



【摘要】:7)水平分模平锻机可进行热挤压。平锻机模锻的缺点:1)锻造同类型大小的锻件,平锻机生产率比热模锻压力机低。2)垂直分模平锻机模锻穿孔锻件时,剩余料头较长,如不利用,材料消耗大;水平分模平锻机模锻穿孔锻件时,由于分模面呈水平,夹紧力大,其剩余料头较短。
1.平锻机模锻过程
平锻机有两个互相垂直的分模面,主分模面在凸模和凹模之间,另一个分模面在可分的两半凹模之间,其模锻过程如图4-3-1所示。
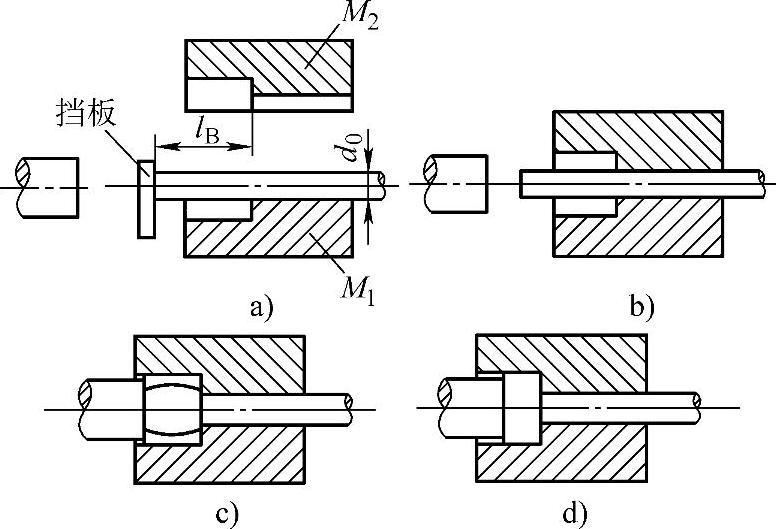
图4-3-1 平锻机模锻过程简图
将加热好的棒料,放在固定凹模Ml的模膛内,并以前挡板或后挡板确定坯料长度lB,如图4-3-1a所示。
平锻机主滑块和夹紧滑块同时运动,当凹模夹紧棒料后(见图4-3-1b),主滑块继续运动,棒料长度lB的部分在凸模作用下变形,金属充满模膛(见图4-3-1c和d)。
2.平锻机的主要锻造工序
平锻机的主要工序是局部镦粗,又称聚集工序。其他工序还有冲孔、穿孔、卡细、扩径、切断、弯曲、挤压、成形等。如图4-3-2所示。
将上述工序按一定顺序组合,能制出各种不同形状的锻件。
3.平锻机模锻特点
平锻机模锻的优点:
1)能锻出两个不同方向上具有凹槽或凹孔的锻件。(https://www.xing528.com)
2)进行长杆类锻件和长杆空心锻件的模锻,以及进行深冲孔和深穿孔工序。
3)模锻斜度较小,或无模锻斜度。
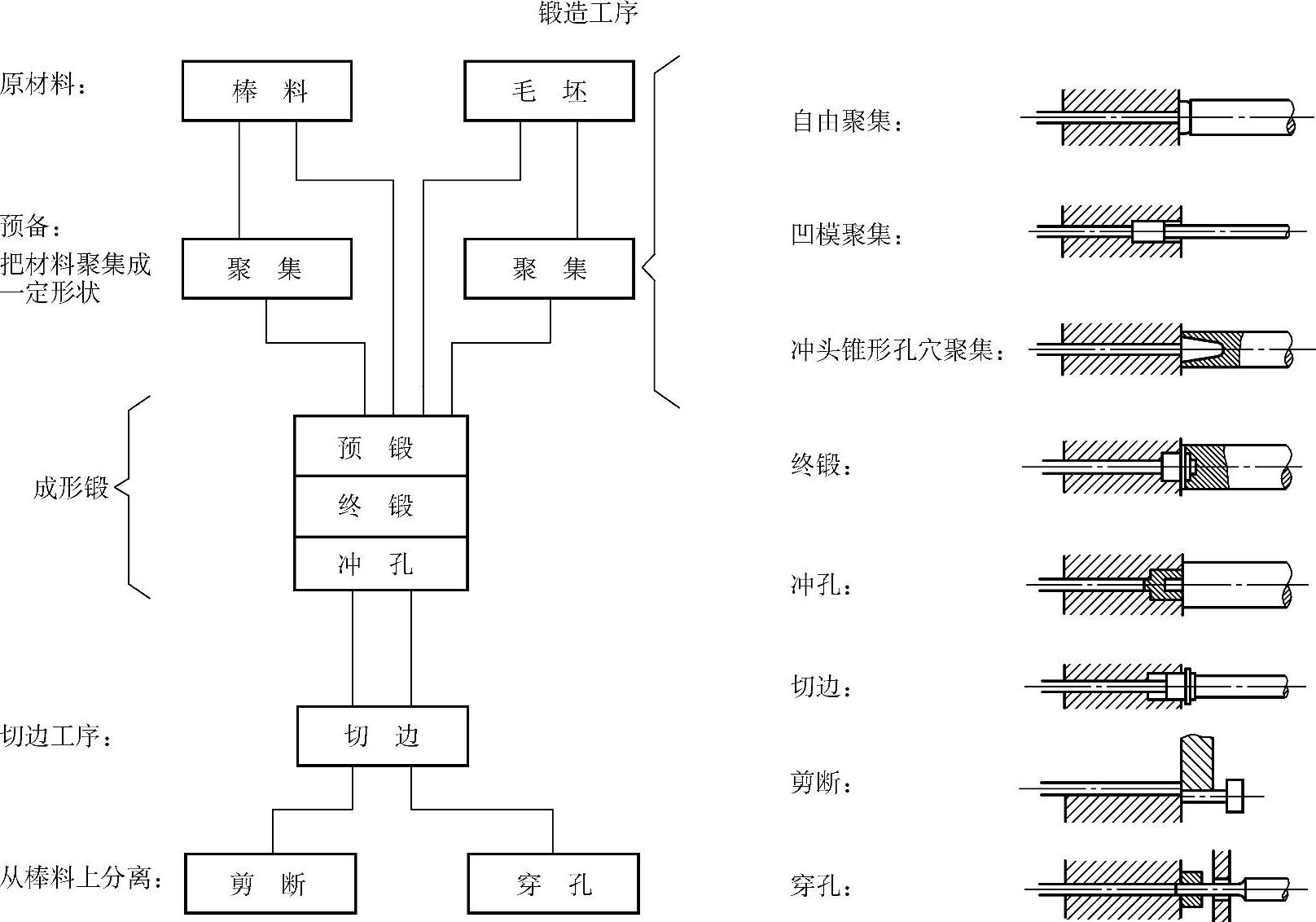
图4-3-2 平锻机的主要工序
4)可进行切边、剪料、弯曲、热精压等联合工序,不需另外配压力机。
5)可用长棒料进行多件模锻。
6)平锻机冲击力小,基础和厂房造价低。
7)水平分模平锻机可进行热挤压。
平锻机模锻的缺点:
1)锻造同类型大小的锻件,平锻机生产率比热模锻压力机低。
2)垂直分模平锻机模锻穿孔锻件时,剩余料头较长,如不利用,材料消耗大;水平分模平锻机模锻穿孔锻件时,由于分模面呈水平,夹紧力大,其剩余料头较短。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。