



【摘要】:对击锤为无砧座锤,对击锤的速度一般为3m/s,上、下锤头的运动速度及位移量基本上相等。对击锤在很多国家都已稳定用于生产。对击锤每分钟的有效打击次数与模锻锤是相当的,但锤的生产率不仅取决于锤的打击速度,其他因素也有很大影响,如锻件的质量、装卸工件的手段等。对击锤下模可动,似乎操作困难一些,实际上是习惯问题。图3-3-1 模锻锤和对击锤的平均生产率分布带
对击锤为无砧座锤,对击锤的速度一般为3m/s,上、下锤头的运动速度及位移量基本上相等。
对击锤在很多国家都已稳定用于生产。目前,世界上已用于生产的有20kJ、40kJ、55kJ、130kJ、160kJ、250kJ、400kJ、630kJ、800kJ、1000kJ和1250kJ等各能量级别的对击锤。由我国的重型机器厂系列生产并已稳定运行的对击锤系列参数见表3-3-1。
表3-3-1 对击锤系列设备技术参数
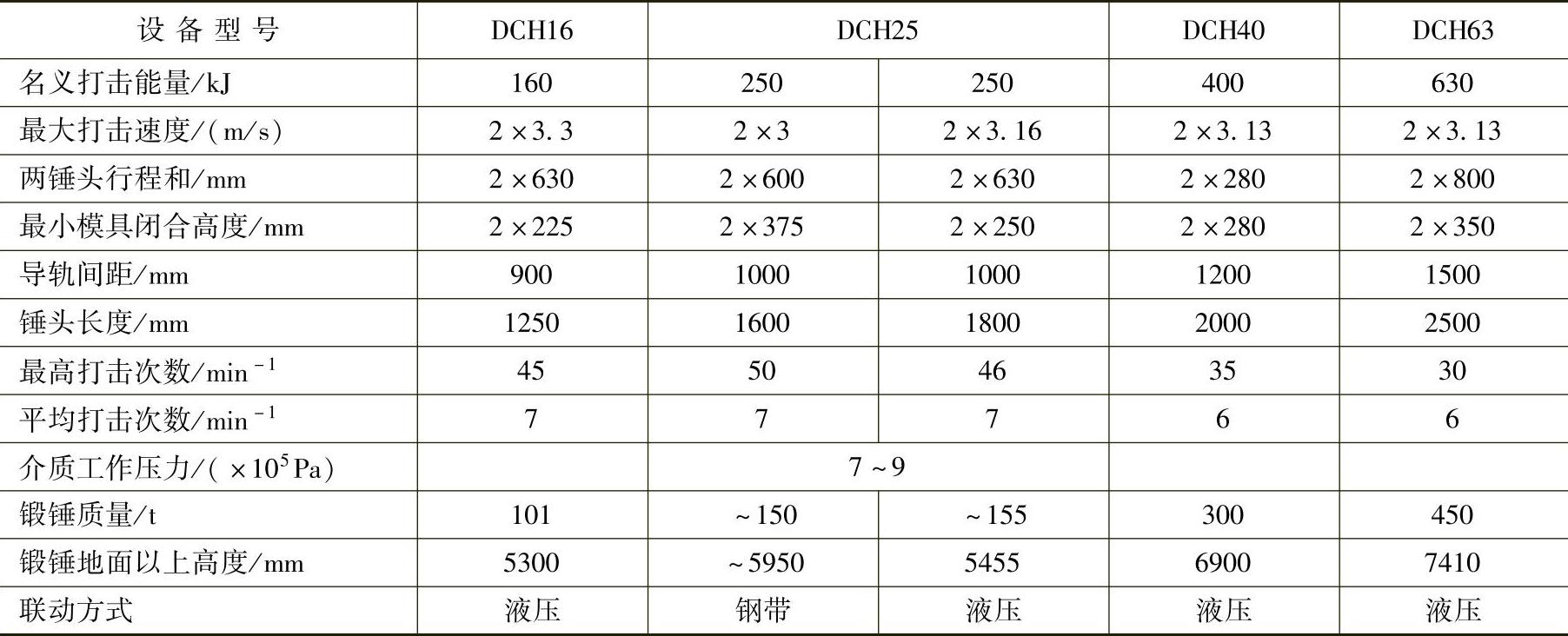
注:除表中所列,某重机厂还自制了1000kJ的对击锤。(https://www.xing528.com)
对击锤每分钟的有效打击次数与模锻锤是相当的,但锤的生产率不仅取决于锤的打击速度,其他因素也有很大影响,如锻件的质量、装卸工件的手段等。生产率随工件的材料特性、生产批量大小和锻件尺寸等而变化。图3-3-1是欧洲某调查报告生产率分布带。
应用对击锤进行模锻,要求必须做到:①设备维护、修理要及时有效。对击锤结构较模锻锤复杂,正确维修和不断改进完善是需要的和可能的,如钢带材料的使用、密封环材料、液压系统维修的改进,使对击锤工作的持续性、稳定性不断加强;②设备操作熟能生巧。对击锤下模可动,似乎操作困难一些,实际上是习惯问题。如操作系统改用液压控制,则操作更灵活,可大大降低工人劳动强度。
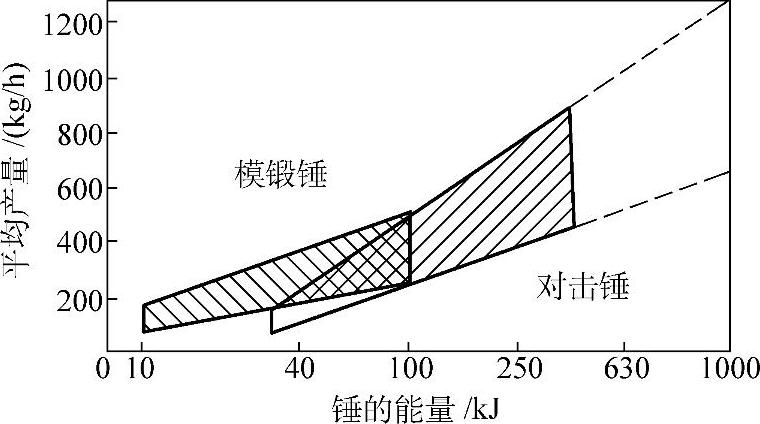
图3-3-1 模锻锤和对击锤的平均生产率分布带
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。