



终锻工步按热锻件图设计,热锻件图的尺寸是在冷锻件图尺寸上加冷缩率1.2%~1.5%,再按锻件形状(杆类,穿孔类)特征进行工步设计。
1.具有粗大部分的杆类锻件
1)若是闭式模锻,则终锻工步形状就是热锻件图。
2)若是开式模锻,则终锻工步形状就是热锻件图再加横向飞边。横向飞边的位置、形状和尺寸如图4-3-4和表4-3-2所示。
下列情况采用开式模锻:
①锻件头部有一小直径台阶,需要在凸模内成形。
②形状复杂,不易充满的锻件。
③采用后挡板或钳口挡板定位锻件,由于坯料公差和加热温度差异等因素引起体积变化。
2.穿孔类锻件
终锻工步形状是热锻件图加连皮,即终锻工步获得带连皮的不通孔锻件,经过下一道穿孔工步后获得通孔锻件。
连皮设计一般有两种形式:
1)尖冲头冲孔,如图4-3-17所示,其尺寸按下列公式设计:
l0=K1dn1
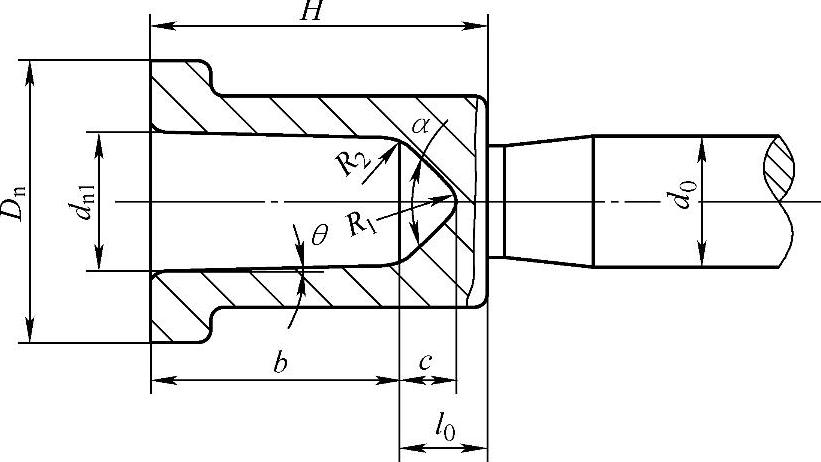
图4-3-17 尖冲头冲孔
最好使穿孔长度不超过孔径,即l0≤dn1,式中系数K1=0.2~0.5,查表4-3-6。(https://www.xing528.com)
c=0.5l0
R1=0.2dn1
R2=0.4dn1<b
θ=0°30′;1°;1°30′。一般H/dn1≤1.5,取0°30′。
表4-3-6 系数K1

冲头的顶端角度α常用60°、90°、120°,对于多次冲孔的深孔锻件,前面工步采用小角度尖冲头,便于驱散金属。
2)平冲头冲孔,如图4-3-18所示,其尺寸按下列公式设计:
l0=2~10mm
R1=(0.8~1.8)dn1
R2=(0.1~0.15)dn1
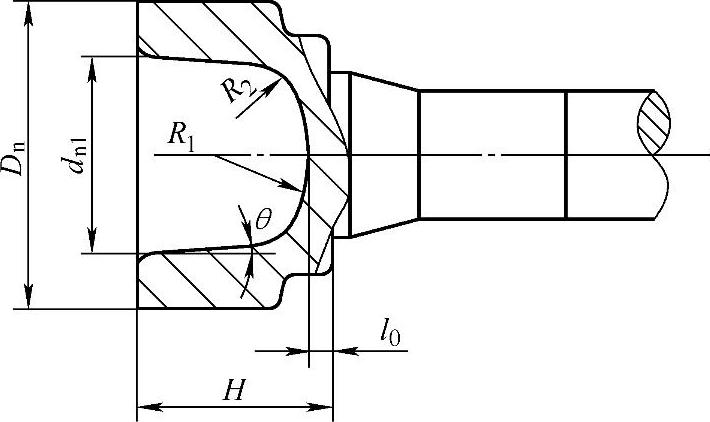
图4-3-18 平冲头冲孔
H/dn1≤1的浅孔锻件常用平冲头冲孔,平冲头成形力较大,但连皮薄(l0小),穿孔力小,穿孔质量好,且穿孔冲头不易磨损,寿命长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。