S)3]
式中 VA——终锻工步的体积;
K——充不满系数;
δ——烧损率,其中火焰加热3%,电加热1%;
S——热锻件冷缩率,一般取1.2%~1.5%。
(1)充不满系数的作用
1)防止在聚集坯料时产生横向飞边,适当地加大锥形模膛的体积。
2)当终锻模膛磨损后,保证有足够的聚集坯料。
(2)充不满系数的数值
第一工步,K1=1.04~1.1,常用K1=1.06~1.08;
第二工步,K2=1.04~1.08,常用1.06;
第三工步,K3=1.03~1.04;
第四工步,K4=1.03~1.04。
预锻工步一般取K=1.06~1.08,但必须保证在终锻时有8~15mm的压缩量,为此有时取1.2。(https://www.xing528.com)
2.设计聚集工步的原则
1)当ψ>4.5,在锥形小端部分设计一段长度5~30mm的圆柱,镦粗比ψ越大,取大值,其目的是在凸模内装塞子,便于调整聚集坯料的体积,如图4-3-24a所示。
2)当ψ>7,在压缩系数β值允许的前提下,为了增加聚集压缩量,可以在锥形大端部分设计一个较大锥体,如图4-3-24b所示。
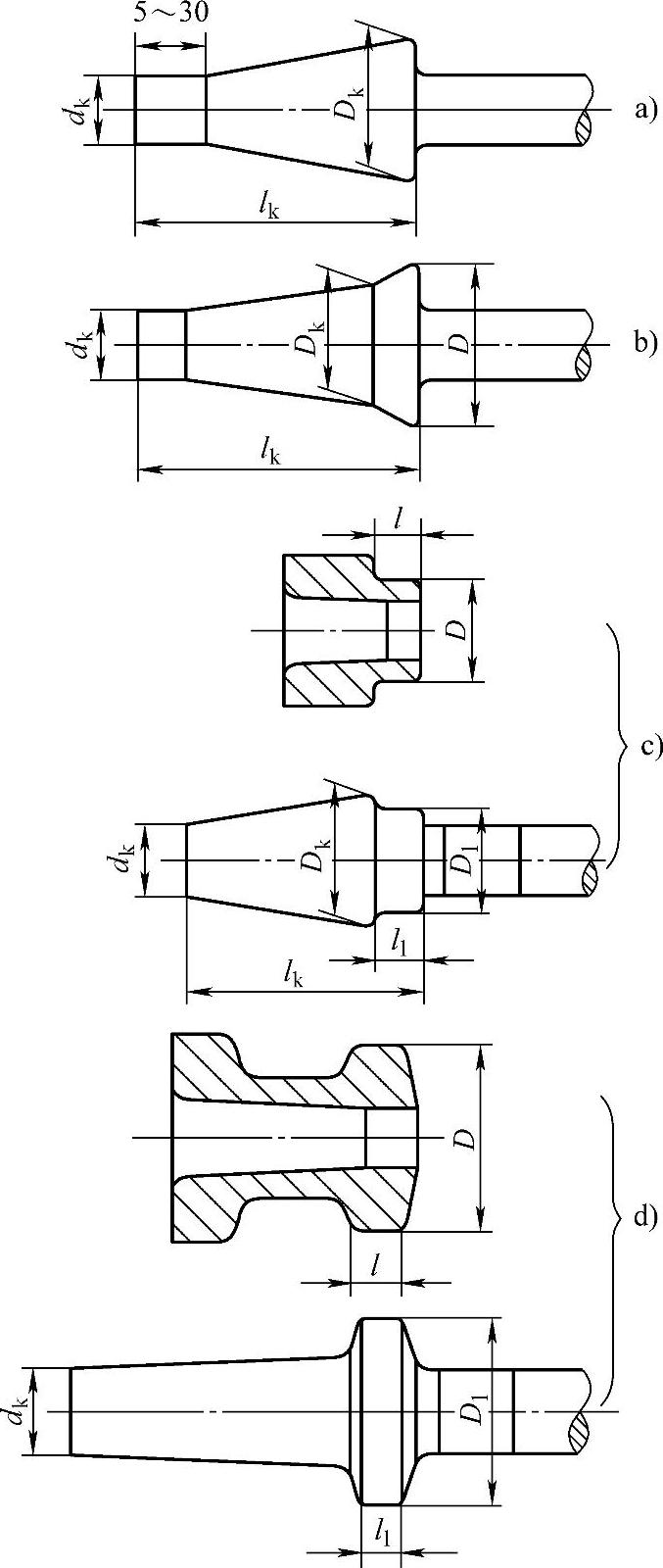
图4-3-24 凸模锥形模膛聚集形式
3)当锻件有台阶D时,如图4-3-24c所示,且直径D小于允许的大端直径Dk=εkd0,即D≤εkd0,在压缩系数β允许范围内,必须在第一次聚集时予以成形,否则终锻时为挤压成形。同时也便于在下一工步定位。D1=D-(0~1),l1=1。
4)具有后法兰的锻件,例如汽车倒车齿轮,在第一道聚集时就要把法兰锻出。否则后续工步难以成形,而且后法兰部分的坯料镦粗比ψ不能超过自由聚集允许镦粗比ψg。
5)根据国外有关资料介绍,当知道锻件的镦粗比ψ时,一般就可以大致判断锻件需要几次聚集了,其值如下:
ψ≤4.65 仅需一次聚集
ψ≤7.3 需二次聚集
ψ≤10.35 需三次聚集
ψ≤13.6 需四次聚集
ψ≤17.1 需五次聚集
但当锻件有部分形状可以在允许镦粗范围内先成形时,可以减少聚集次数,例如本章第六节抽油杆平锻工艺实例,其镦粗比ψ=13.9,按以上要求,至少需要四次聚集,但实际采用三次聚集即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。