



热锻件和锻模图见图3-2-164、图3-2-165和图3-2-166。
锻件材质40Cr,调质硬度241~285HBW,质量4.27kg。锻件叉部的分开宽度达166mm,尾部除弯曲外还有落差,是形状很复杂的锻件。采用的工步为:拔长、滚压、弯曲、预锻、终锻。由于锻件宽度大,一台锻锤布排不下,本例采用3t和5t两台锤联合锻造。坯料尺寸为ϕ80mm×190mm。
拔长模膛置于滚压模膛的前方,二者相连组合,这样可以节省模块面积。
滚压模膛以大圆弧构成,形状圆滑平顺,防止因坯料放置不准而缺失锻件几个大截面处的用料。
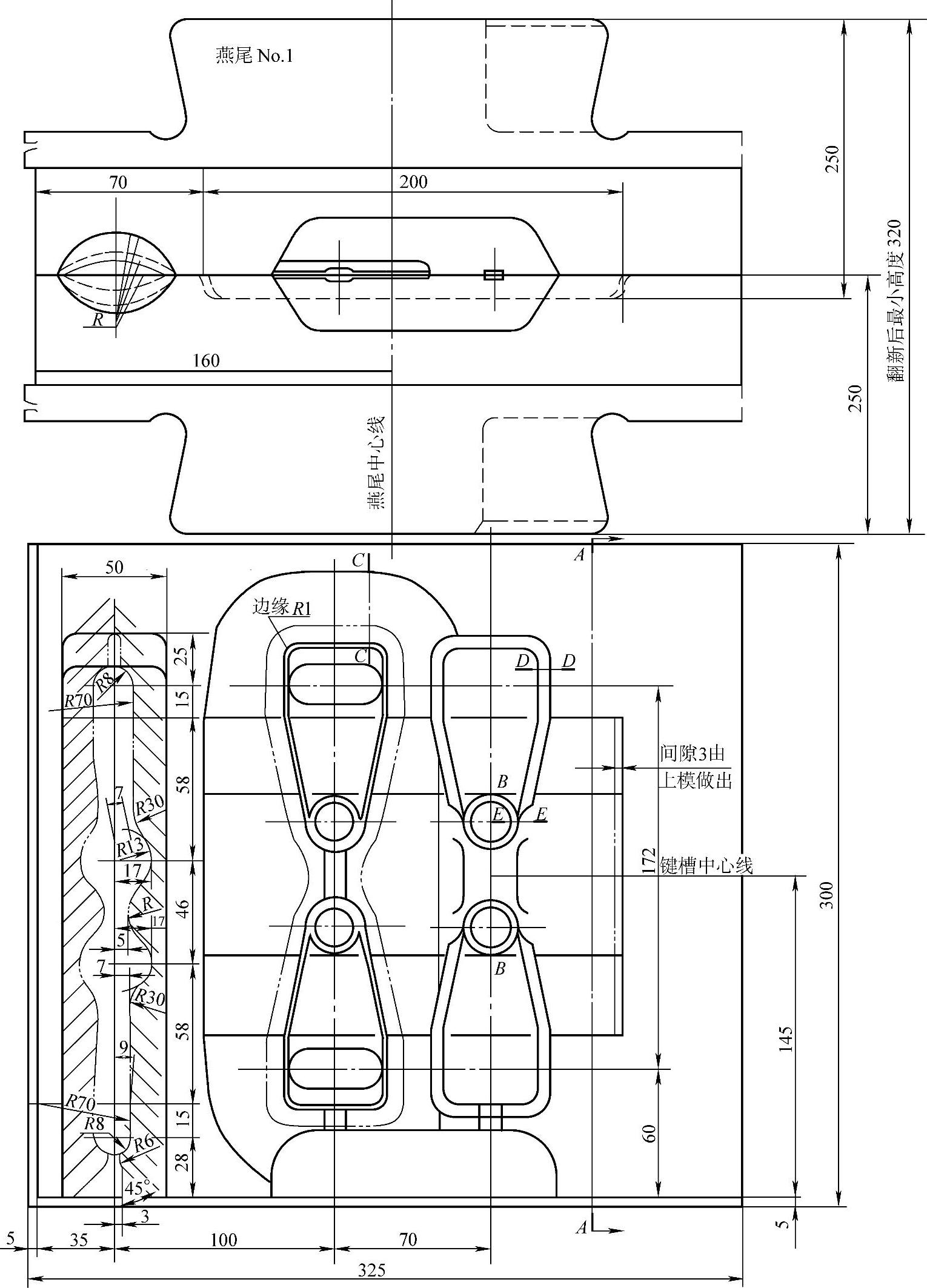
图3-2-161 支座锻模
材料:CrNiMo硬度:布氏压痕直径3.1~3.25
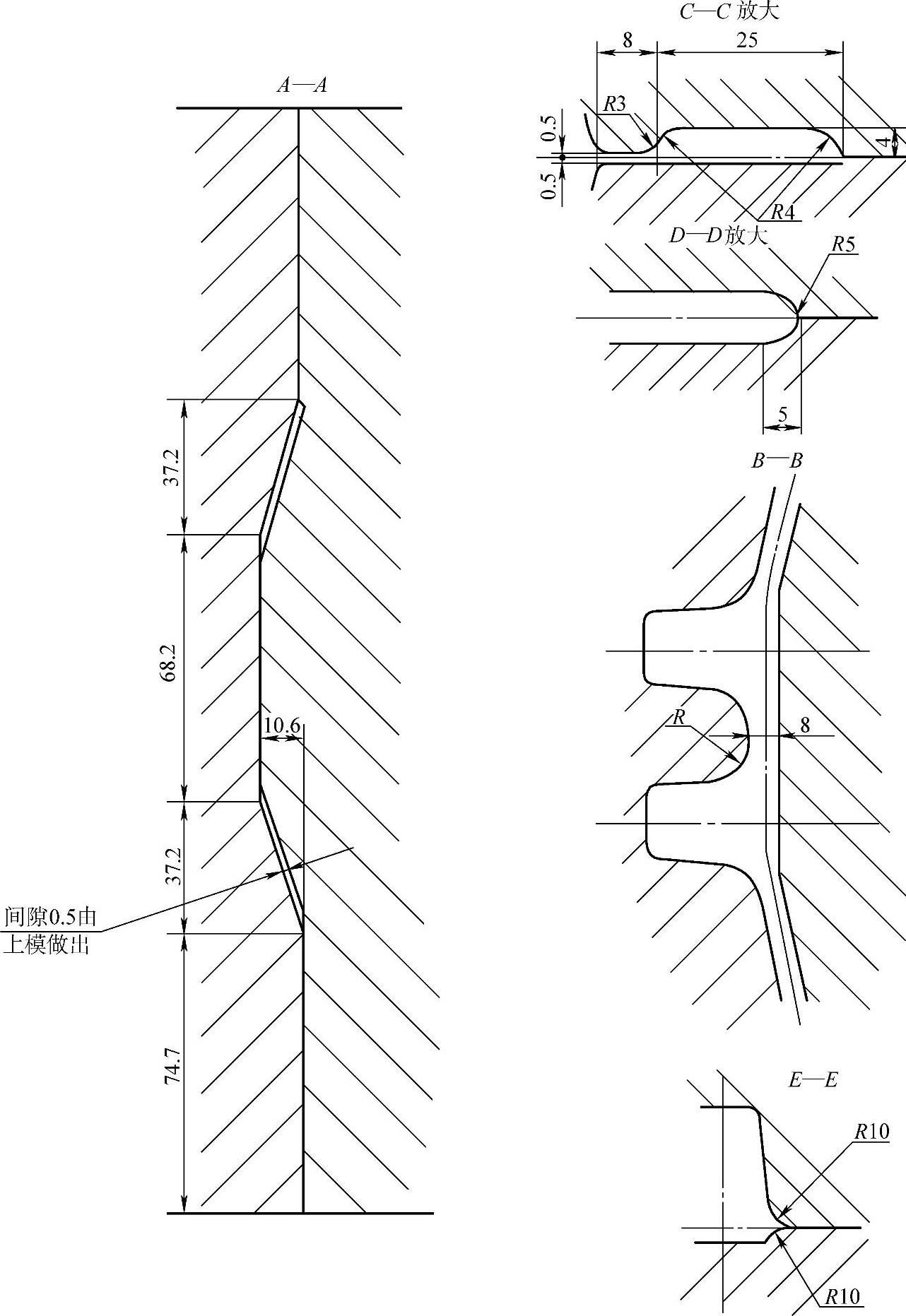
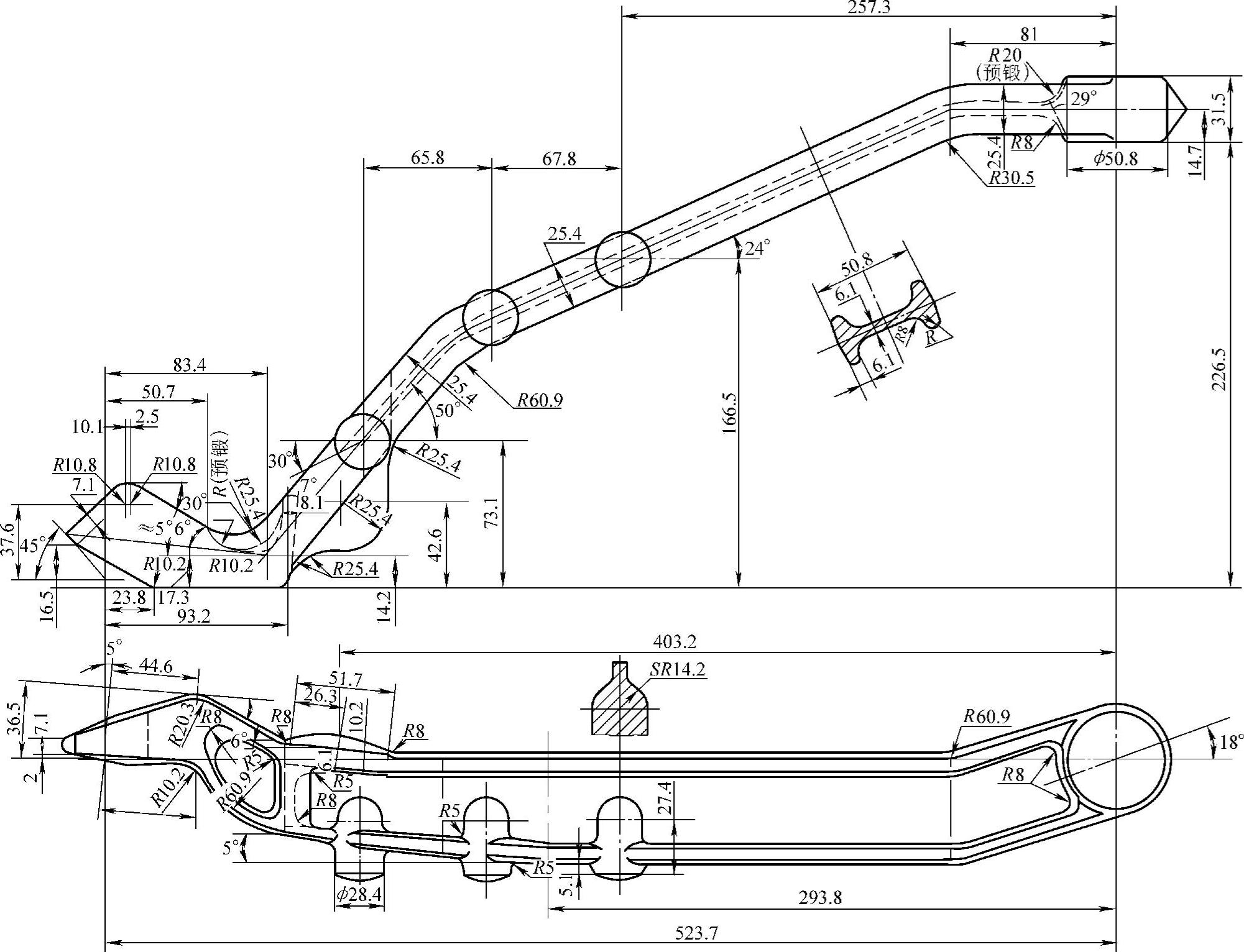
图3-2-162 下控制臂热锻件
未注圆角R3,未注拔模斜度7°,尺寸按交点注,长度收缩率1.3%,其余为1.5%
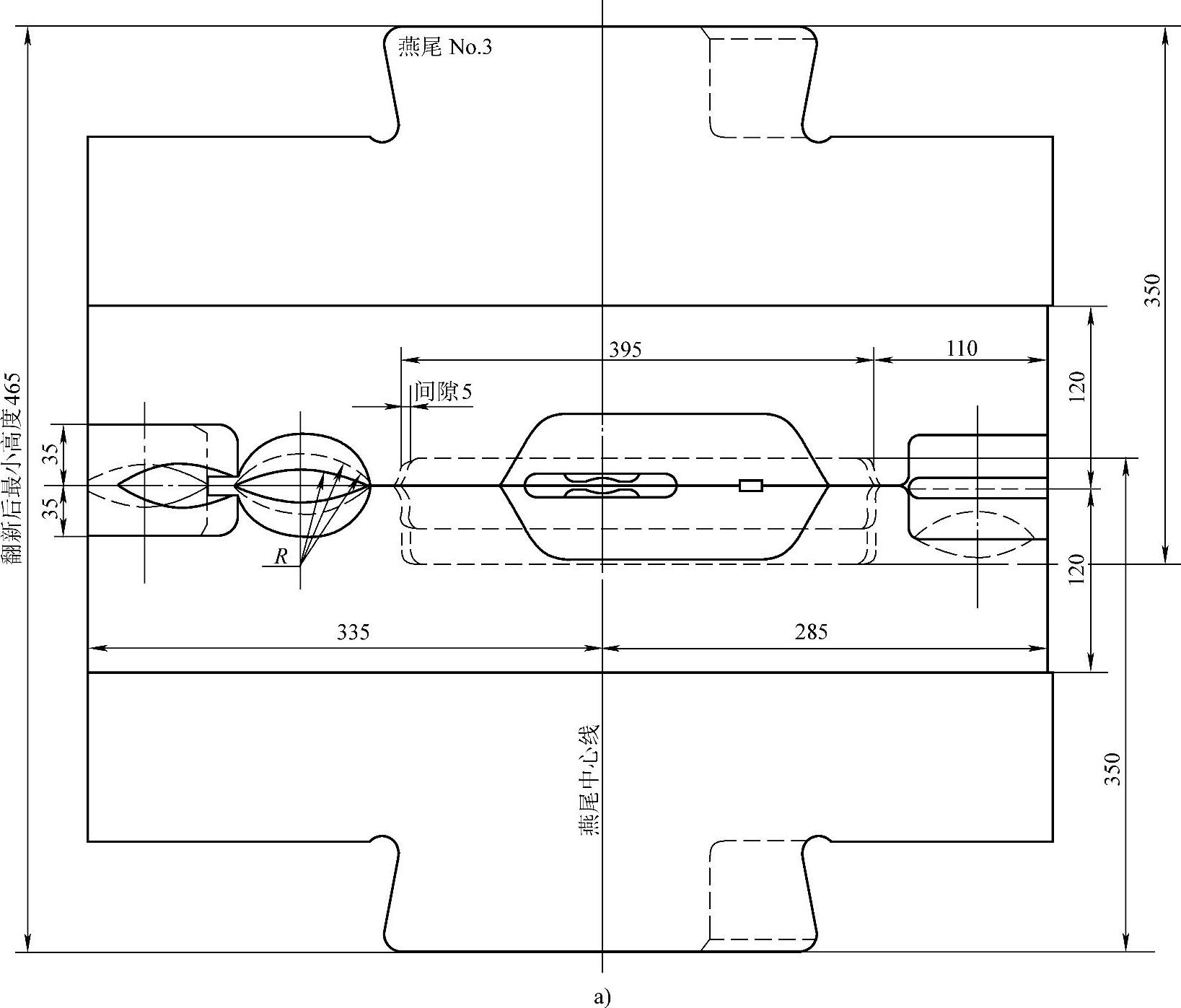
图3-2-163 下控制臂锻模
a)正视图(https://www.xing528.com)
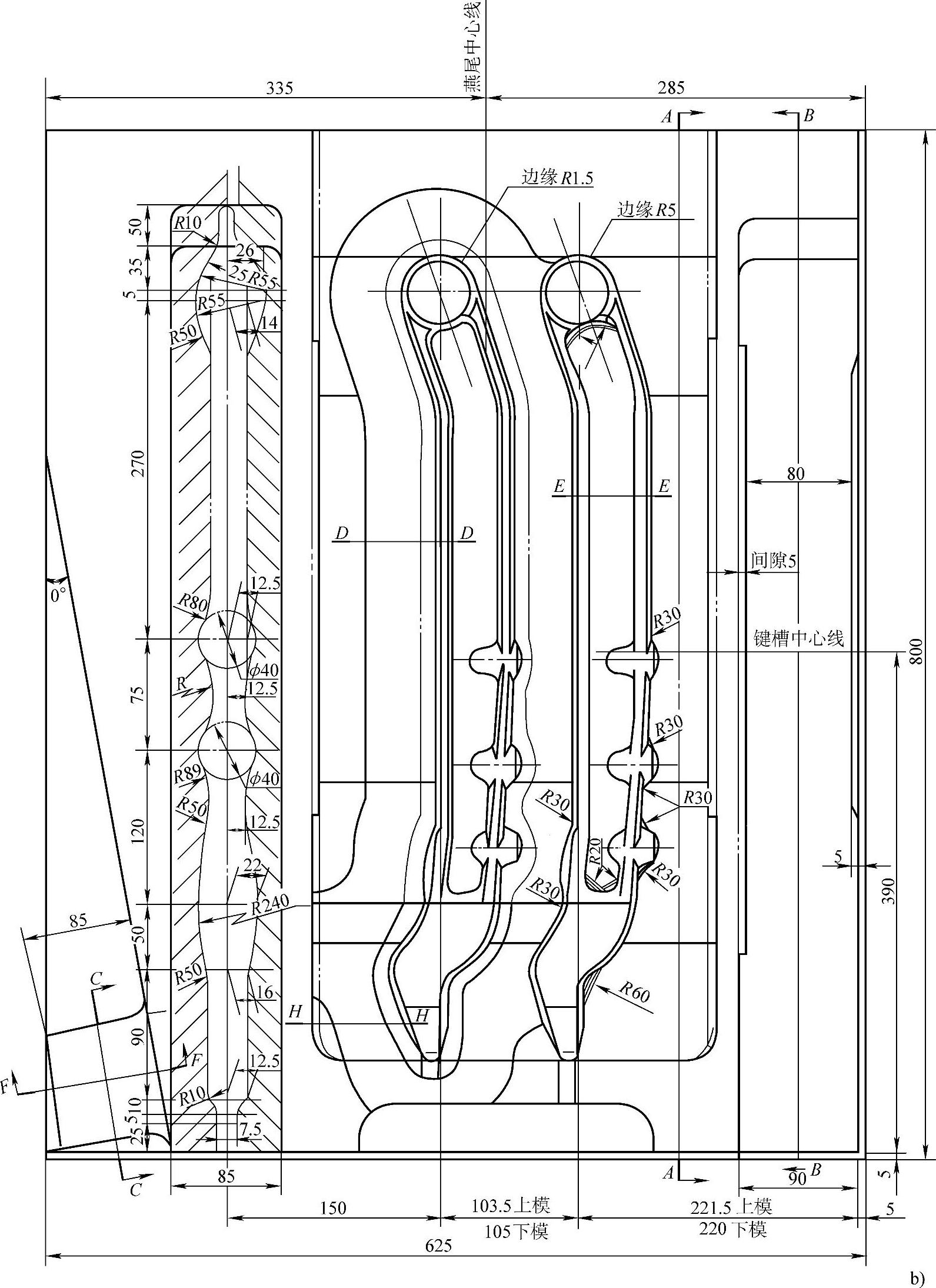
图3-2-163 下控制臂锻模(续)
b)俯视图
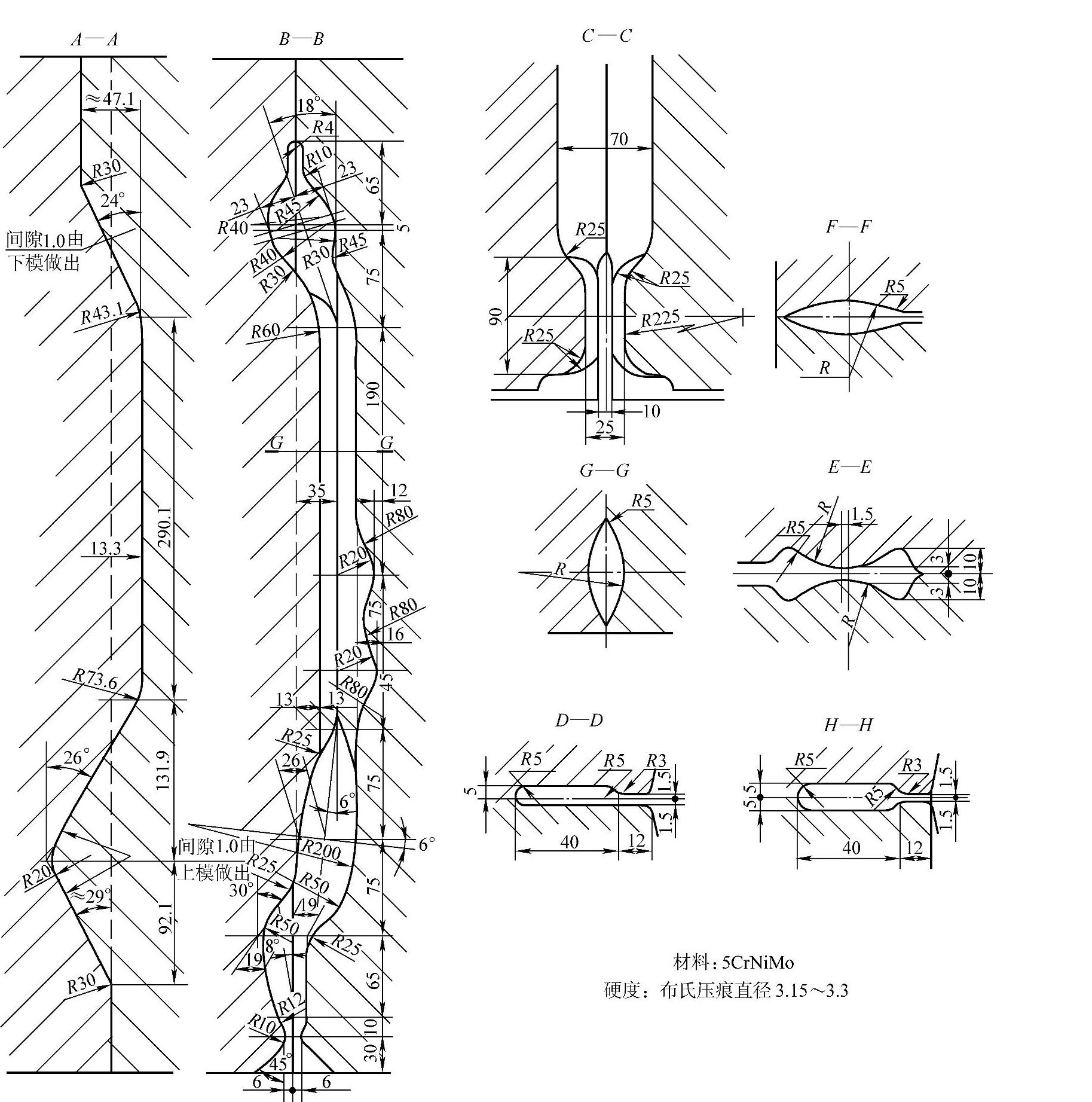
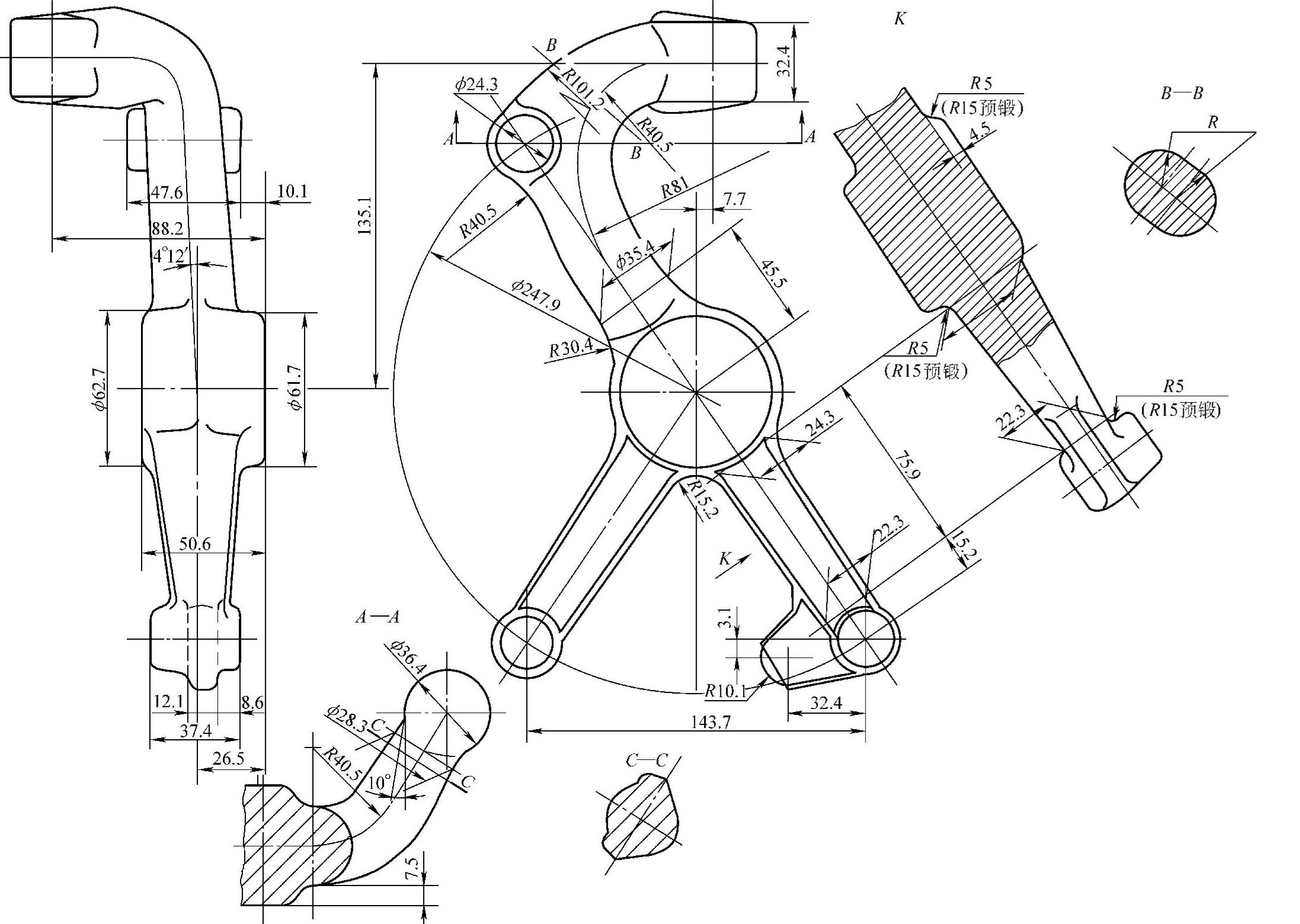
图3-2-164 转向节支架热锻件
未注拔模斜度7°,未注圆角R2,尺寸按交点注,收缩率1.2%
为了保证尾端中部凸台所需的金属。滚压为不对称的,不对称的比值约为1.8。
弯曲以尾端定位,其形状除照顾到中间ϕ62.7mm圆台的成形外,还要顾及尾部的ϕ24.3mm凸台。
预锻要劈开坯料大头形成叉部。由于开叉很大,所以劈开台有7°及12°两级斜度。尾部有落差,模具有构造特殊的局部形状锁扣。锁扣的导面对于锻件的内外侧是不同的,这是由于锻件内外两侧对分模面有着不同的要求所致。对于这类锻件,它的分模面与导面实际上是结合在一起设计的。即同时考虑分模的合理性与导面制造的方便。
在5t锤上终锻,锻模只设一个终锻模膛。除了局部的锁扣外,模具还加了纵向锁扣,这对于锤上模锻来说,已是相当复杂的了。
由于模锻的过程长,终锻时温度已较低,所以收缩率取1.2%。
锻件切边后应随着进行热校正以纠正可能产生的变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。