



坯料直径选择首先取决于镦粗比ψ,特别是对于穿孔类锻件,因为镦粗比的大小决定了聚集工步的数目。为了满足在一次加热、一套模具内完成所有工步,必须控制镦粗比的大小,而且决定镦粗比大小的主要因素是坯料直径(见关于镦粗比的计算公式)。
1.锻件终锻时的体积,镦粗长度和镦粗比
(1)锻件终锻时的体积VA首先根据锻件形状进行工艺方案分析,确定终锻工步的形状和尺寸,然后计算终锻的体积VA(见图4-3-14)。
VA=(Va+Vb+Vf+Vk)(1+δ)
式中 Va——锻件体积,按冷锻件图名义尺寸加正偏差之半计算(mm3);
Vb——穿孔连皮体积(mm3);
Vf——横向飞边体积(mm3),飞边尺寸见表4-3-2;
Vk——扩径部分体积(mm3);
δ——坯料加热时烧损率,也称火耗,火焰加热δ=3%,电加热δ=1%。
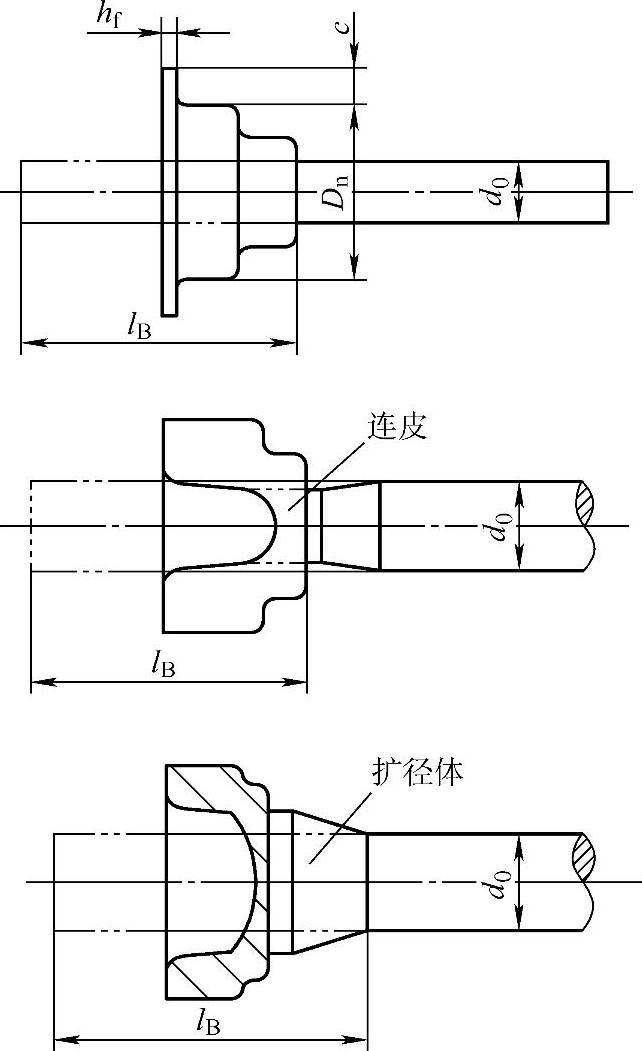
图4-3-14 终锻工步形式
(2)锻粗长度lB和镦粗比ψ其计算公式见第二节。
2.坯料直径的选择方法
(1)具有粗大部分的杆类锻件 坯料直径d0按锻件杆部直径选取,但应符合国家钢材标准GB/T702—2008。
(2)穿孔类锻件(按孔径考虑)
1)选择坯料直径d0的原则
①控制镦粗比ψ,ψ≤4.5最好,可以保证锻件一次完成聚集、预锻、终锻、穿孔四道工步。ψ≤7可以保证锻件二次聚集、预锻、终锻、穿孔五道工步完成。
②棒料直径d0和卡细直径dc之比f=d0/dc称卡细率,见图4-3-15。应尽量使f≤1.25。当ψ≤2.5,卡细率可达1.4。否则,要增加切除穿孔废芯的工序,坯料切除穿孔的废芯后,才能继续锻造。
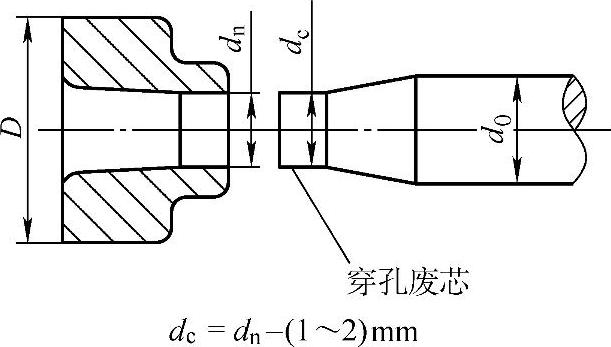
图4-3-15 棒料卡细
③有深孔而又较复杂的锻件如图4-3-16所示,锻造时,应力求不产生金属倒流,否则增大冲孔变形力,缩短模具寿命,在锻件内孔也易产生折纹:(https://www.xing528.com)

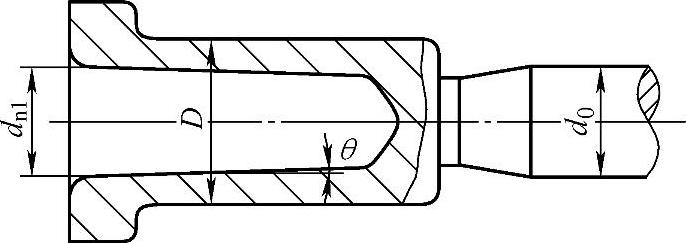
图4-3-16 深孔锻件
④不增加聚集工步或增加工步数不多的前提下,应采取较小直径的坯料。
2)选择坯料直径d0
①首先试取坯料直径d0
按截面积相等原则,求出计算直径dp(见图4-3-16):

式中 D——锻件外径(mm);
dn1——锻件内孔直径(mm)。
按锻件相对壁厚试取坯料直径:
a)薄壁锻件(D-dn1)/dn1≤0.6。若采用扩孔成形,试取坯料直径d0=(1.05~1.1)dp;
若是薄壁高度小的环形锻件,采用扩径,试取d0<dn1
b)厚壁锻件(D-dn1)/dn1>1.25。试取坯料直径d0>dn1,采用卡细工步。
c)一般壁厚锻件(D-dn1)/dn1=0.6~1.26。试取坯料直径d0=dn1±(1~2)。
②最后选定坯料直径。根据试取的坯料直径d0,按选择坯料直径的原则进行复查,主要是检查镦粗比ψ和卡细率f,最后选定坯料直径。
3.确定坯料长度
1)具有粗大部分的杆类锻件。坯料长度等于锻件杆长加上镦粗长度。
2)穿孔类锻件。坯料长度约以20kg为限来确定,便于工人操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。