



锥形模膛聚集如图4-3-8所示。
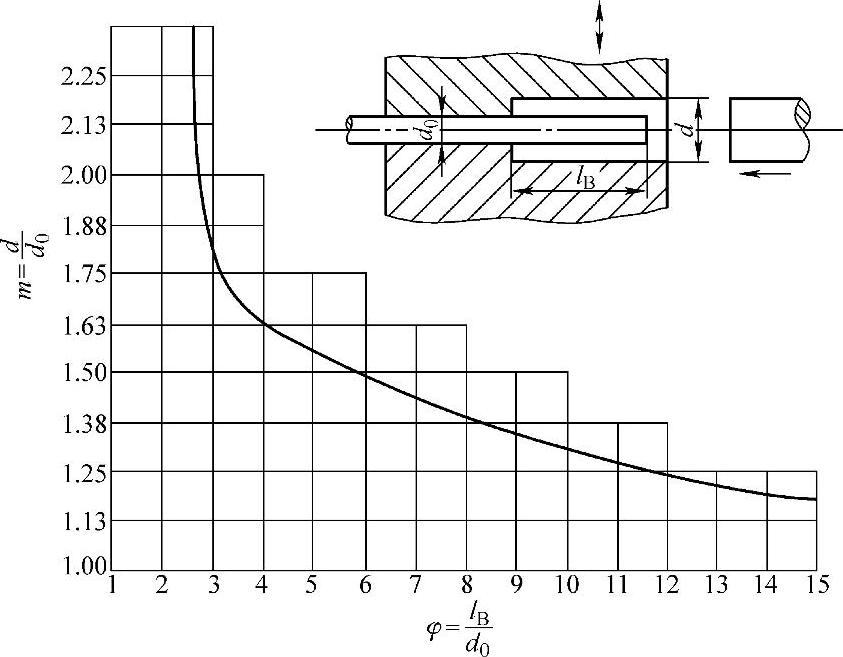
图4-3-7 凹模内聚集限制界线
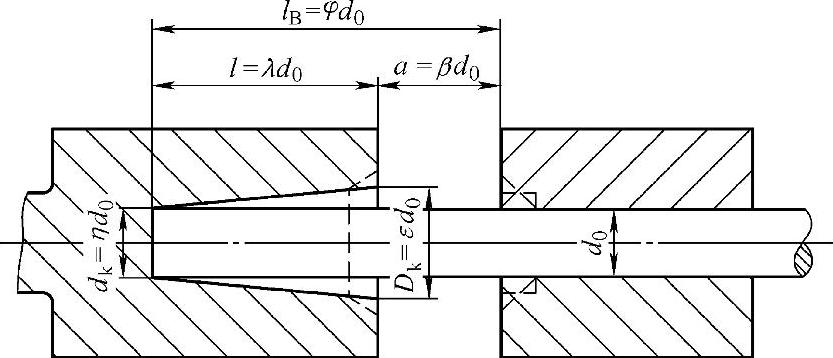
图4-3-8 锥形模膛的相对尺寸
1.锥形模膛聚集的优点
在实际生产中,多采用锥形模膛聚集,其主要优点如下:
1)锥形模膛形状有利于金属聚集。
2)锥形模膛带有斜度,坯料压缩后脱落的氧化皮,可由凸模的锥形斜面滑出。
3)锥形坯料端面平整无毛刺,给下道工步创造了有利条件,以保证锻件质量。因此,在平锻工艺程序中,第一工步一般都采用锥形模膛聚集。
2.锥形模膛聚集规则
要获得形状匀称的锥体坯料,主要取决于锥形模膛大头直径DK和镦粗压缩量a,两者之一过大时,坯料要发生弯曲或扭曲,而合理的锥形模膛大头直径DK和镦粗压缩量a又取决于锻件镦粗比,其值可由图4-3-9查得。
(1)锥形模膛限制线 由图4-3-9得:锥形模膛的相对尺寸DK=εKd0,dK=ηd0,l=λd0,a=βd0,lB=ψd0。根据坯料镦粗部分的体积和锥形模膛体积相等可得:

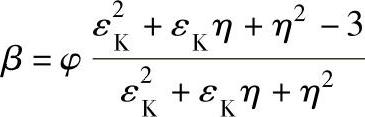
将以上相对尺寸代入上式,得:
 (https://www.xing528.com)
(https://www.xing528.com)
因为λ=ψ-β(见图4-3-8)
所以
设η=1这种锥形为计算锥形
将η=1代入上式得:
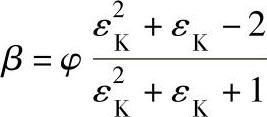
由该式可知,对于一定的ψ值,可以作出一族β和εK的函数曲线,如图4-3-9所示。根据试验和生产实践,当ψ>ψg,DK≤1.5d,则a≤2d0;DK≤1.25d0,则a≤3d0,这样聚集的锥体形状匀称。
由(εK=1.5,β=2)和(εK=1.25,β=3)可做出锥形模膛聚集界线,如图4-3-9所示。
(2)大镦粗比锥形模膛聚集限制线 当ψ>7时,特别是当棒料直径小于ϕ40~ϕ50mm,镦粗不稳定,建议在图4-3-9锥形模膛聚集限制线之下取较小值,或者按图4-3-10大镦粗比锥形模膛聚集限制线,该限制线经生产中使用,聚集稳定,效果较好。

图4-3-9 锥形模膛聚集限制线
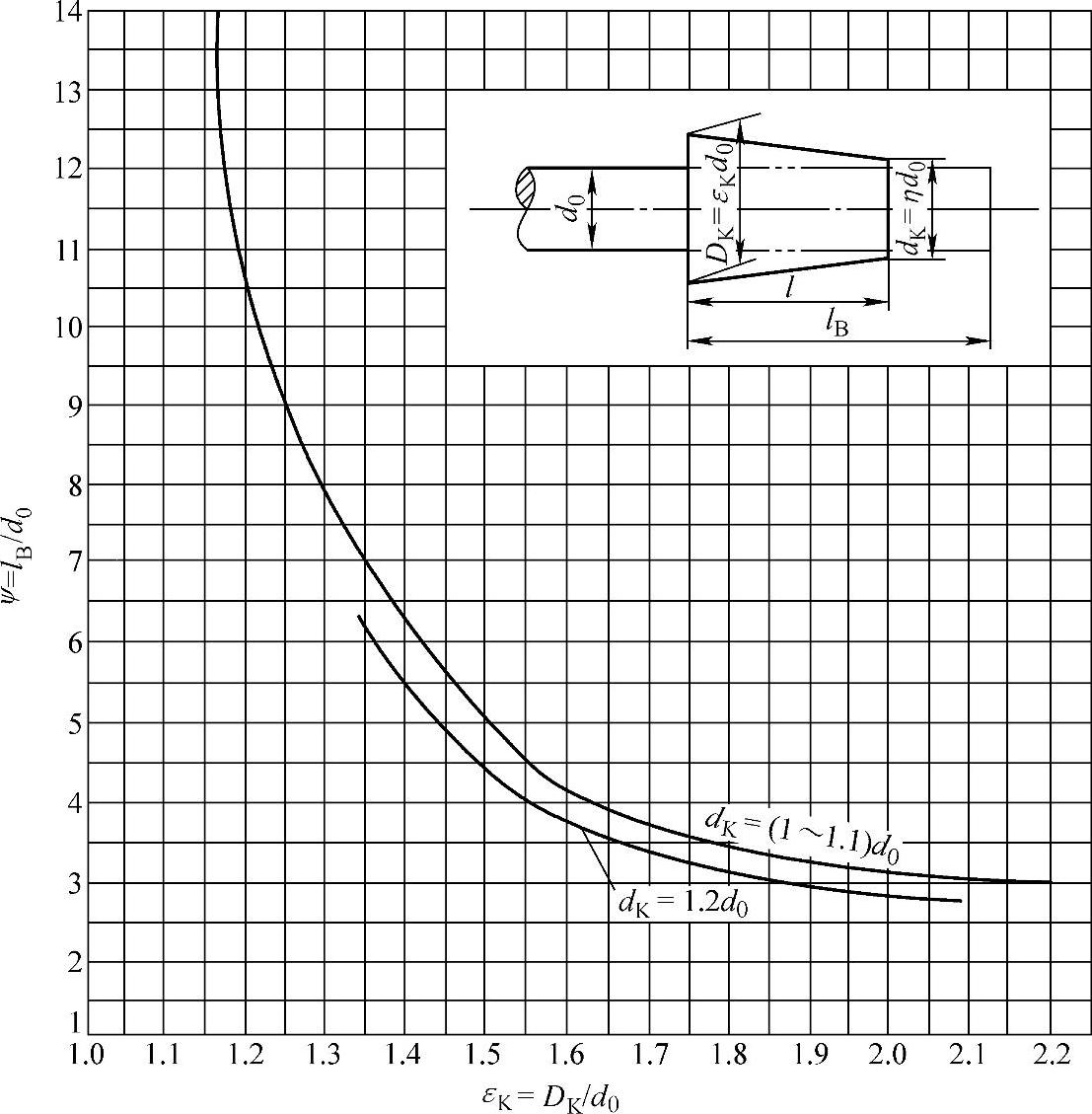
图4-3-10 大镦粗比锥形模膛聚集限制线
使用图4-3-10大镦粗比锥形模膛聚集限制线的注意事项:选定的系数β不能超过图4-3-9锥形模膛聚集限制线,当棒料直径d0>50mm时,选取的系数εK值可以超过极限值,但超过部分不能大于0.05。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。