



【摘要】:本例锻件属于第Ⅱ类第3组叉类锻件1.设备选择在计算变形力时,叉口内侧全部计入锻件投影面积。另外再计算其他部位的截面积,按最大截面选用坯料。图4-2-43 传动轴叉锻件模锻工步a)压挤工步 b)预锻工步 c)终锻工步本例选用方85mm的坯料。第二次压扁使杆部立放在杆部模膛宽度内。如图4-2-43bA—A剖面所示。
本例(图4-2-43传动轴叉)锻件属于第Ⅱ类第3组叉类锻件
1.设备选择
在计算变形力时,叉口内侧全部计入锻件投影面积。按图4-2-21计算变形力小于25MN,但按1.12倍选用设备,则应选用31.5MN的热模锻压力机。
2.工艺分析
叉形件应采用叉形部件劈开分流的预锻工步。本例叉形开口比较大,预锻的劈开设计采用斜面式。其模锻工步为:压扁(压挤)两次—预锻—终锻。
3.坯料选择
计算叉形部分(包括叉形内飞边100%充满)的平均截面积,计算叉形部分体积还应增加10%~13%。另外再计算其他部位的截面积,按最大截面选用坯料。
 (https://www.xing528.com)
(https://www.xing528.com)
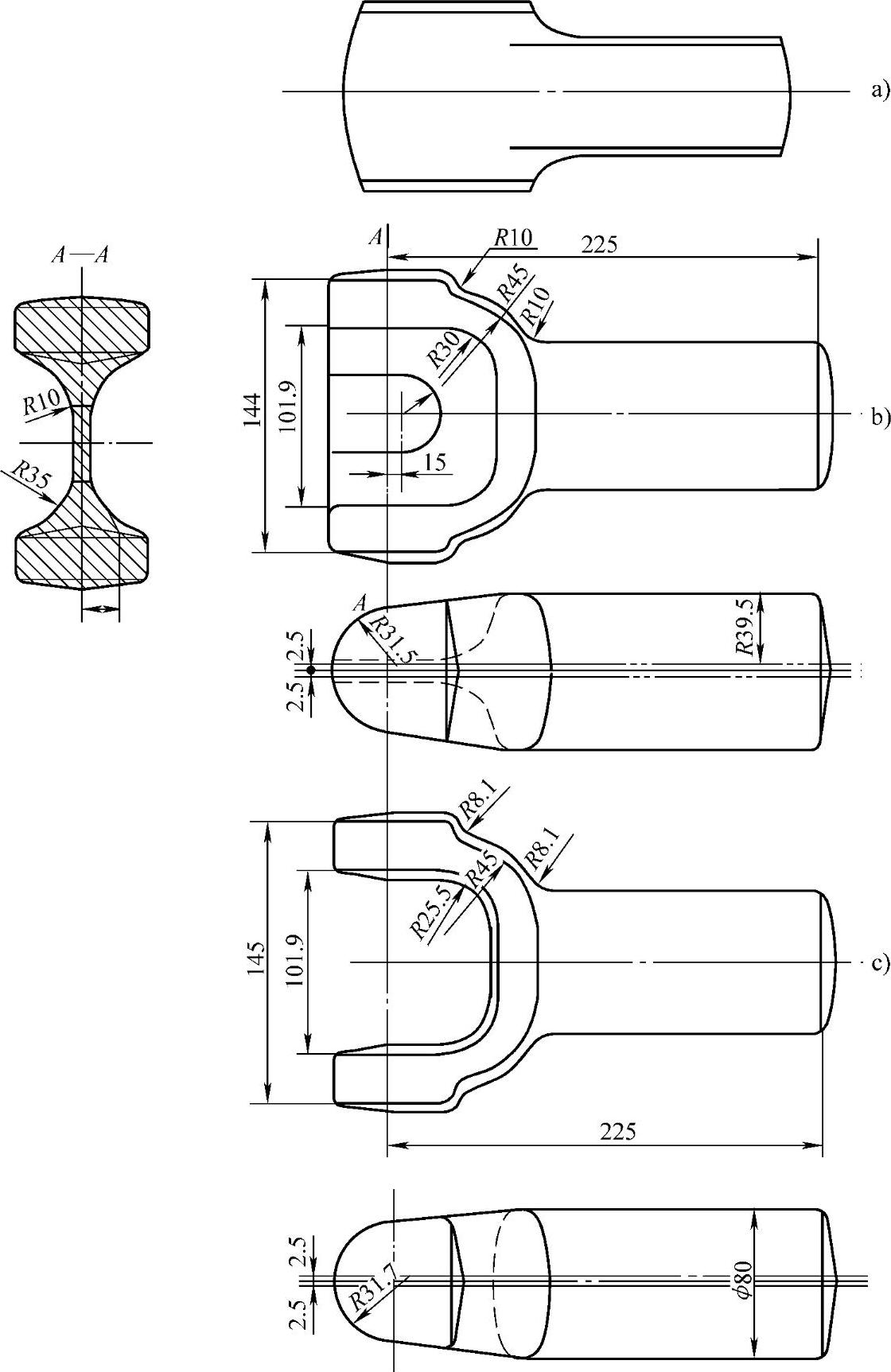
图4-2-43 传动轴叉锻件模锻工步
a)压挤工步 b)预锻工步 c)终锻工步
本例选用方85mm的坯料(按第三节四进行计算)。
4.工步设计
(1)压扁工步 压扁分两次:第一次方85mm的坯料全长压扁,然后转90°压出杆部。这样,第一次压扁后其宽度覆盖住叉形内侧。第二次压扁使杆部立放在杆部模膛宽度内。有利于成形。
(2)预锻工步 预锻工步设计主要在叉形处采用斜面式的劈开分流结构。
斜面设计,按叉形内侧模膛高度的1/2~1/4选定。如图4-2-43bA—A剖面所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。