



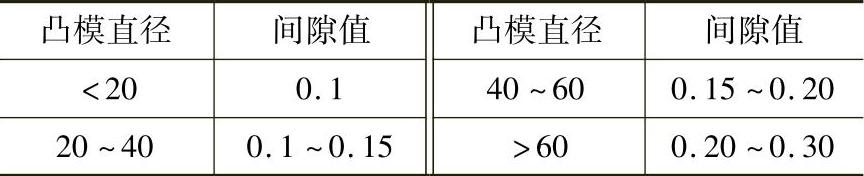
摩擦压力机的导向精度差,为平衡模锻过程中的错移力,减少锻件错移和便于模具的安装对正,在模具上需要设有导向装置。常用的有导锁、导销和导柱导套三种。回转体锻件的开式模锻,广泛采用环形导锁,如图4-1-1所示;闭式模锻时,一般是靠凸凹模自身导向,如果这样导向的长度或精度不能满足要求时,也可再加上导柱导套导向,如图4-1-8所示。凸凹模之间的间隙值列于表4-1-11。角形和条形导锁用于错移力较大的锻件或非回转体锻件,如图4-1-9所示。导锁的设计要点可参考本卷第三篇第二章锤上模锻的有关部分。
导销及销孔是直接设在模块上(见图4-1-10)。通常是将上下模对正固紧后,同时加工出导销的安装孔及导向孔,然后配上导销。导销直径较小,一般取为25~40mm,多用于模锻错移力不大的情况。导柱、导套通常是设在模座上,与上、下模座一起组成模架,如图4-1-8所示。导柱、导套的直径和导向长度较大,导向精度较高。加工时需保证导柱、导套孔与模座中模块紧固槽的相对位置精度。对于设备本身导向精度较高的新型螺旋压力机,除为平衡有落差锻件的错移力和便于模具安装而在锻模上设导向外,对一般锻件的锻模,也可不设导向装置。
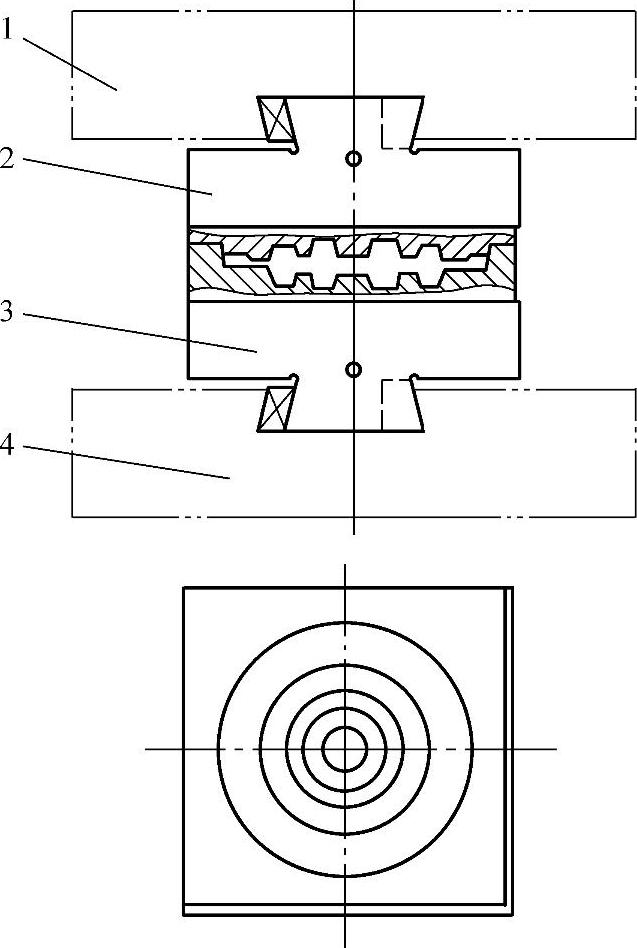
图4-1-14 用燕尾紧固的整体模
1—上模板 2—上模 3—下模 4—下模板
表4-1-4 模块模座紧固方式(摘自JB/T 5110.6—1992)
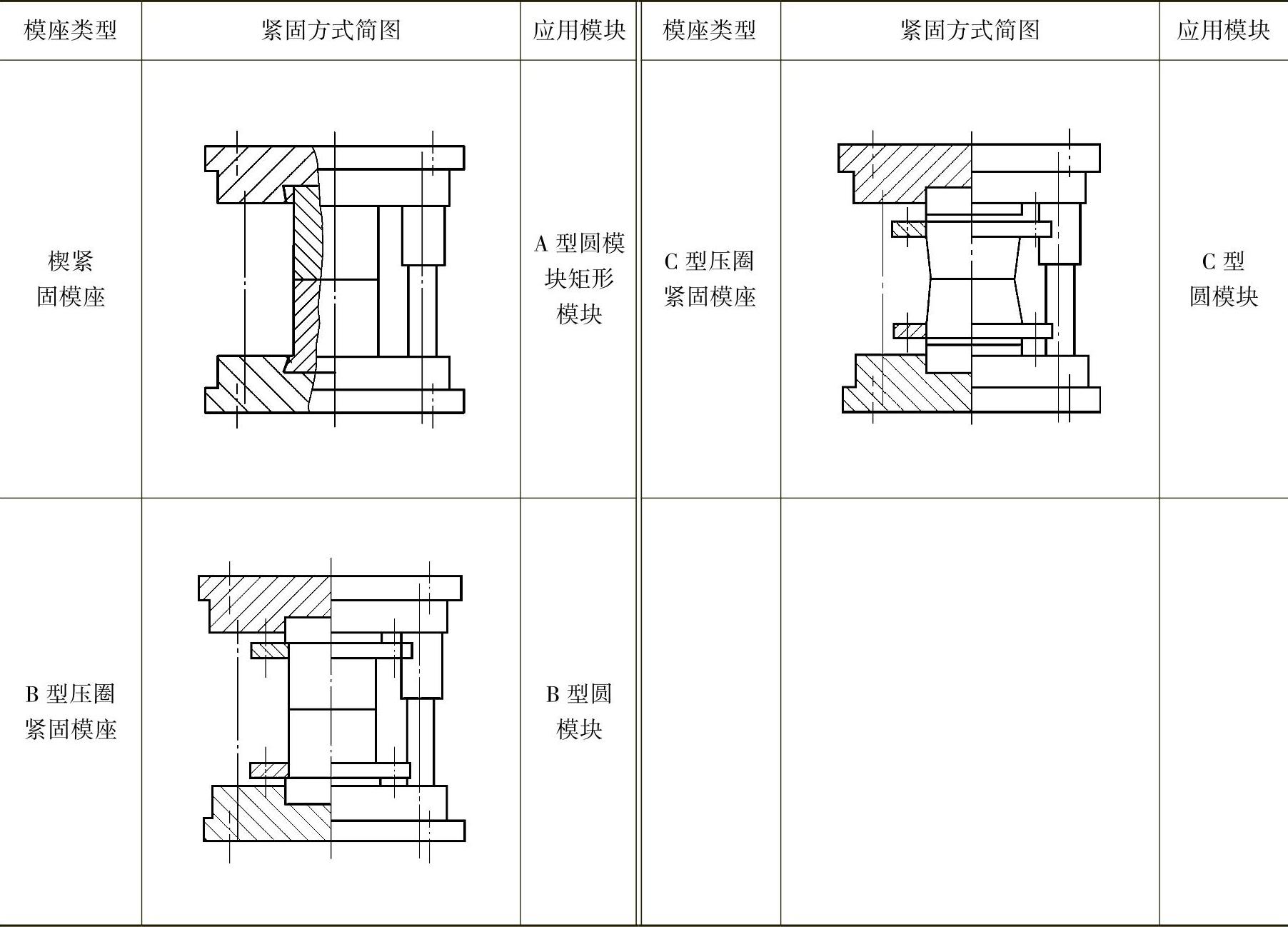
表4-1-5 模块紧固方式(摘自JB/T 5110.3—1991)
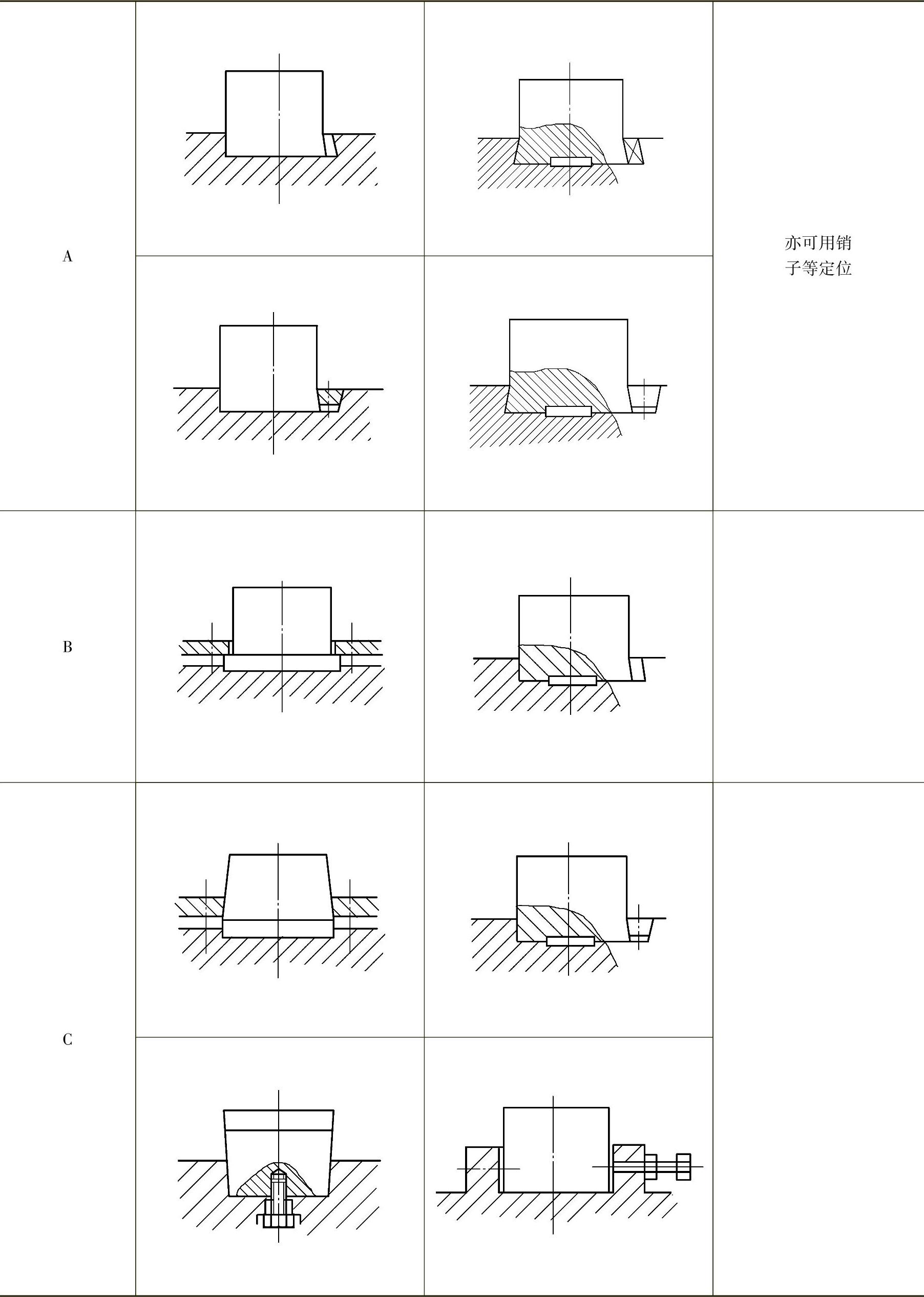
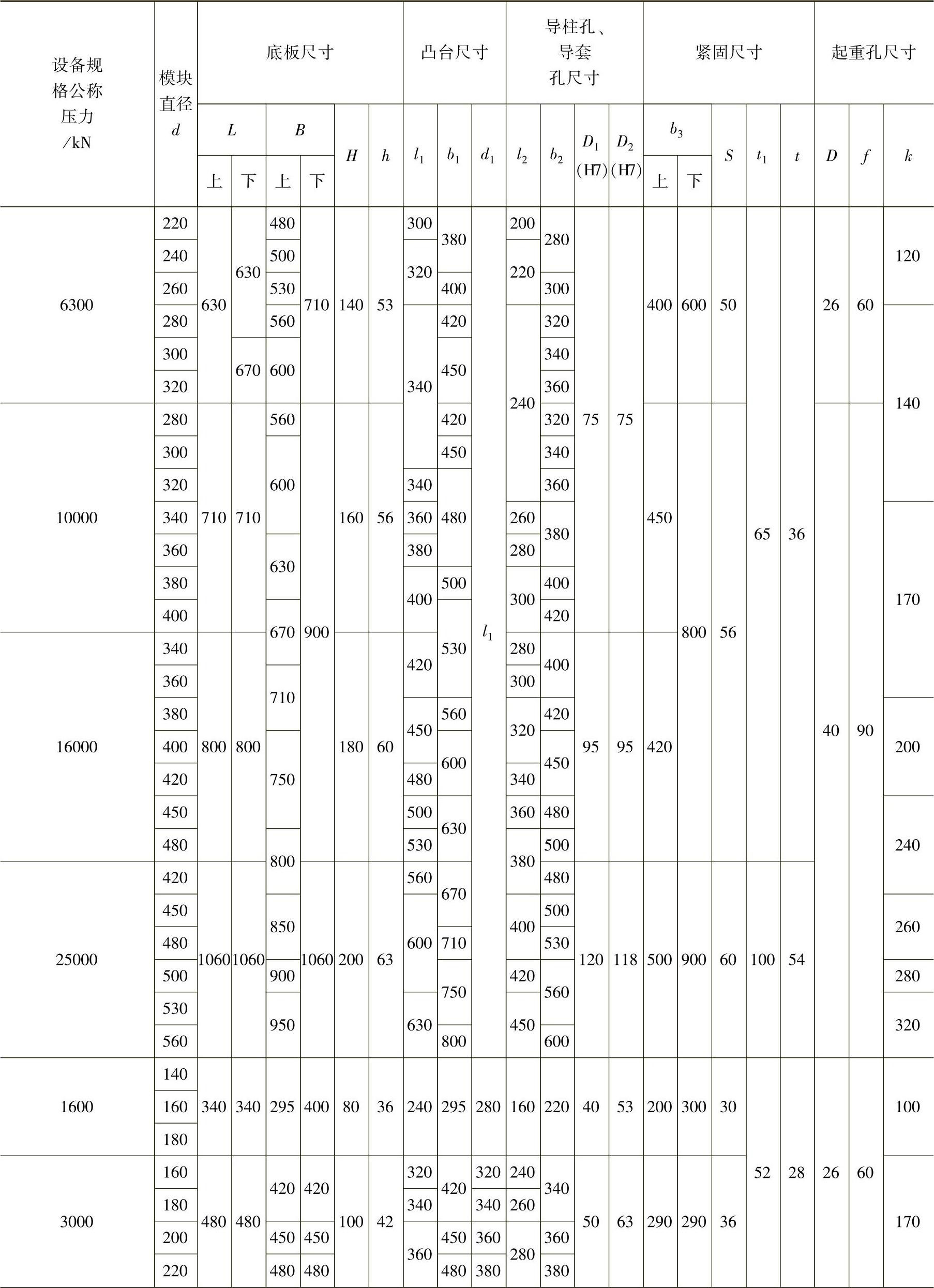
表4-1-6 圆形模块用模座(摘自JB/T 5110.4—1992)
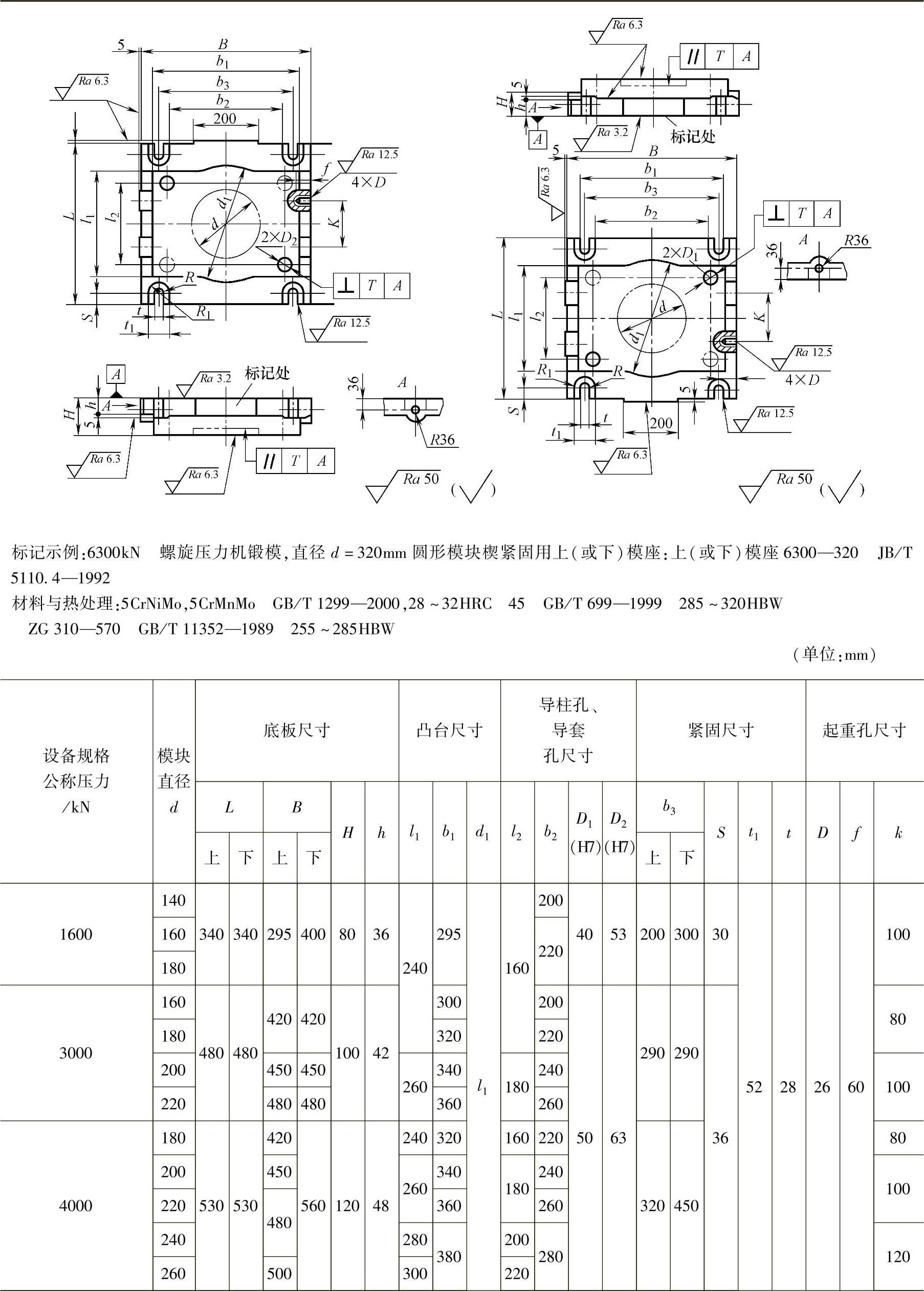
(续)
(续)
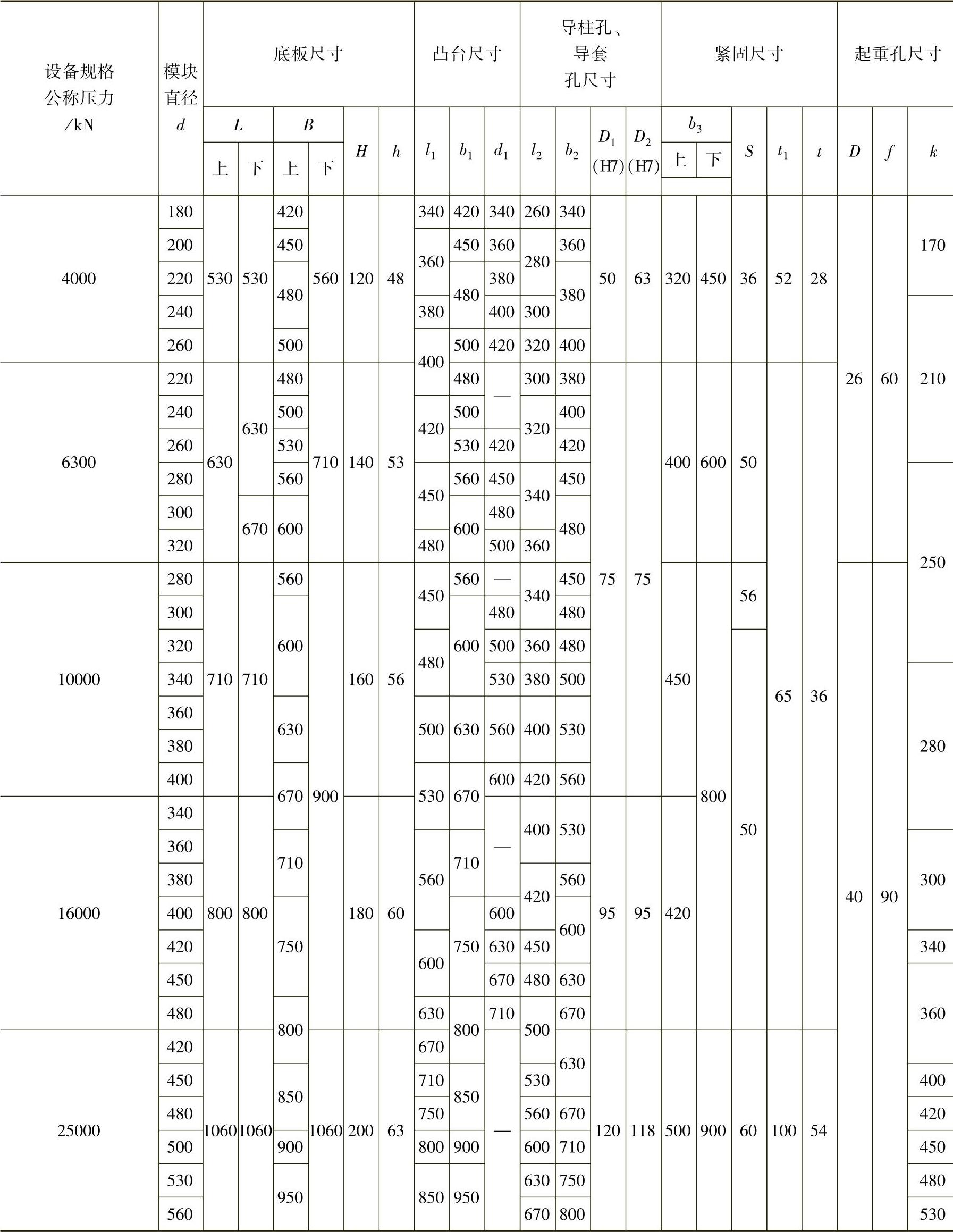
注:1.表头中的“上”为上模座,“下”为下模座。
2.根据工艺布局,导柱位置允许选用另一对角。
3.使用45锻钢,外形要适于锻制模座的加工要求,为识别前后方向,需在模座前面作出明显的标记。
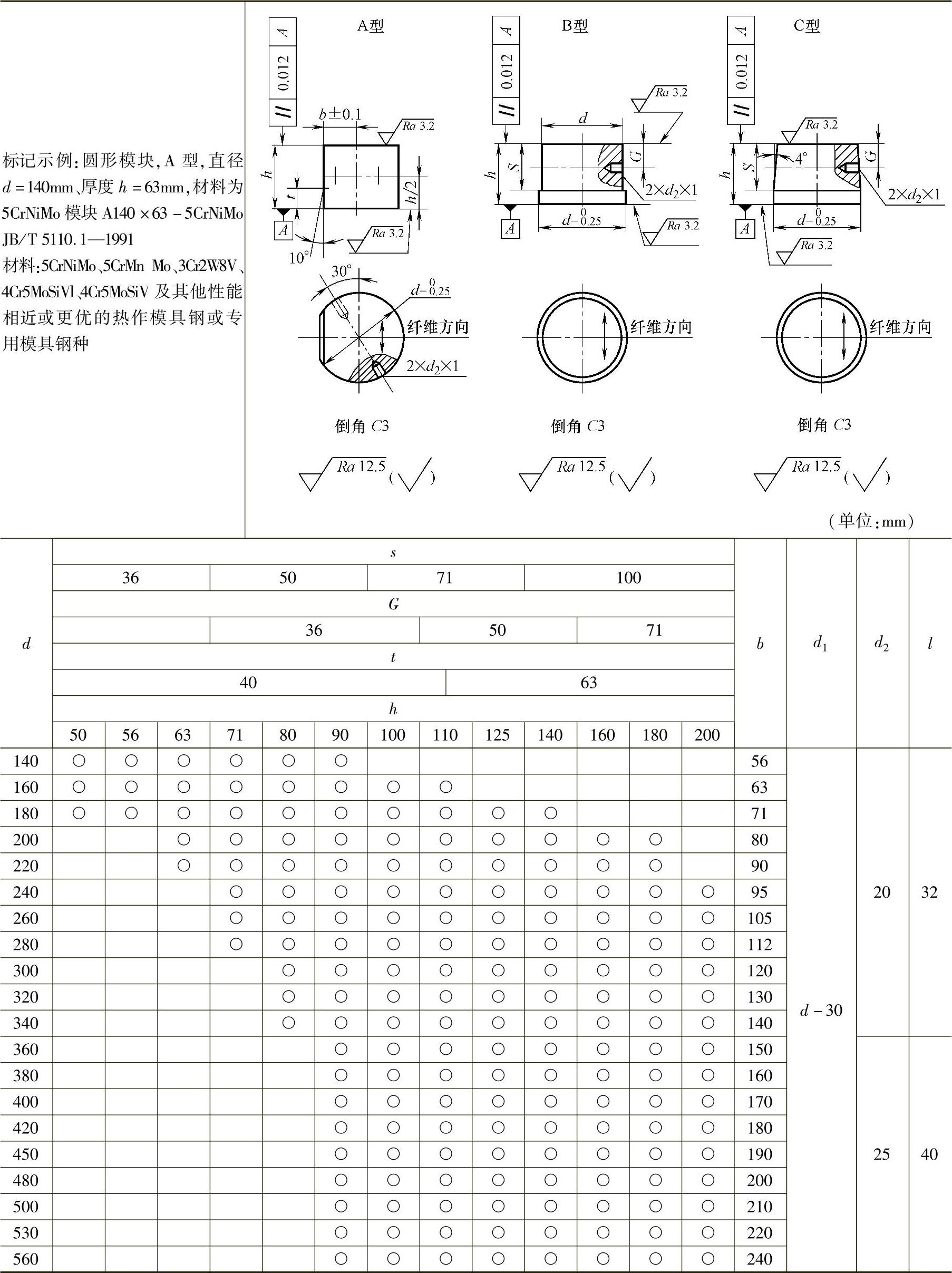
表4-1-7 圆形模块(摘自JB/T 5110.1—1991)
 (https://www.xing528.com)
(https://www.xing528.com)
注:1.○为选用模块。
2.质量小于25kg,可不设起重孔d2。
表4-1-8 螺旋压力机锻模压圈(摘自JB/T 5110.7—1992) (单位:mm)
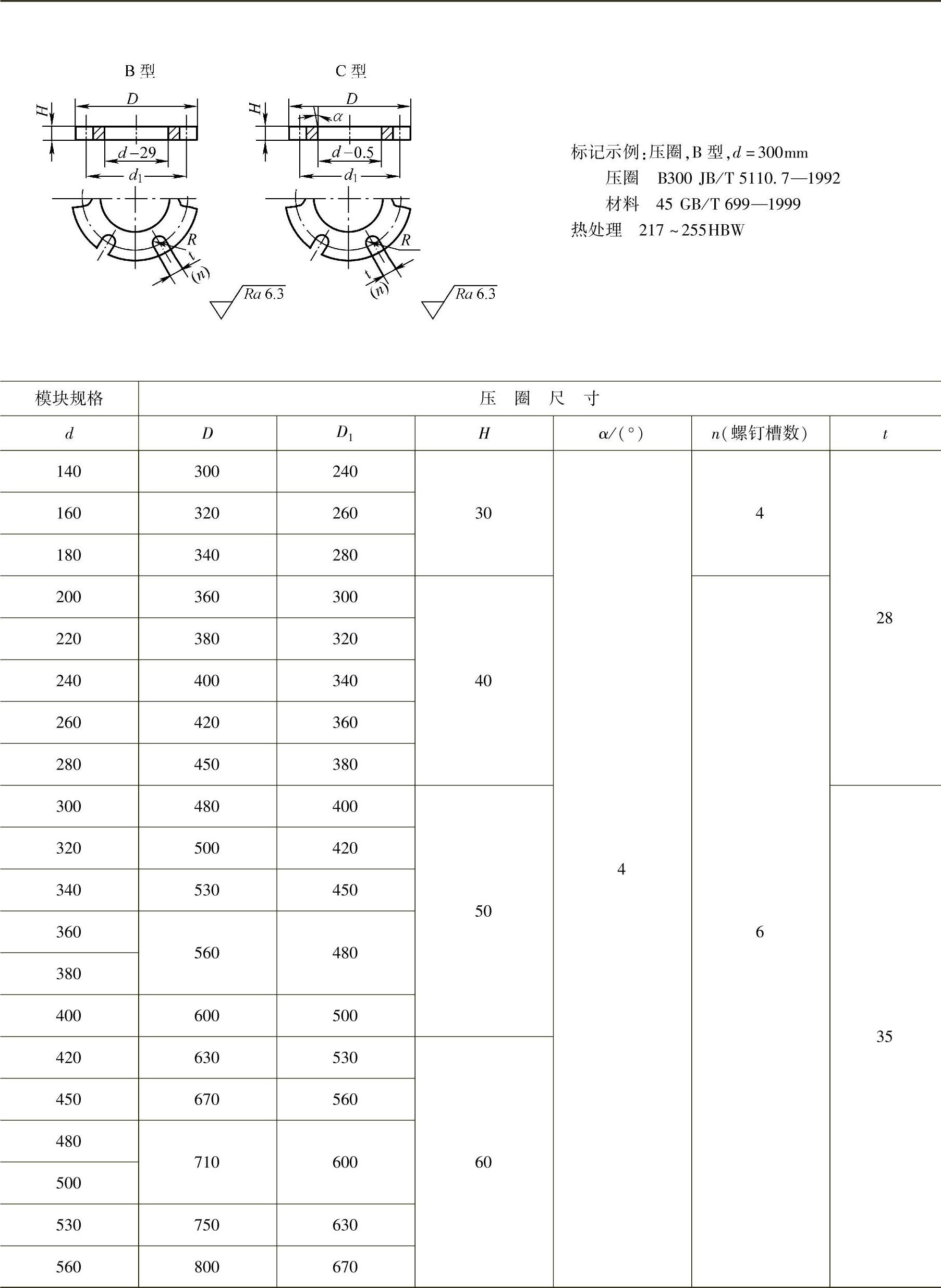
表4-1-9 矩形模块用模座(摘自JB/T 5110.5—1992)
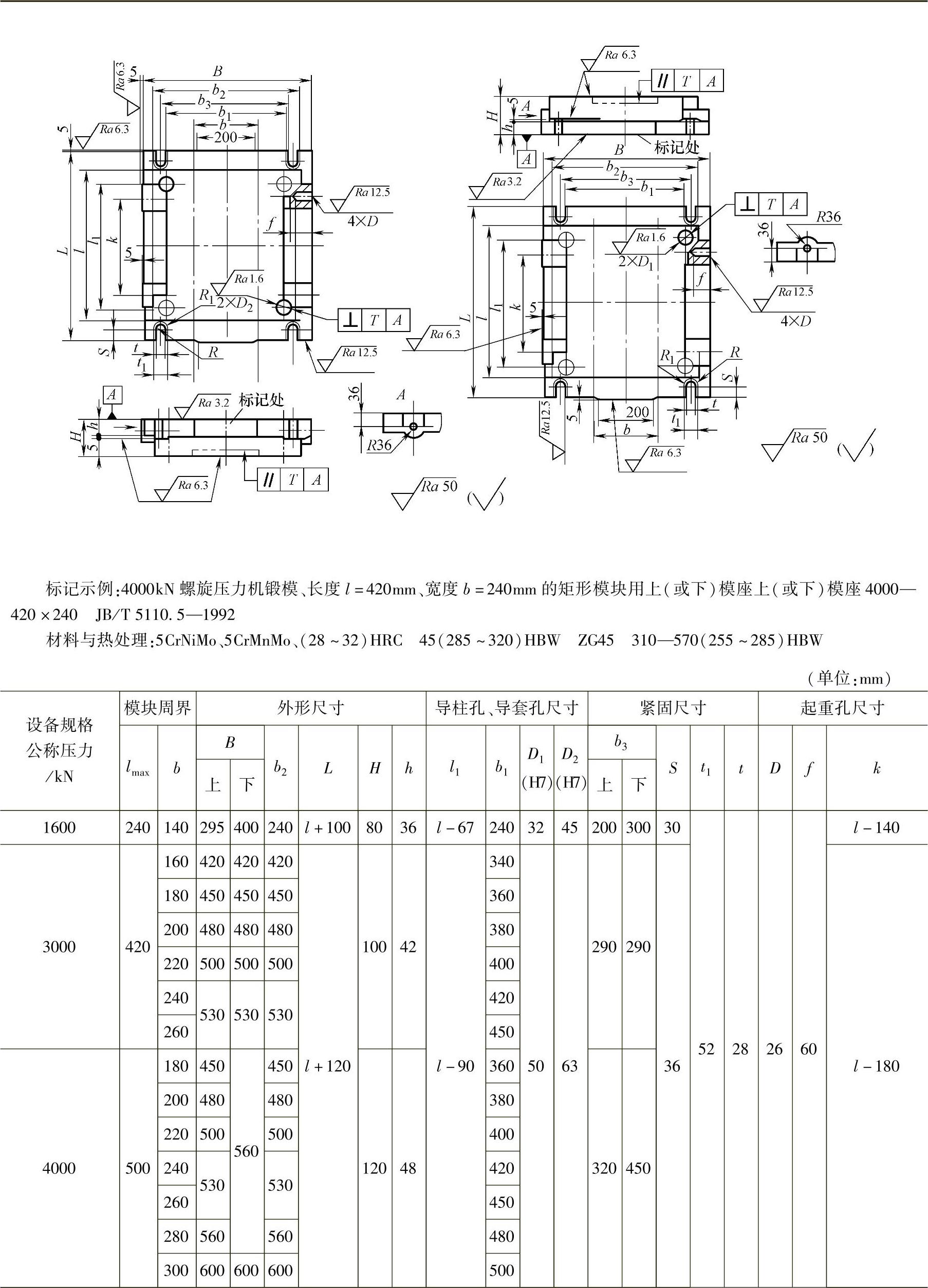
(续)
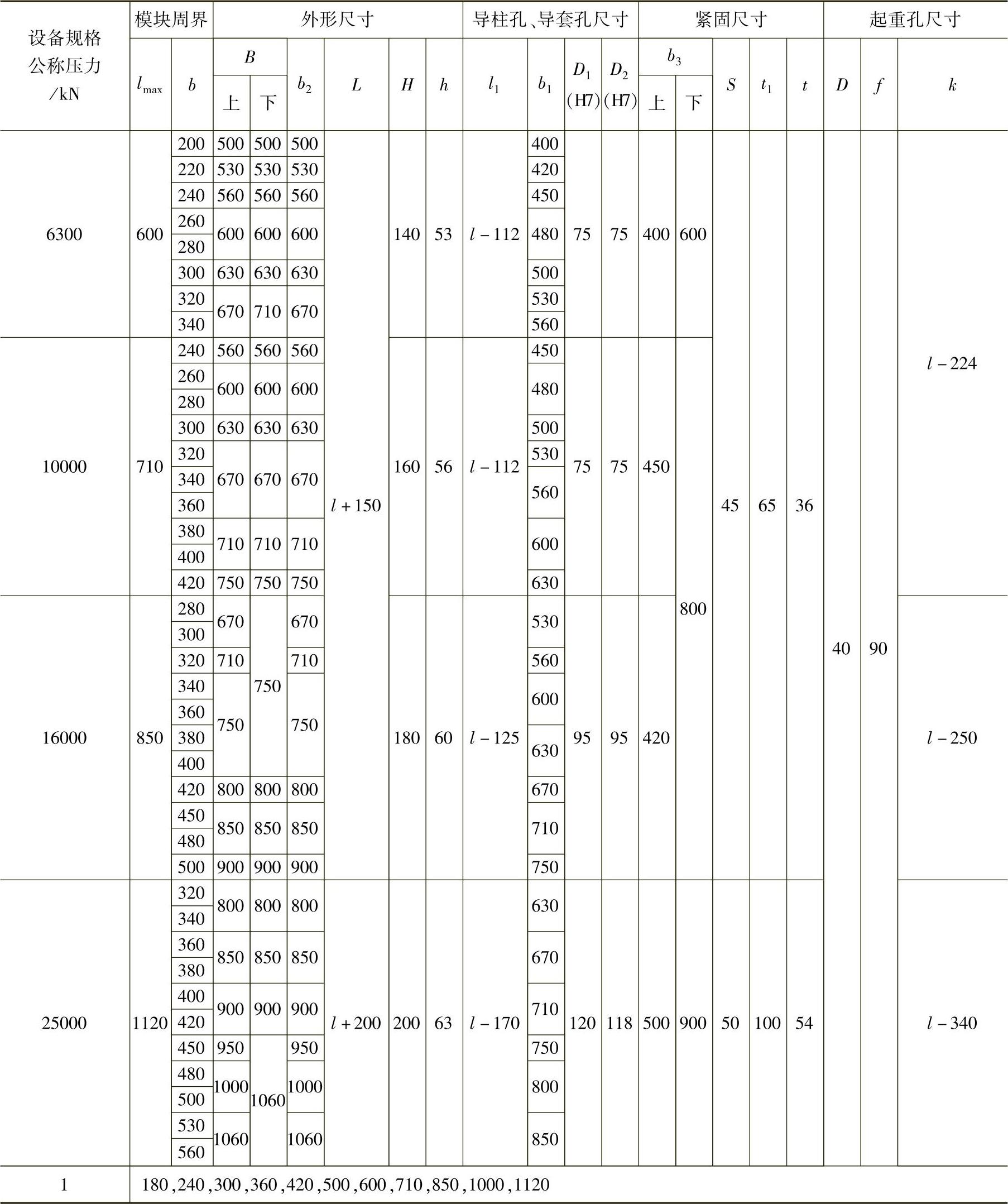
注:1.b≤l≤lmax。
2.当使用梯形压铁压紧时,B、b1、b2都应相应地增加50mm。
3.表头中的“上”为上模座,“下”为下模座。
4.根据工艺布局,导柱位置允许选用另一对角。
5.使用45锻钢,外形要适于锻制模座的加工要求,为识别前后方向,需在模座前面作出明显的标记。
表4-1-10 矩形模块(摘自JB/T 5110.2—1991)
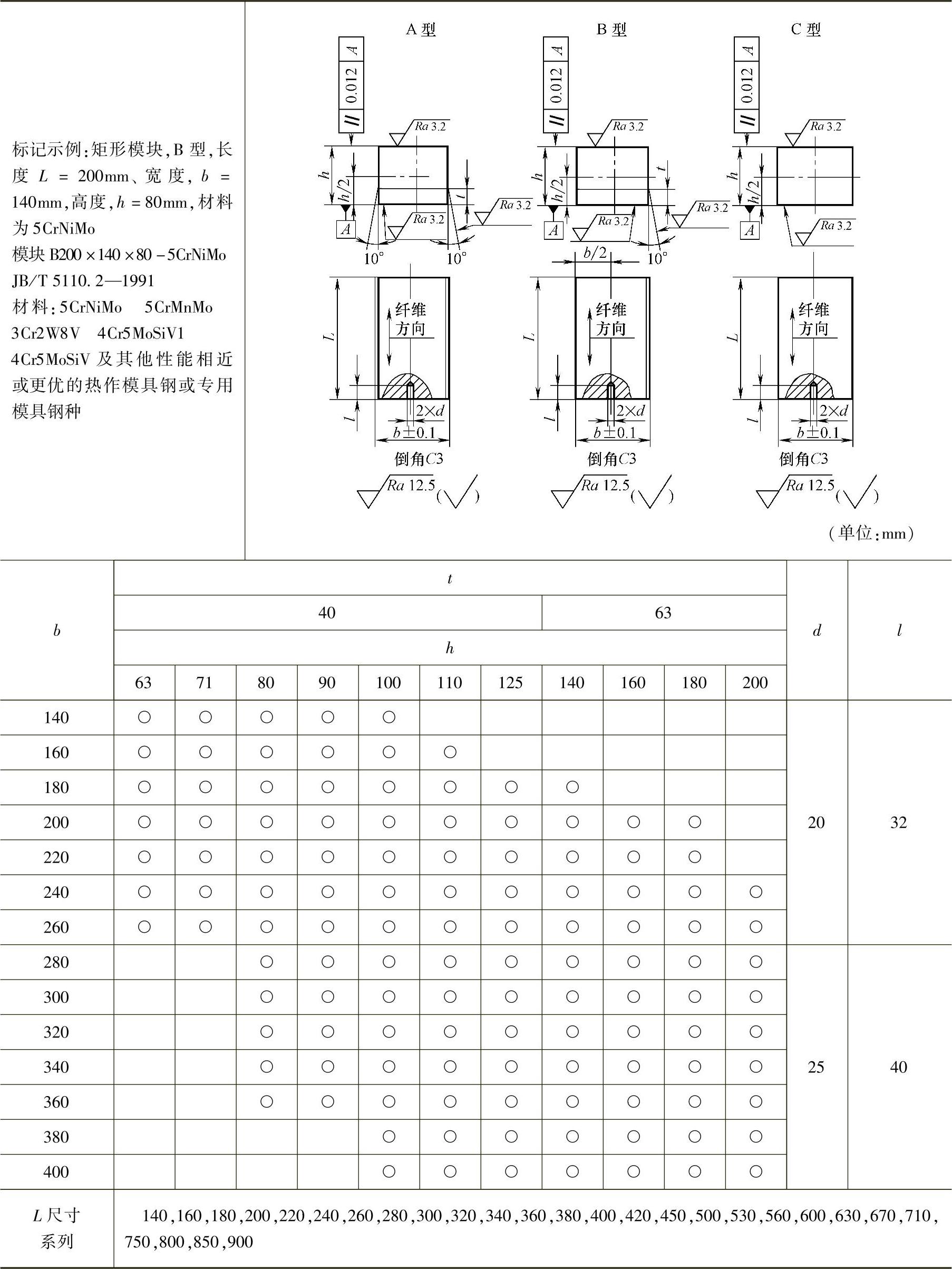
注:1.○为选用模块。
2.质量小于25kg者,可不设起重孔d。
表4-1-11 凸模和凹模间的间隙值 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。