



某厂承担某国飞机公司12项大型钛合金锻件的生产,至今已交付11个炉号3451个锻件。由于钛合金的比强度高、流动性差、锻造温度范围窄,故其锻造工艺比铝合金、结构钢、不锈钢困难得多。
1.锻件技术要求及工艺分析
典型的锻件图见图3-3-7,材料为Ti-6Al-4V,锻件的交付状态及技术要求应符合美国宇航材料规范AMS4928的最新版本。
由图3-3-7可见,该锻件截面呈倒L形,肋的宽高比为1∶3.2,分模面投影面积约在0.28~0.3m2之间(不计毛边桥部)。国外生产这些锻件采用左、右件合并,在大型水压机上成形,而我们只能根据630kJ对击锤的设备能量将左、右件分开锻造,这就使原两件合并时的T形截面变为L形,原来位于腹板中心的高肋则移到了边缘,从而使腹板肋的充填由双向变成了单向,增加了充填高肋的难度。从图3-3-7中还可以看出,锻件截面变化较为剧烈,因此拟采用自由锻制坯,对击锤上终锻成形。
2.模具设计
1)设备选择。从图3-3-7可见,该锻件属于单扇模膛成形,型腔设置于下模中,因此对击锤是比较理想的设备。
2)收缩率。考虑到钛合金模锻时模具的预热温度较高,故收缩率宜取下限值,长度方向取0.6%,宽度方向取0.7%,厚度尺寸考虑到锻件易欠压可不放收缩率。
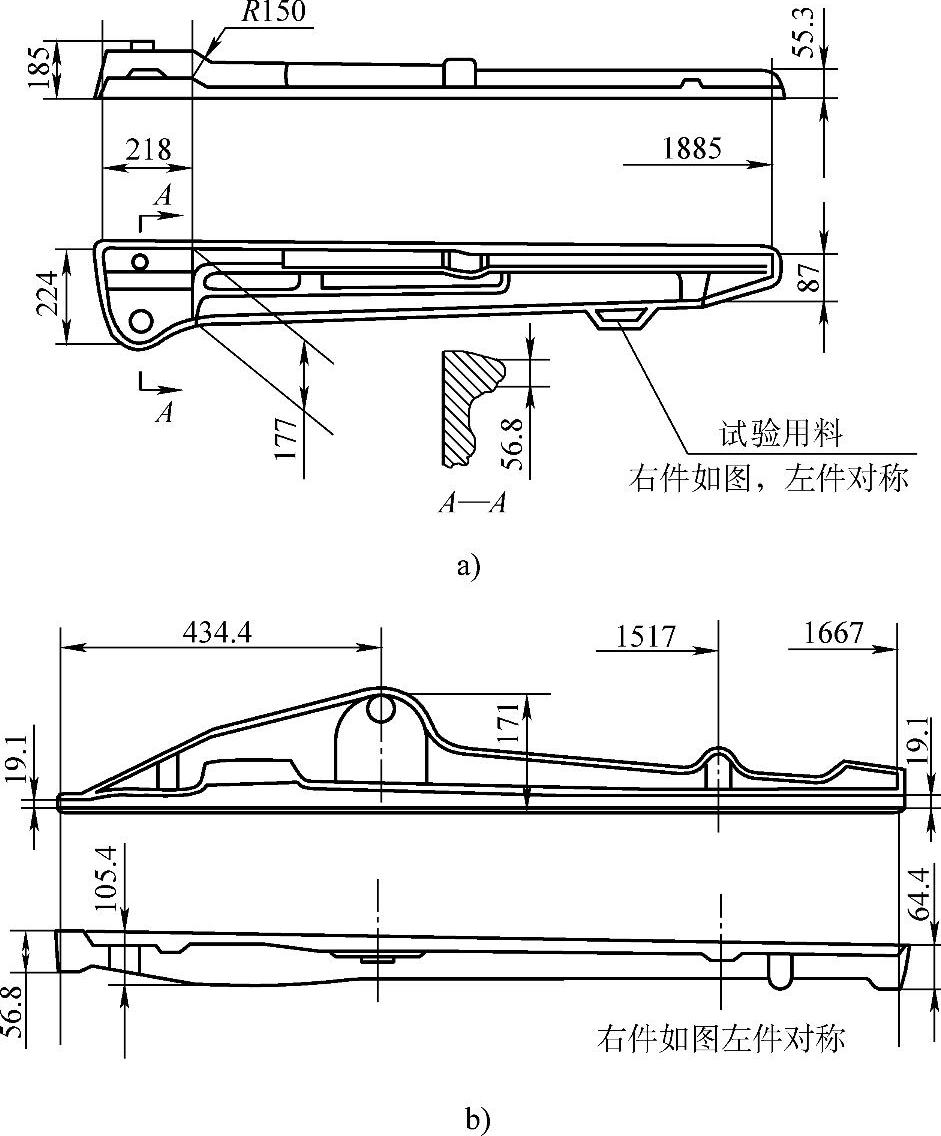
图3-3-7 锻件图
3)毛边槽。毛边槽的结构如图3-3-8所示,一般b/h=4~6为宜,但对钛合金则不适宜。对于钛合金在630kJ对击锤上成形时其比值一般以2为佳,h取8mm。设计时,可采用变参数,即在高肋一侧b取2.5h,在腹板处取2h,在两端头取3h。锻件本体与毛边桥入口处的圆角半径应为两扇模成形时的2倍,毛边桥部的粗糙度应达到0.8。
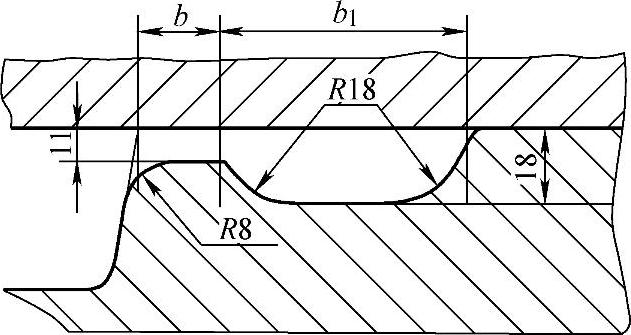
图3-3-8 毛边槽结构
 (https://www.xing528.com)
(https://www.xing528.com)
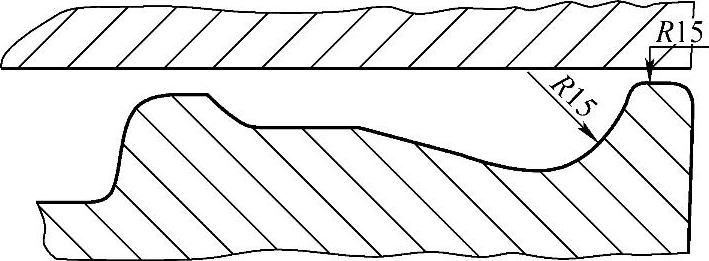
图3-3-9 钳口结构
4)钳口。钳口的作用主要是为了撬起锻件。由于钛合金终锻时塑性较差,为了防止毛边飞出伤及操作者,其钳口设计成图3-3-9的封闭式。
5)储气仓和空腔。从图3-3-10可见,在两端头虽不是肋的最高处,但由于这些部位受三面模壁的激冷及外摩擦的影响而最后填充。因而润滑剂及高压高温气体在这些部位堆积而很难充满。如图3-3-10所示在肋的两端头增加储气仓,其长度在30mm范围内,深度由正公差逐渐过渡至0,并适当加大肋端的圆角半径。这样即使有少量的润滑剂堆积而充填不满,也能保证锻件在公差之内,并使肋端的充填应力得到一定程度的松弛,以改善充填效果。
3.锻造工艺
1)加热。加热温度控制在α+β→β相变点以下14~28℃,由于钛合金变形抗力及组织性能对温度比较敏感,故应先要测定相变点,以便确定合适的加热曲线。加热在箱式电阻炉中进行,加热区内的温差不大于±10℃,为防止钛合金在加热中被污染,加热前应先将锻坯预热后涂覆FR5玻璃润滑剂,并在炉膛底部衬垫梳状不锈钢托件板。
2)制坯。制坯在30kN自由锻锤上进行,锻前工具应预热至300~350℃,锤击时应由轻到重,压下量要小,送进量要大;同一部位要避免连续重击,以免变形热效应引起心部过热而产生低倍粗晶。用光电表面测温仪测温,停锻温度应高于850℃。
3)模锻。模锻在630kJ对击锤上进行,模具亦应预热至300~350℃,从出炉至锤击的转移时间应尽可能短。开始打击时要轻击,以便坯料接触模具后处于较有利的应力状态时再施行重击。锻打时采用机械油和石墨乳混合液润滑型腔,若温度低于850℃应停锻回炉重新加热。
4)切边。由于钛合金随着温度降低变形抗力急剧上升,加之毛边入口处的过渡圆角半径较大,一火模锻后常常很难打靠,欠压较多。因此,第一次模锻之后通常采用气割毛边。为避免影响锻件本体质量,毛边的残留量应大于10mm,在充填不好的部位还应多留一些,二次模锻之后改用液压机切边。
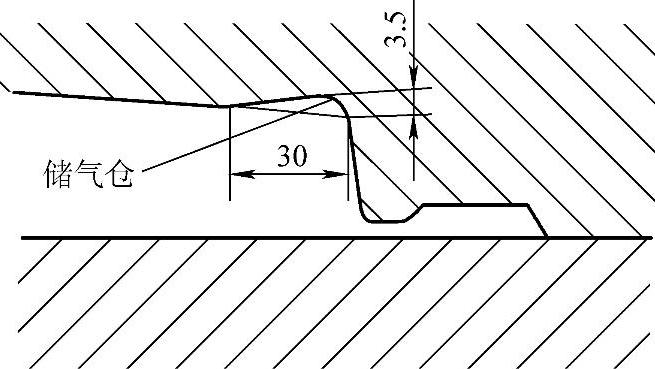
图3-3-10 储气仓结构
5)校正。锻件切边后采用终锻模进行校正。为避免热处理冷却过程中产生水平弯曲和垂直翘曲超过图样要求的现象,应采用专用夹具固定冷却。
6)清理。在锻造和热处理过程中,由于氮氧等α稳定元素的作用,表面易形成硬而脆的富氧层,即α脆化层,通常用氢氟酸,硝酸水溶液进行化学洗消,并在溶液中适量地撒些铁屑以降低被洗锻件的增氢和减慢溶液的温升。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。