



1.检验角和检验面
为了给制造锻模时的划线作基准并作为上下模对齐的基准,锻模上设置检验角。检验角是锻模侧面上由两个加工表面构成的90°角。构成检验角的表面即为检验面,见图3-2-149。
检验角一般设在模块前面及左侧或右侧(根据模膛排列情况置于被模膛挖开部分较少的一侧)。检验面要求刨平,刨进深度5mm。
检验面的高度应使锻模最后翻新后,每块锻模上尚余约30mm高的平面。在上下模翻新量基本相等的情况下,可用下式计算新锻模的检验面高度:
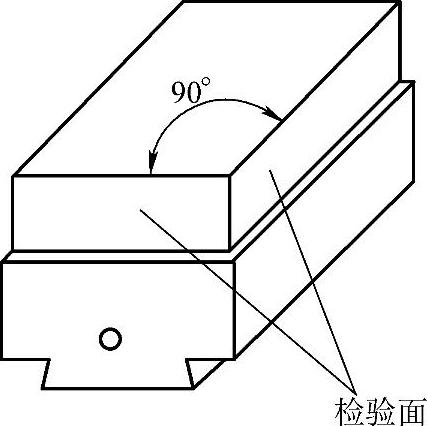
图3-2-149 检验角和检验面
式中 h——每扇新锻模检验面高度(mm);
H——新模高度(mm);
Hmin——锻模翻新后的最小高度(mm)。
当锻模有锁扣、导面等超出分模平面的部分时,检验面高度应在上式计算基础上再加以超出分模面的那一部分高度。
2.燕尾及键槽
锻模的燕尾及键槽通过装模零件——定位键、固紧楔、垫片等与锤头及砧座相联接,如图3-2-150所示。
燕尾及键槽根据锻锤的工艺规格设计。
图3-2-151及表3-2-27即为与表3-2-23、表3-2-24相适应的燕尾及键槽。设计锻模时,通常不注燕尾及键槽尺寸,只需标出其代号即可。制造锻模时,按燕尾及键槽的标准图进行加工。
燕尾高度应比锻锤燕尾槽深度大0.5~1mm,以保证燕尾肩部平面不致悬空,否则锻模易破裂。
燕尾与锻模肩部过渡处的工作应力很大,因此过渡处的圆弧既不能太小,又要避免与锤头或砧座相干涉。圆弧上不允许有明显的加工刀痕,以免产生应力集中。
3.起重孔
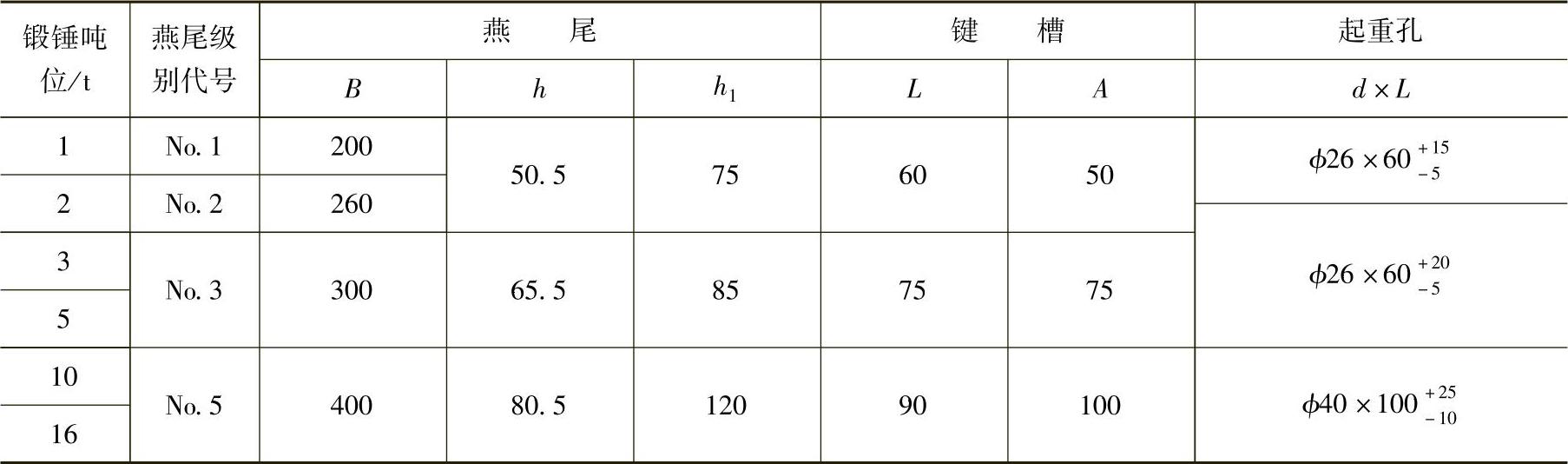
起重孔供起吊锻模用。通常均由工厂定出尺寸标准。图3-2-151及表3-2-27可供参考。
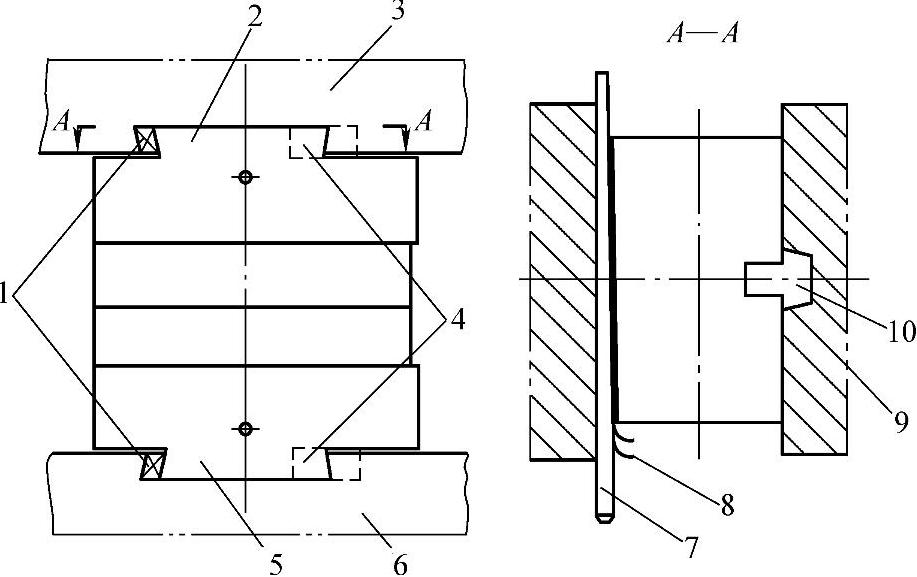
图3-2-150 锻模与锻锤的连接
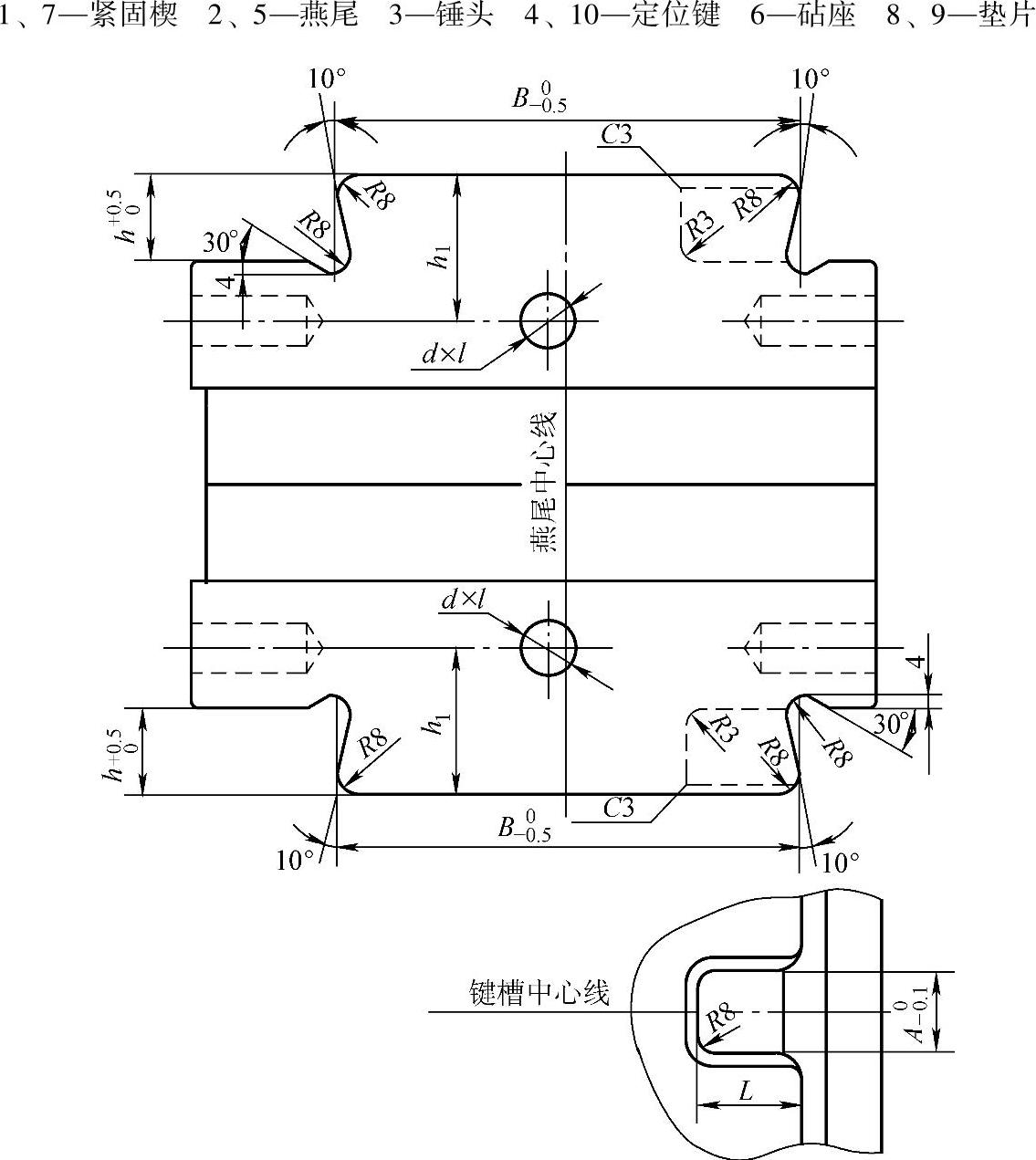
图3-2-151 锻模的燕尾及键槽(https://www.xing528.com)
表3-2-27 锻模的燕尾及键槽 (单位:mm)
锻模质量<800kg时,只在锻模前后端各钻一孔;锻模质量≥800kg时,应在锻模左右侧面各增加两个孔。
4.键
通过键确定锻模在锻锤上的前后位置。其形状尺寸如图3-2-152及表3-2-28所示。
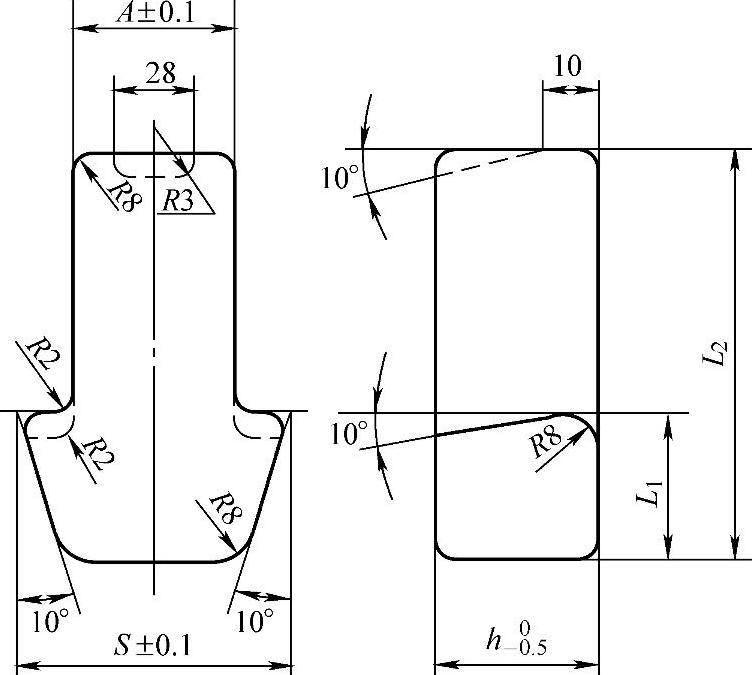
图3-2-152 键
表3-2-28 键 (单位:mm)
键的材质为45钢。调质硬度255~285HBW。
5.楔
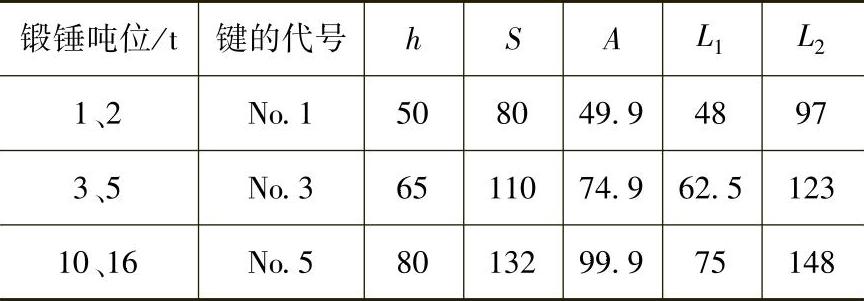
楔的作用是将锻模燕尾固紧在锤头或砧座上,其形状尺寸如图3-2-153及表3-2-29、表3-2-30所示。
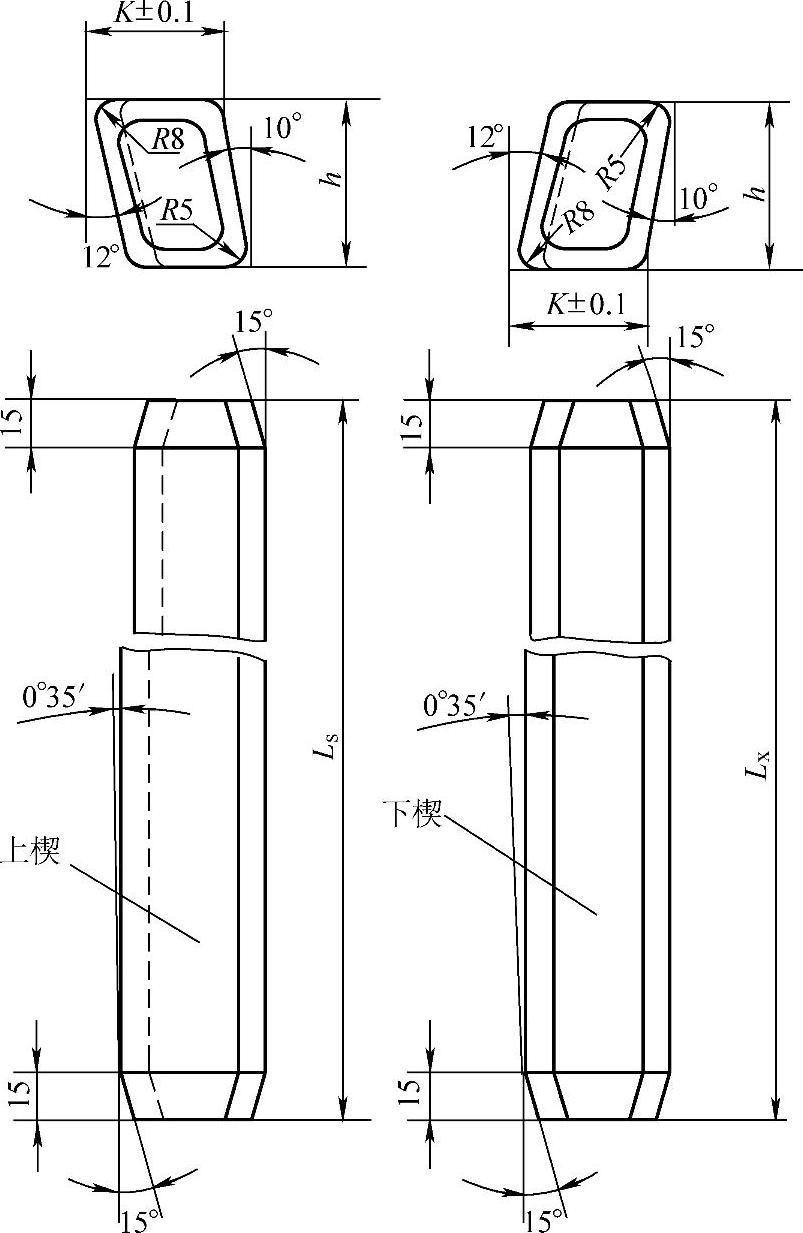
图3-2-153 楔
表3-2-29 楔的长度 (单位:mm)
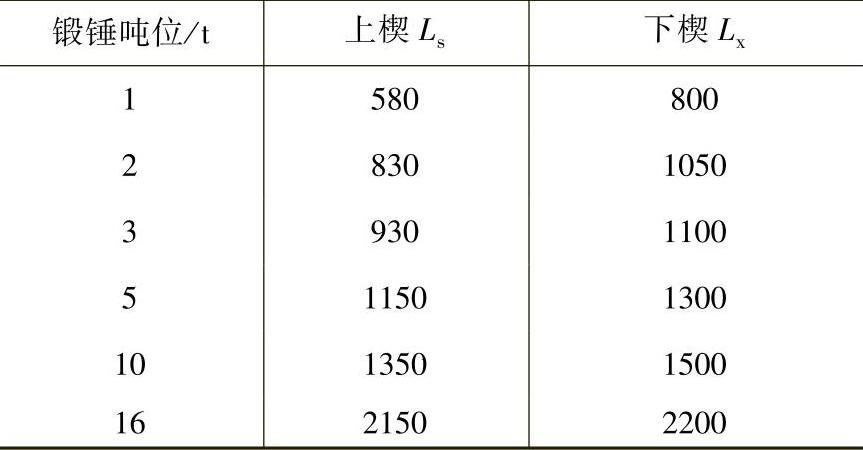
表3-2-30 楔 (单位:mm)

表3-2-30中No.1a、No.3a、No.5a是供经修整而变窄的燕尾使用的。
楔的材质为45钢,调质硬度255~285HBW。
6.垫片
垫片在安装锻模时,根据实际情况与键或楔配合作用。垫片的材质为45、50或65Mn,用冷轧钢板切成,其厚度为0.5mm、0.75mm、1mm、2mm、3mm、5mm等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。