



镶块锻模是指将终锻模膛(有时也包括预锻模膛)单独制成镶块,用楔和键将其固定在通用的模体上的锻模。
成组模锻是将若干种形状、尺寸相近的锻件组成一组,采用同一个通用模体,仅更换不同的镶块进行模锻生产的工艺方法。
当生产量较少时,采用整体锻模生产中小型模锻件,经济上是不合理的。若采用镶块锻模进行成组模锻,可减少模体材料消耗;减少存放模具的仓库面积;制模较易,且可降低模具的制造费用。
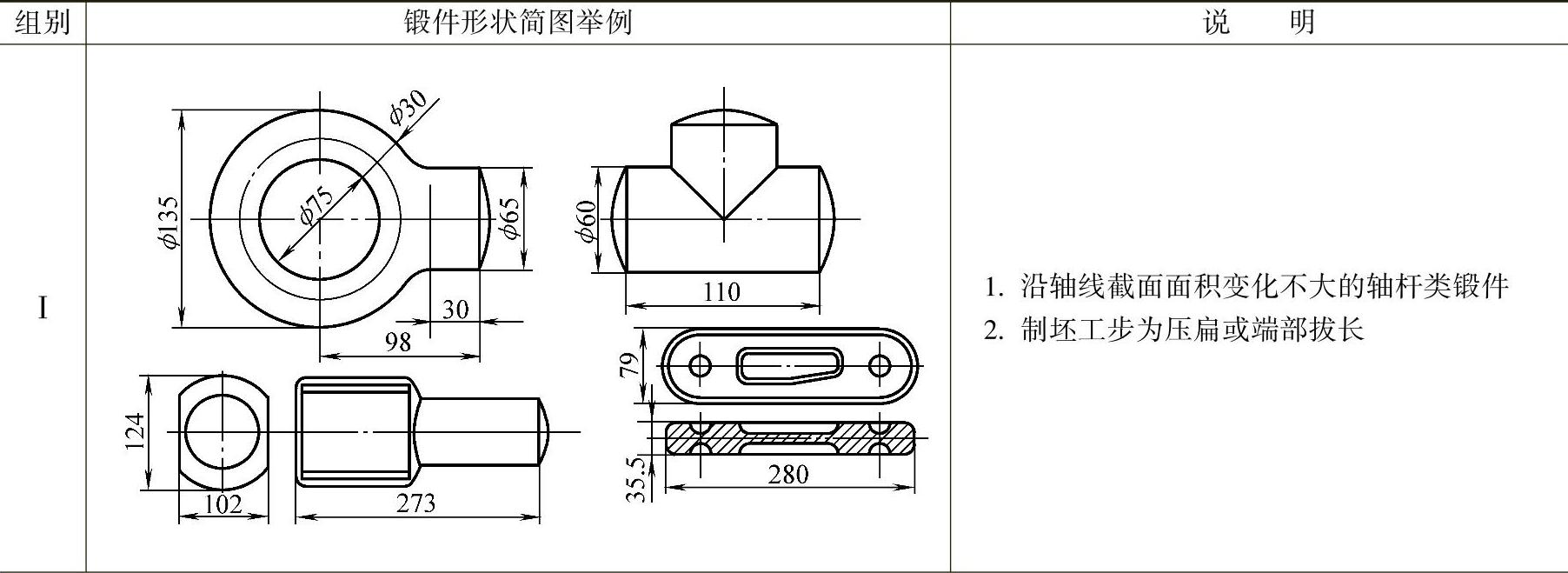
镶块锻模成组模锻时,常用锻件分组情况见表3-2-31。
镶块锻模成组模锻工艺设计特点如下:
1)在模体上仅设置通用性较强的镦粗、压扁和拔长2步用的平台或模膛。一般不设置专用性较强的滚压、弯曲、成形等制坯模膛,必要时,可用胎模锻制坯,或用拔长模膛承担分配金属,获得接近于计算毛坯图形状的制坯任务。
2)一坯多件时,可在模体上设置切断模膛。
3)一般仅选用终锻模膛,必要时也选用预锻模膛。由于该类模膛是专用的,且寿命较低,均需制成镶块。
4)成组锻件的种类数量,视生产量大小而定,少者几种,多者十几种或更多。
5)承击面可设置在模体上、镶块上或采用模体、镶块联合式。
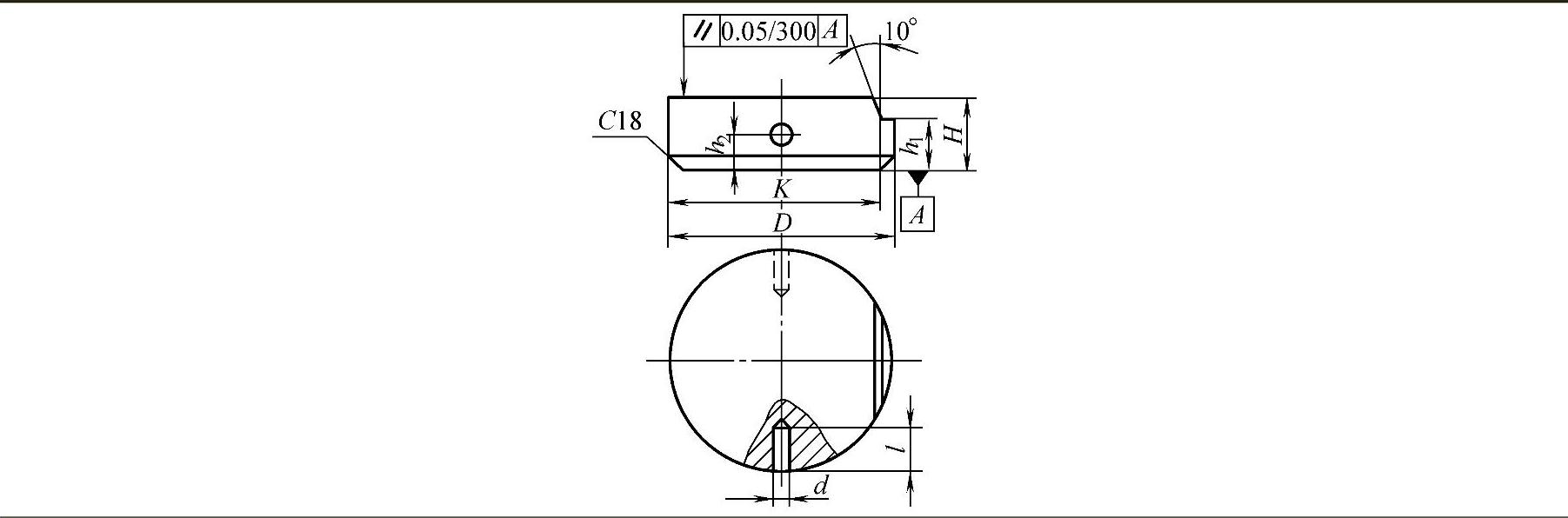
对于平面图上为圆形、方形及其相近似形状的锻件,应选用圆形镶块及其模体、垫板。根据要求,可设置导锁,也可不设导锁。其尺寸系列见表3-2-32、表3-2-33、表3-2-34、表3-2-35。
对于轴杆类锻件,应选用矩形或带斜面的镶块及其模体。模体上可设置不同的制坯工步用的模膛(压扁平面、拔长平面、拔长模膛);可设置导锁,也可不设导锁;切断模膛根据需要而定。其尺寸系列见表3-2-36、表3-2-37、表3-2-38、表3-2-39。
固定镶块用键及楔见表3-2-40、表3-2-41、表3-2-42。
模体材料为45Cr、40Cr或5CrNiMo等。
镶块材料为5CrMnMo、5CrNiMo等。
楔和键的材料为45钢。
垫板材料为T7等。
表3-2-31 锻件按形状分组的情况
(续)
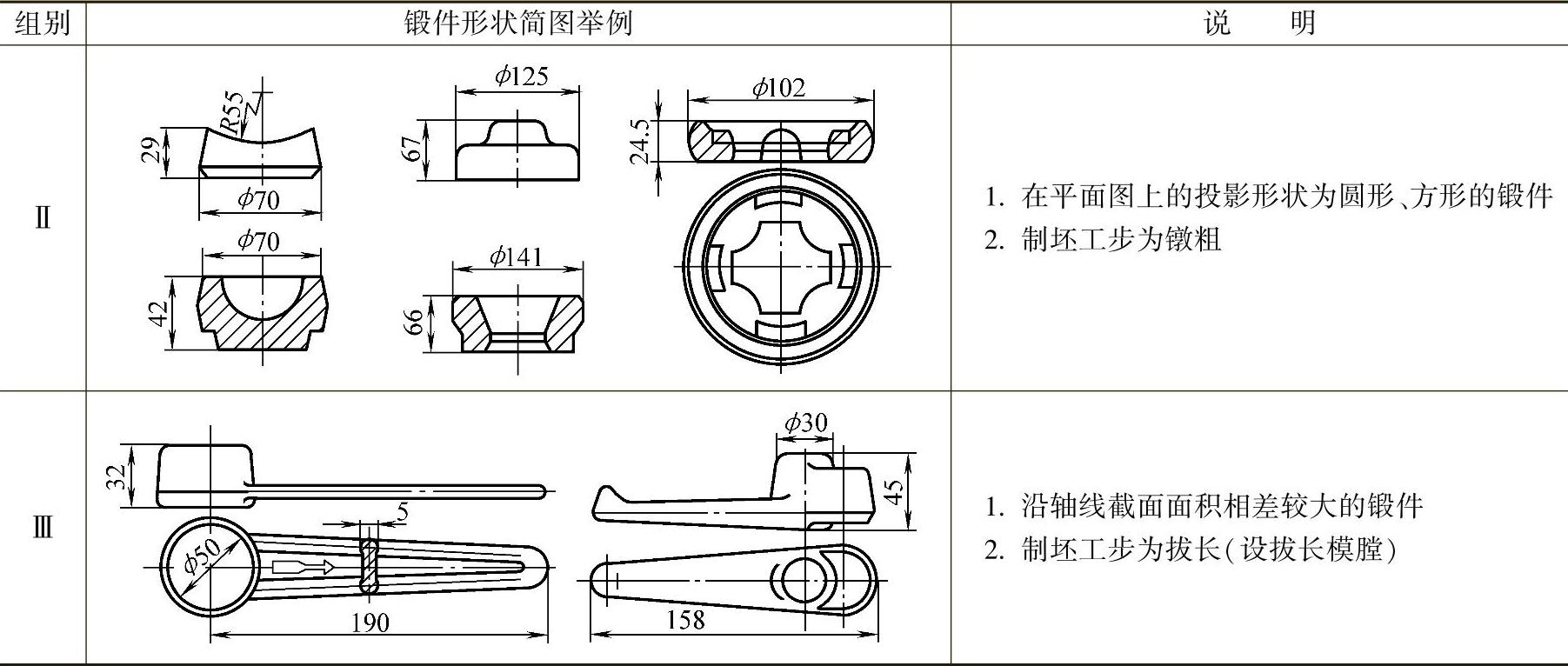
表3-2-32 楔紧固圆形镶块用模体
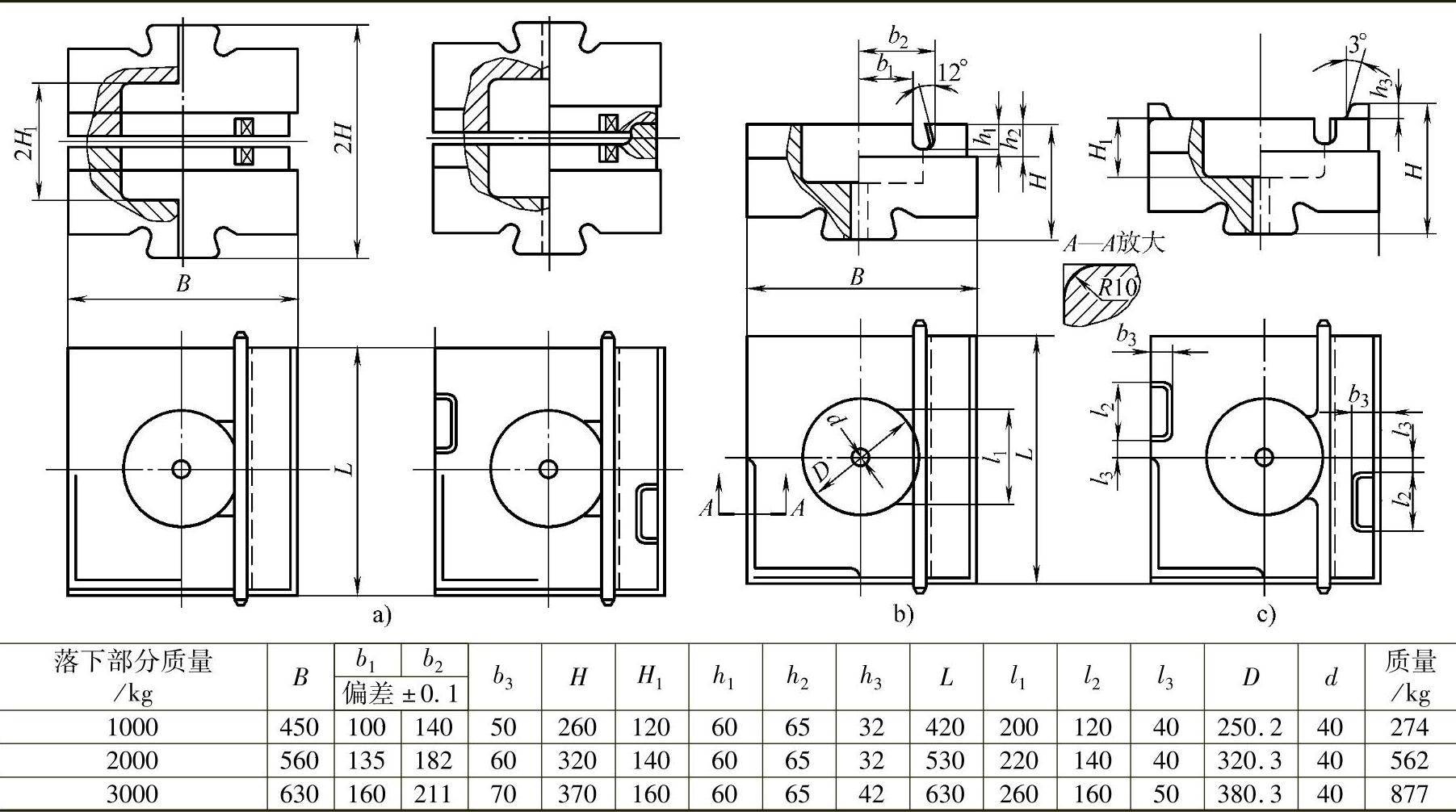
表3-2-33 圆形镶块尺寸 (单位:mm)
(续)(https://www.xing528.com)
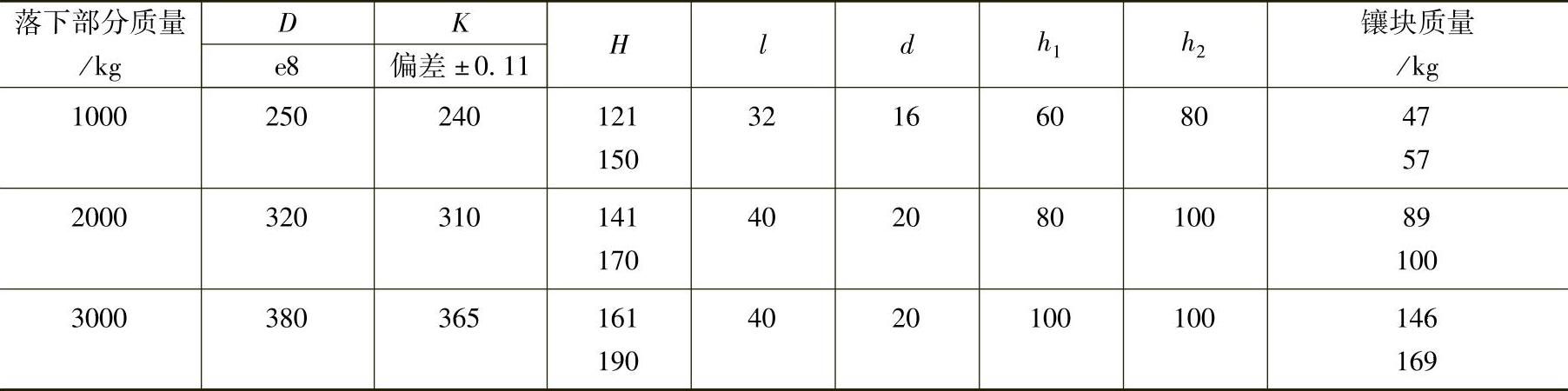
表3-2-34 圆形镶块用垫板尺寸
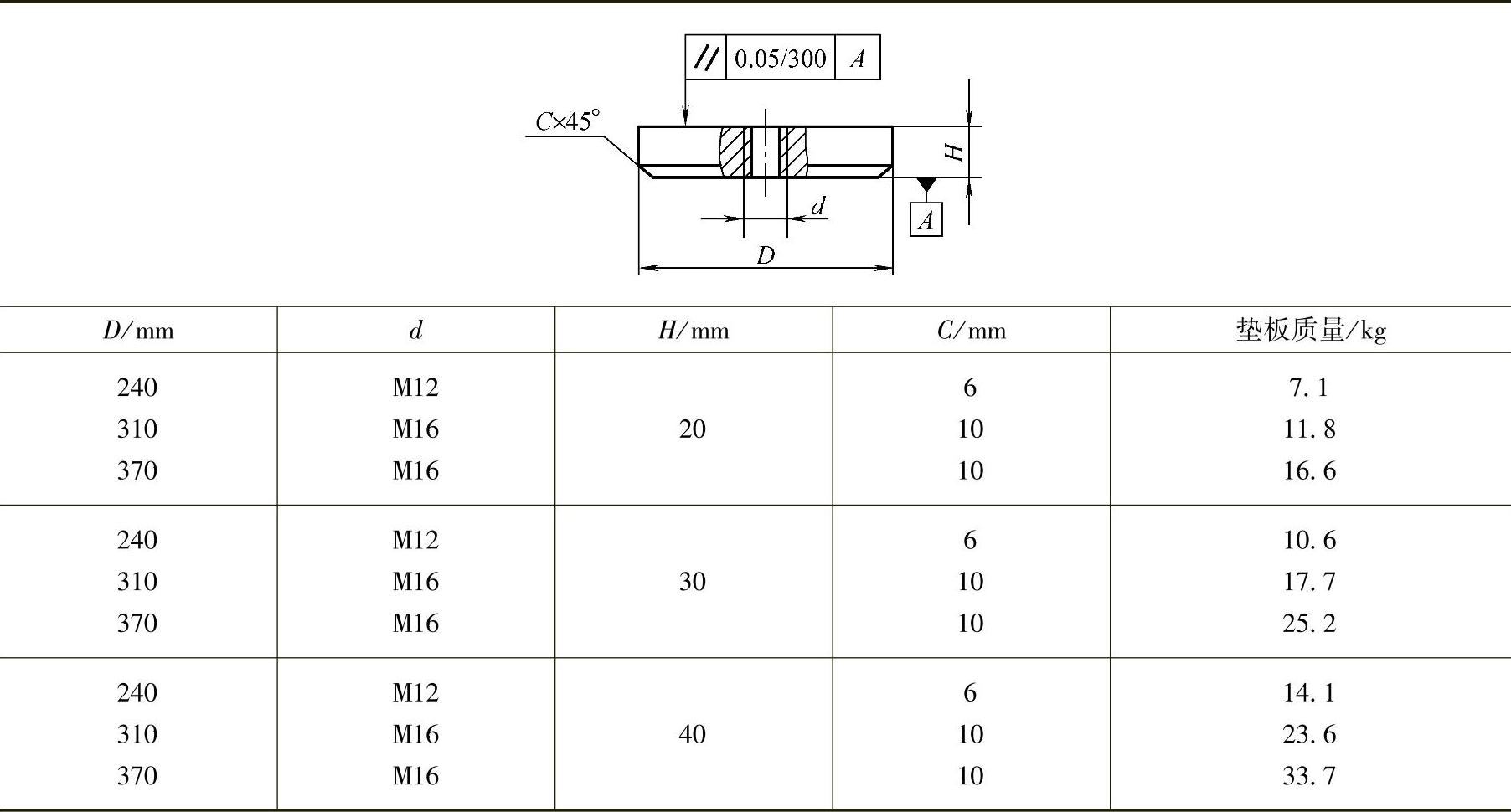
表3-2-35 圆楔紧固的模体及镶块尺寸(模体其他尺寸见表3-2-32)
(续)

表3-2-36 矩形镶块用模体
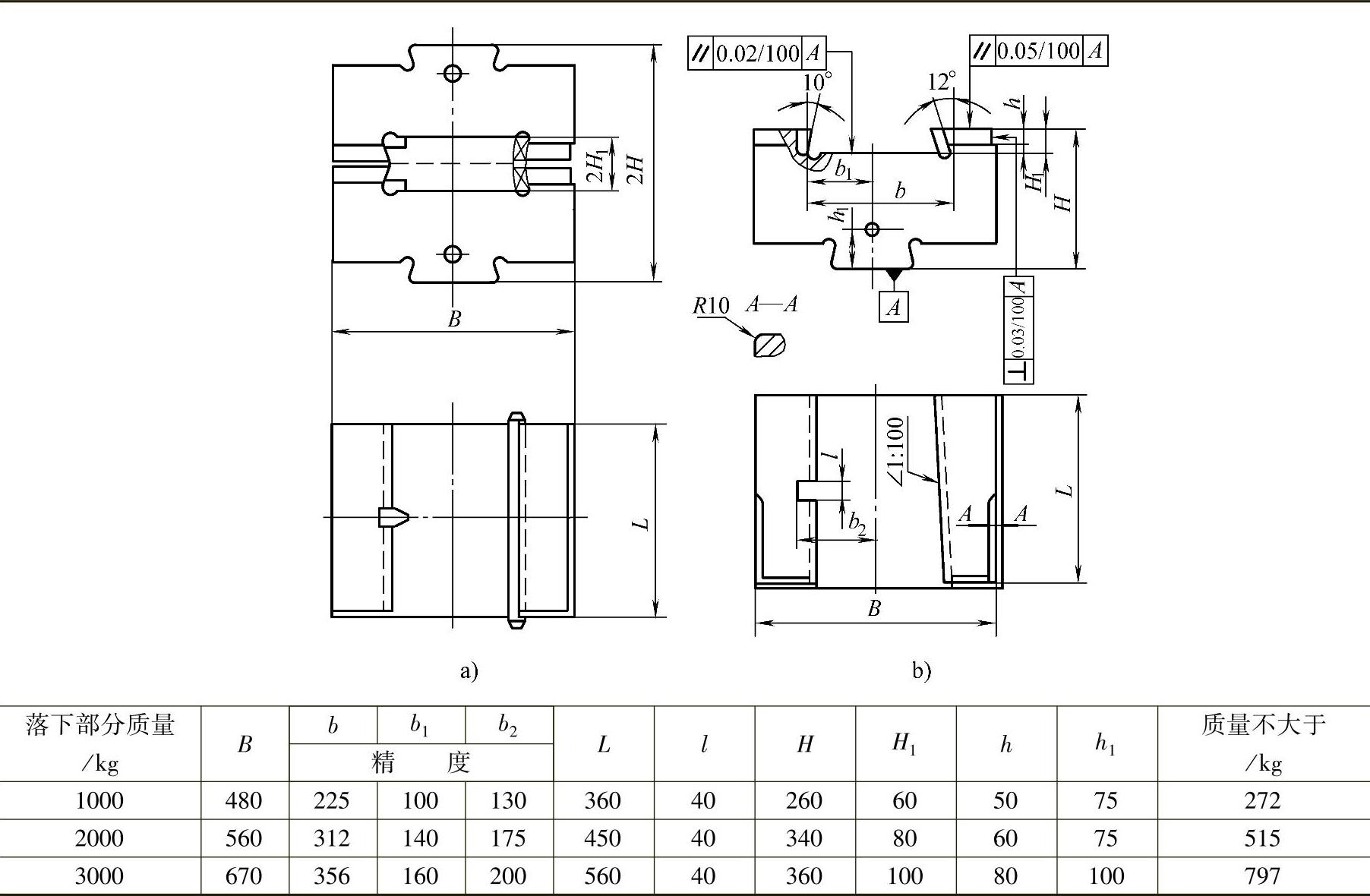
表3-2-37 矩形镶块尺寸 (单位:mm)
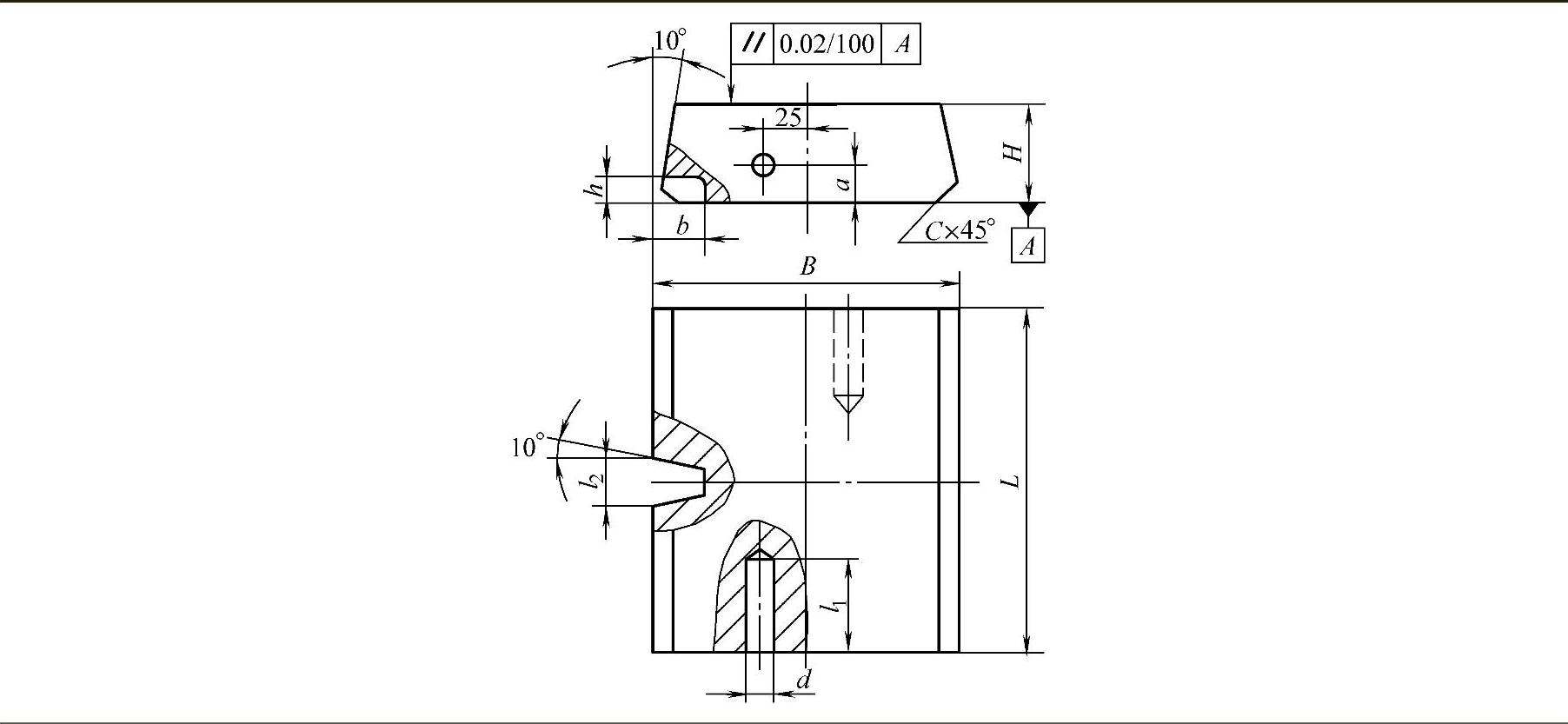
(续)
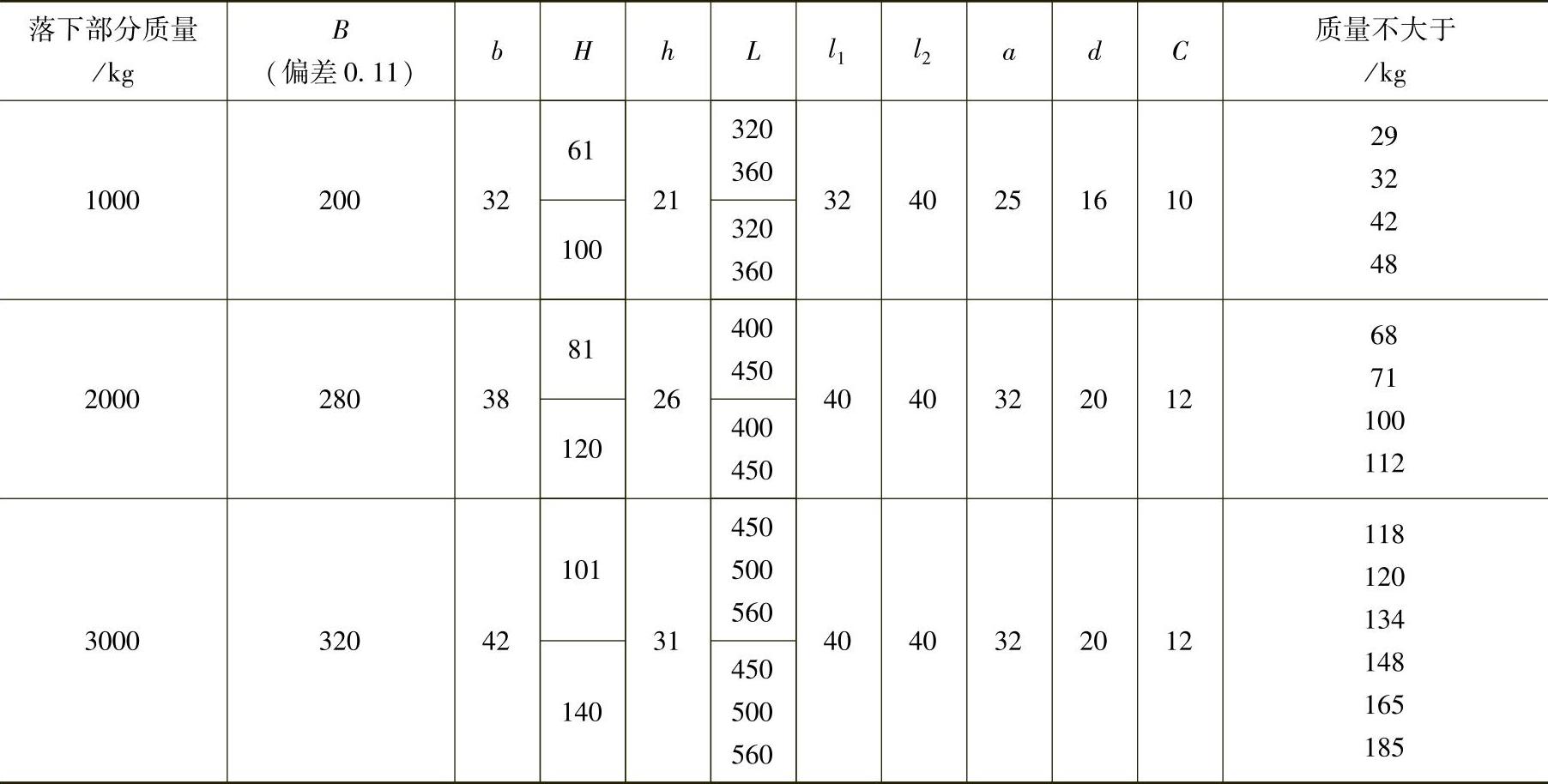
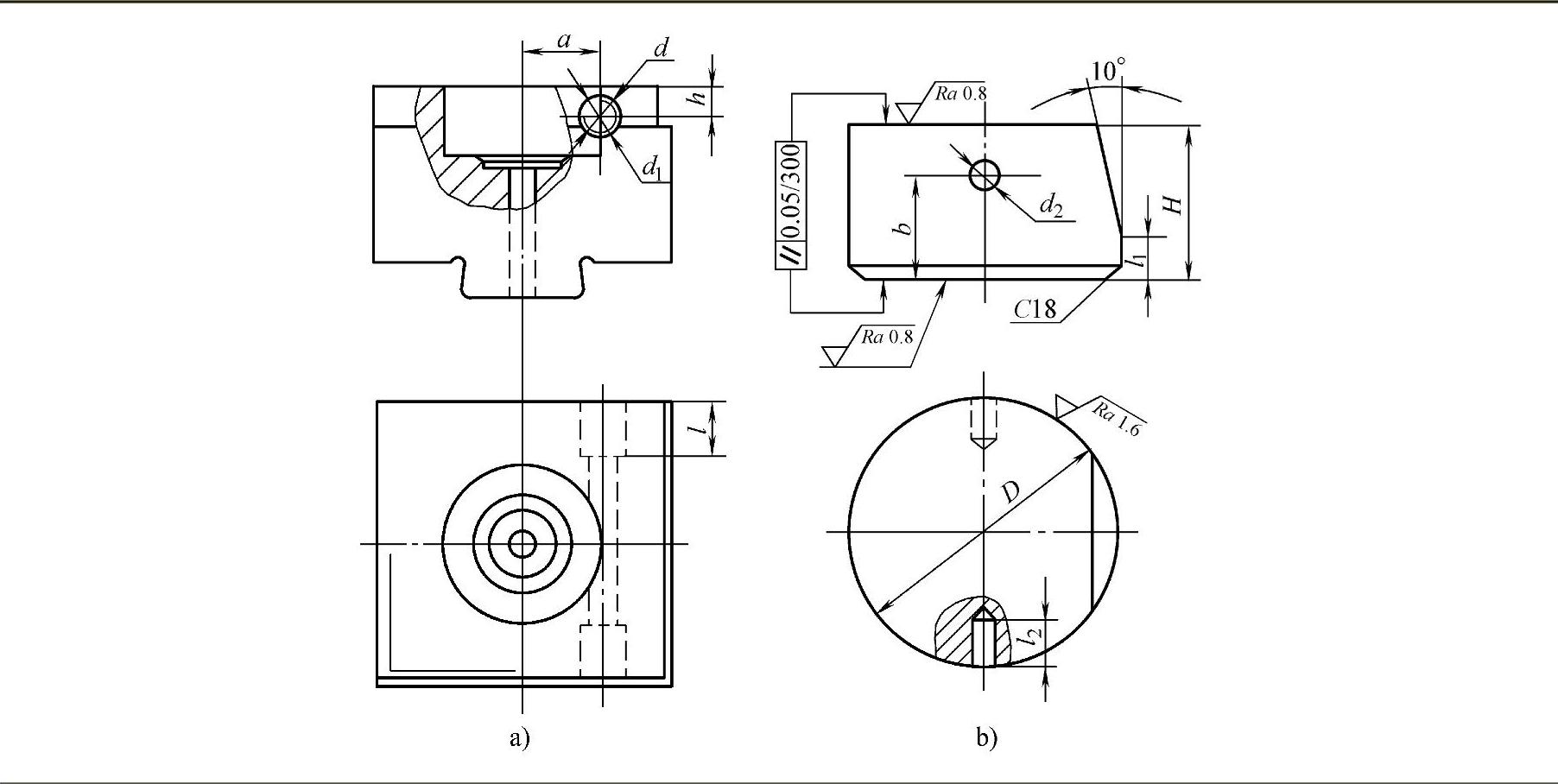
表3-2-38 斜面镶块用模体

表3-2-39 带斜面镶块尺寸
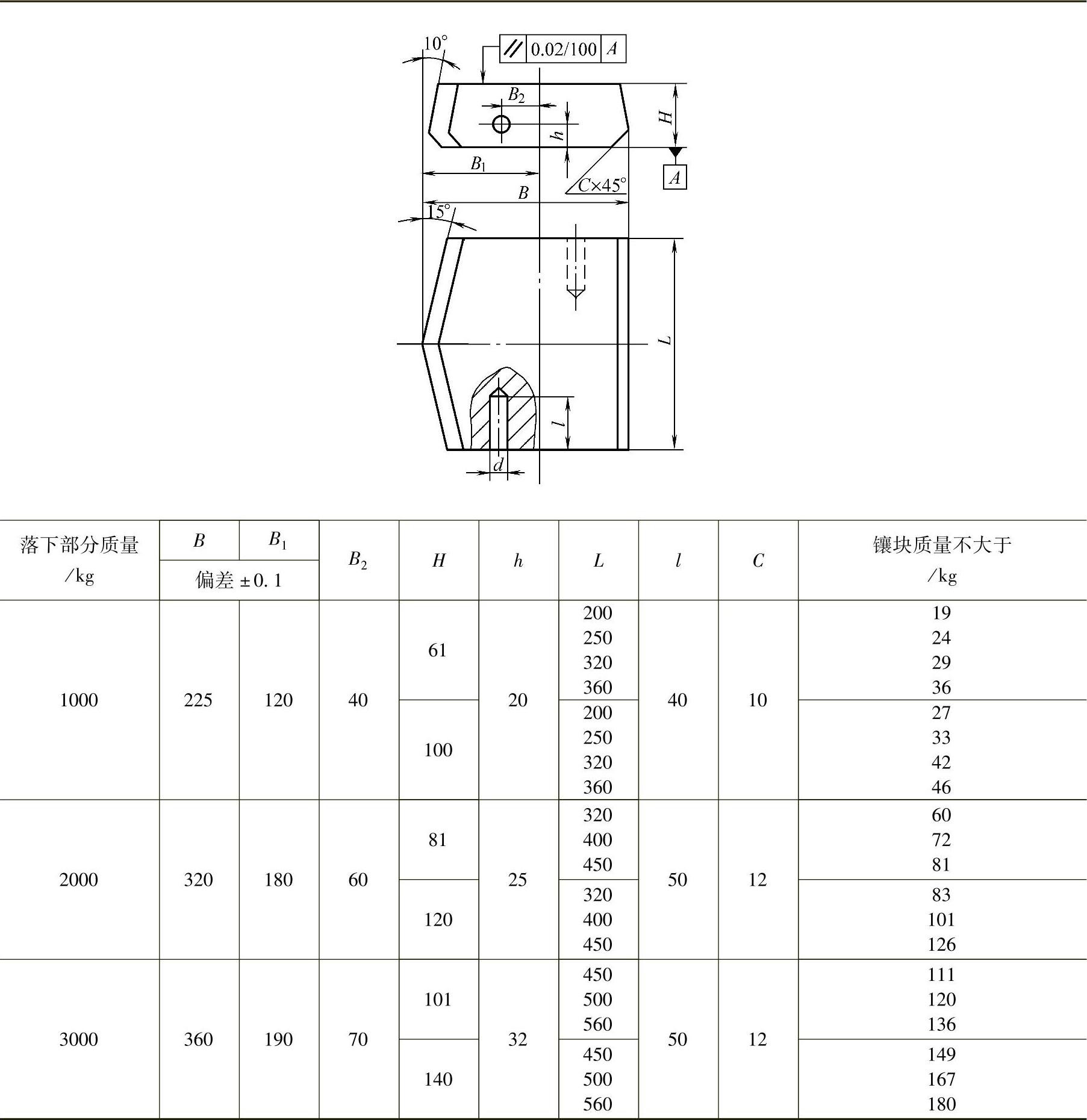
表3-2-40 矩形镶块固定用键 (单位:mm)
(续)

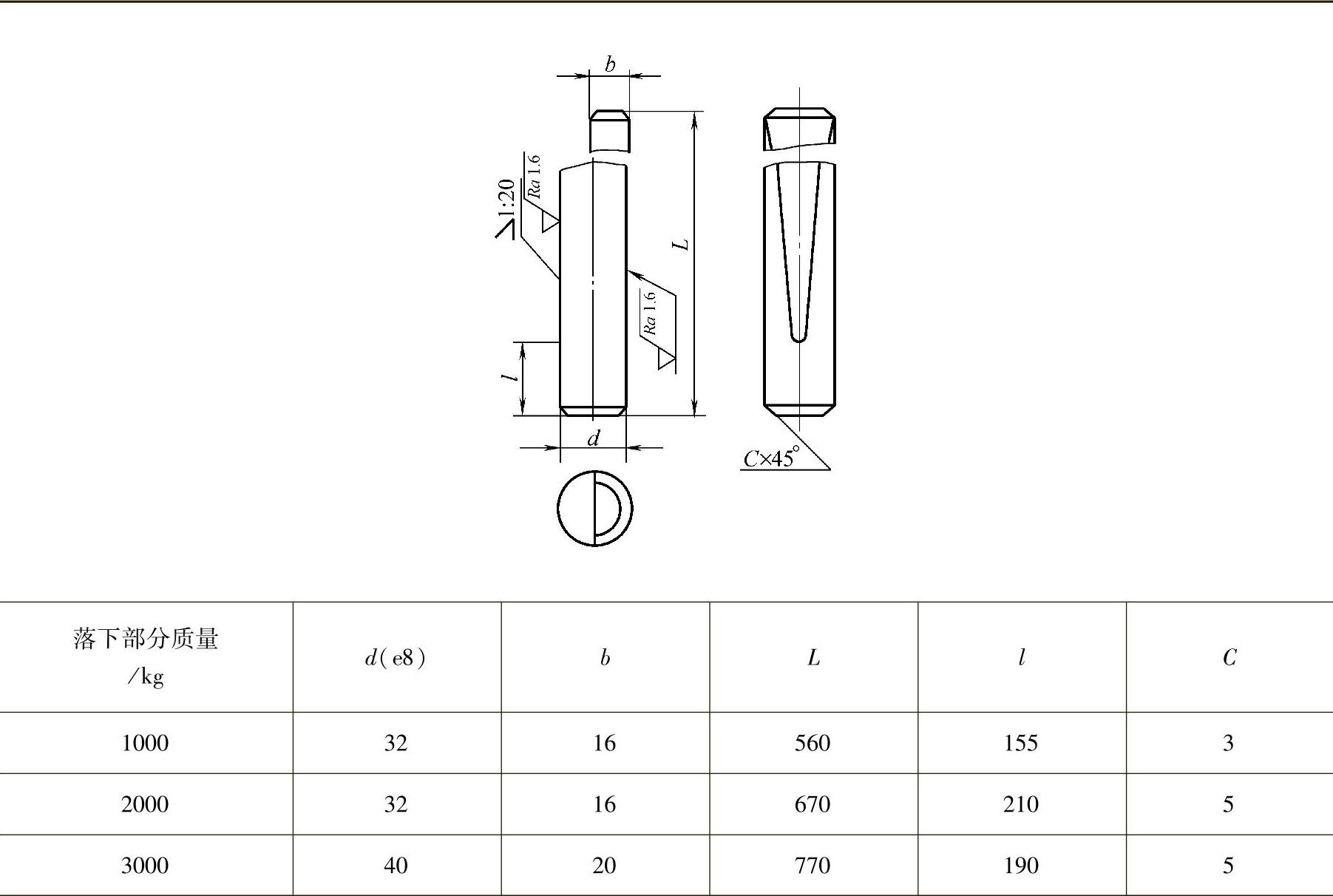
表3-2-41 镶块固定用楔
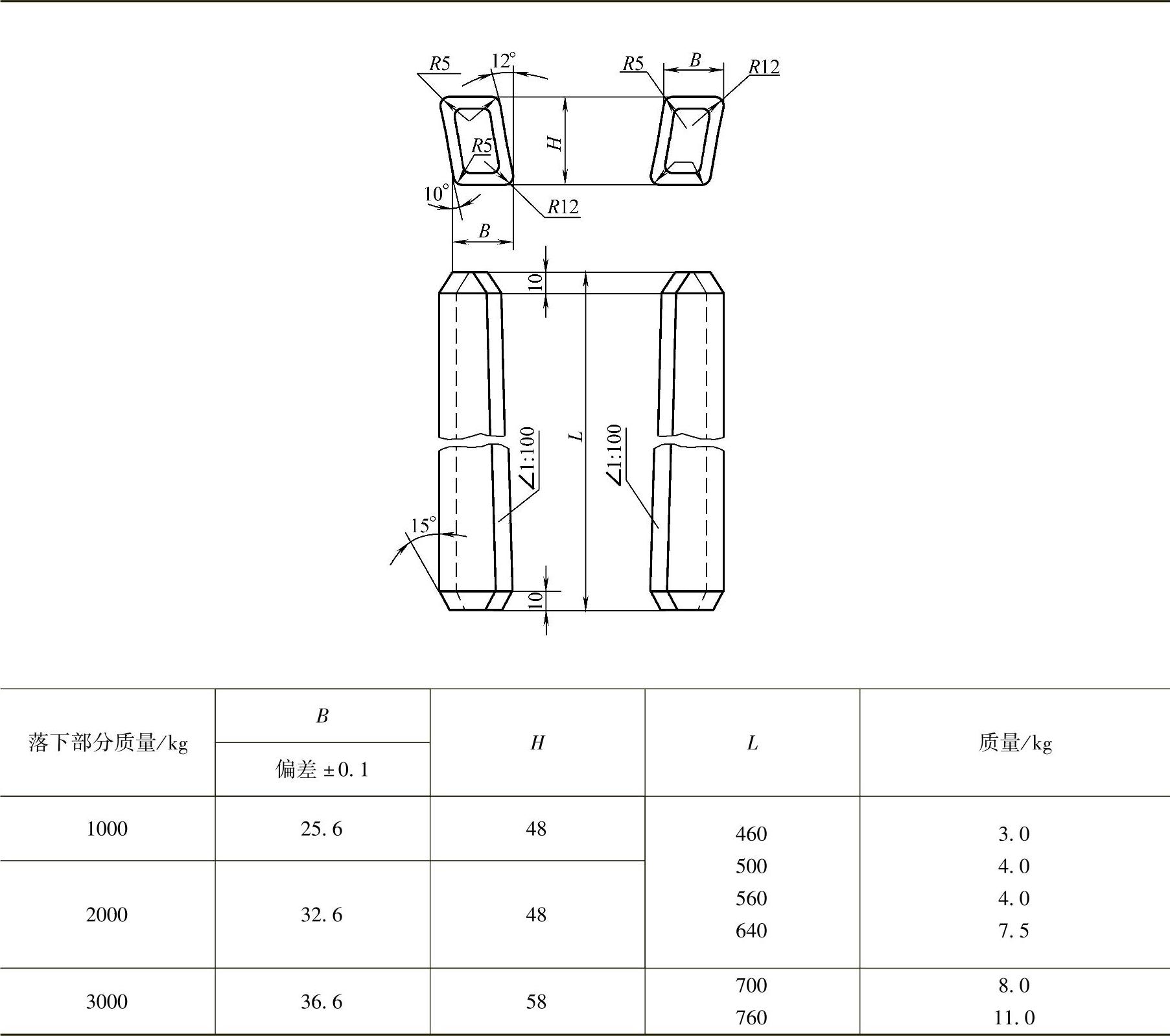
表3-2-42 圆形楔尺寸(mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。