



确定模块尺寸应符合锻锤的装模空间要求,符合模块规格标准。
1.模锻锤的装模空间
模锻锤的装模空间尺寸在JB/T 1843—2010中作了规定,但固定锻模的燕尾和键槽部分则尚未制定相应的标准。
图3-2-143及表3-2-22为JB/T 1843—2010中的有关参数。
表3-2-23及表3-2-24为供参考的燕尾和键槽尺寸。
2.模块的最大宽度和最小宽度
锻模侧壁与锻锤导轨之间应有一定的间隙,这是为了:
1)锻模作左右调整时不与导轨干涉。
2)锤头修理后导轨间距变小时,锻模不致与导轨干涉。
3)锻模翻新,燕尾在键槽一侧变窄时,锻模侧壁不与导轨发生干涉。
为此,在确定锻模的最大宽度时,要使上模侧壁与锻锤导轨之间的间隙不小于20mm。如图3-2-144所示,此外,要注意锻模的宽度处于正公差时的情况,必要时要对锻模侧壁进行机械加工以限制其宽度。
模块的最小宽度应使定位键及楔安置稳当,所加垫片不会脱出,见图3-2-145。
3.模块的最大长度
当锻件较长使锻模长度超出锤头以外时,应使伸出锤头的长度(见图3-2-146)小于模块的最小厚度,即:l≤hmin
式中 l——模块伸出锤头的长度(mm);
hmin——上模块的最小厚度(mm)。
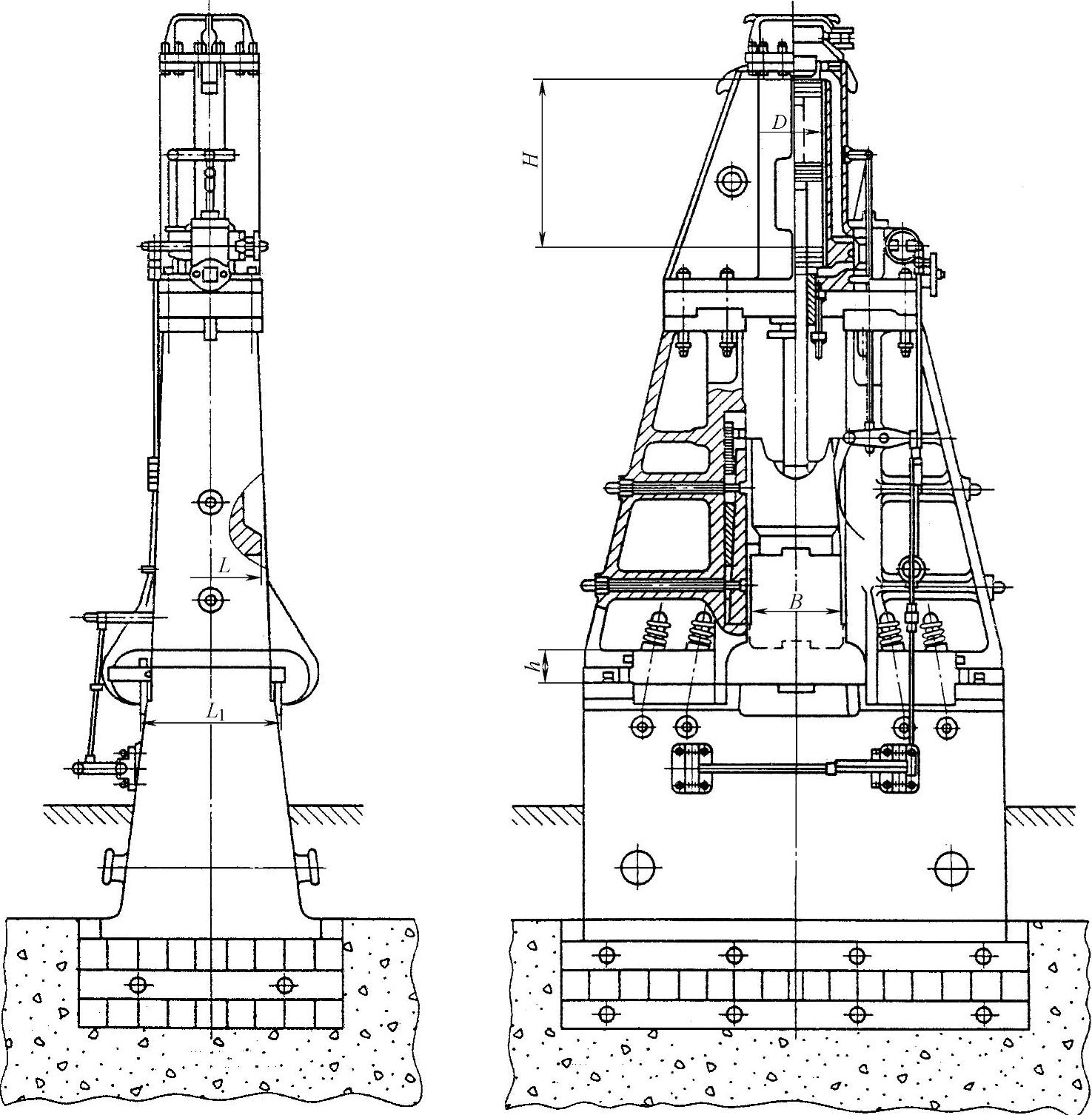
图3-2-143 模锻锤的结构型式
表3-2-22 JB/T 1843—2010中的锻锤参数
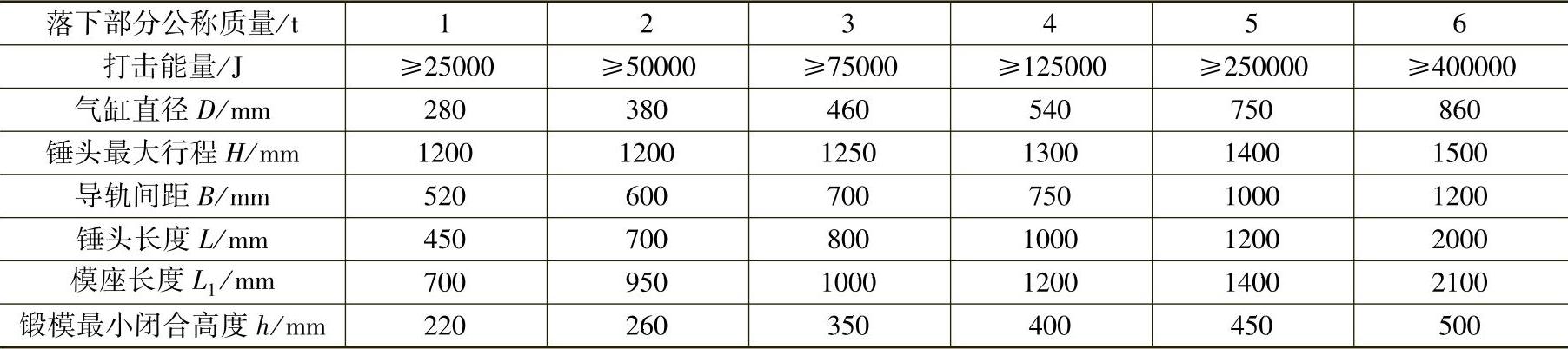
表3-2-23 燕尾槽尺寸

表3-2-24 定位键槽尺寸
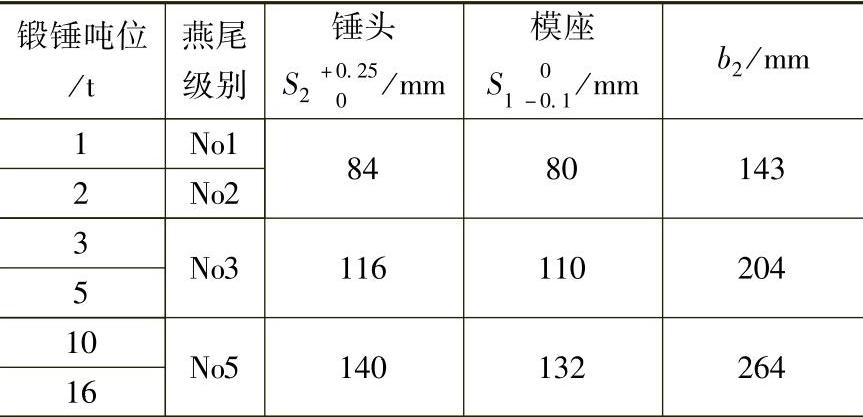

图3-2-144 模块最大宽度
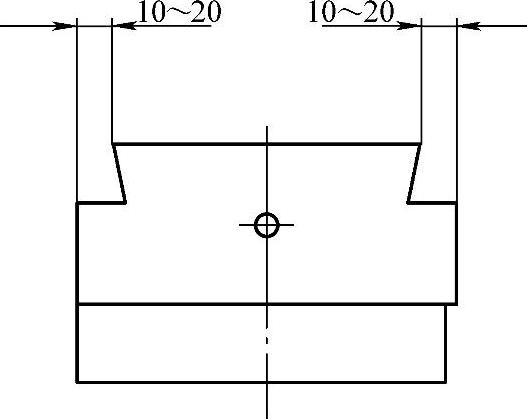
图3-2-145 模块最小宽度
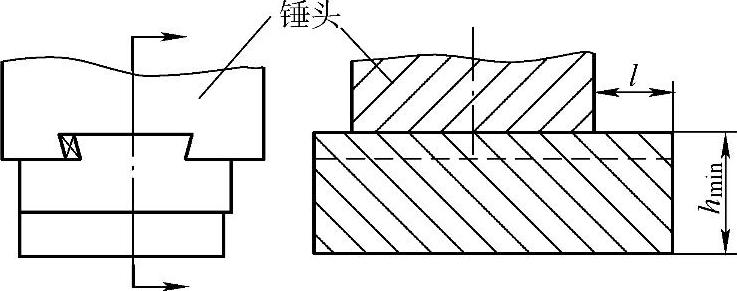
图3-2-146 模块最大长度
当终锻模膛超出锤头长度较小时,可允许伸出锤
头的长度到:(https://www.xing528.com)
l≤1.2hmin
由于锻锤砧座长度均大于锤头长度,所以锻模超出砧座的长度一般不去考虑。
4.模块的高度
由于锻模在使用过程中是要经过多次下落翻新的,所以既要确定新锻模高度H,也要确定翻新后的最小高度Hmin。见图3-2-147和表3-2-25。

图3-2-147 模块的高度
新锻模的高度大一些,可以增加模具翻新次数,提高模具寿命。但高度过大也有不利影响,那就是使锻锤的打击效率降低,并给锻工的操作带来不便。通常,锻模的下落翻新应是3~4次左右。
翻新后的最低高度不能太小,除了要防止锻锤的活塞撞击缸底,造成事故外,还要保证锻模有必要的强度。模具强度与模膛深度有关,模膛深度越大,模具越厚。
表3-2-25列出的是经验数据,基本上能满足上述要求,可供参考。
5.模块的允许质量
上模块的最大质量应不大于模锻锤吨位的35%,夹板锤等单动锤则应不大于25%。上模质量过大将影响模锻锤的操作灵活性或降低锤的打击效率。
下模块的质量则无上述限制。
6.关于模块规格标准化
模块尺寸标准化,可减少模块品种,缩短模块准备周期。因此,设计锻模时就应尽可能按模块规格标准确定锻模的轮廓尺寸。
表3-2-26为GB/T 11880—2008模块标准。
表3-2-25 模块的高度 (单位:mm)

表中尺寸为H及B。模块长度尺寸L在订货时自25mm的间隔选取,如200mm、225mm、250mm、行规定。确定L时:在L=200~700mm范围内,按275mm等。L≥700mm时,按50mm间隔选取,如700mm、750mm、800mm、850mm等。
模块的尺寸公差:
 ;B、L<600时,±4%;≥600时,
;B、L<600时,±4%;≥600时, 。
。
7.模块的流线方向
锻模寿命与模块的流线方向有极大的关系。无论如何都不应使流线方向与锻锤打击方向相同,模膛与流线垂直的面积应尽可能地减少。应遵循以下原则:
1)对于长轴类锻件,当锻模损坏的方式主要是磨损时,流线应与锻件轴线方向一致,见图3-2-148a所示。当锻模损坏的方式主要是燕尾与肩部转角处开裂时,流线应与锻件轴线方向垂直。
2)对于短轴类锻件,流线应与键槽中心线方向一致(即与燕尾方向垂直),见图3-2-148b。因为这样能使燕尾肩部转角处有较大的强度。

图3-2-148 模块流线方向
1—长轴类锻件 2—模块流线方向 3—短轴类锻件
模块上应有模块生产厂家打上的指明模块流线方向的印记。
表3-2-26 模块标准
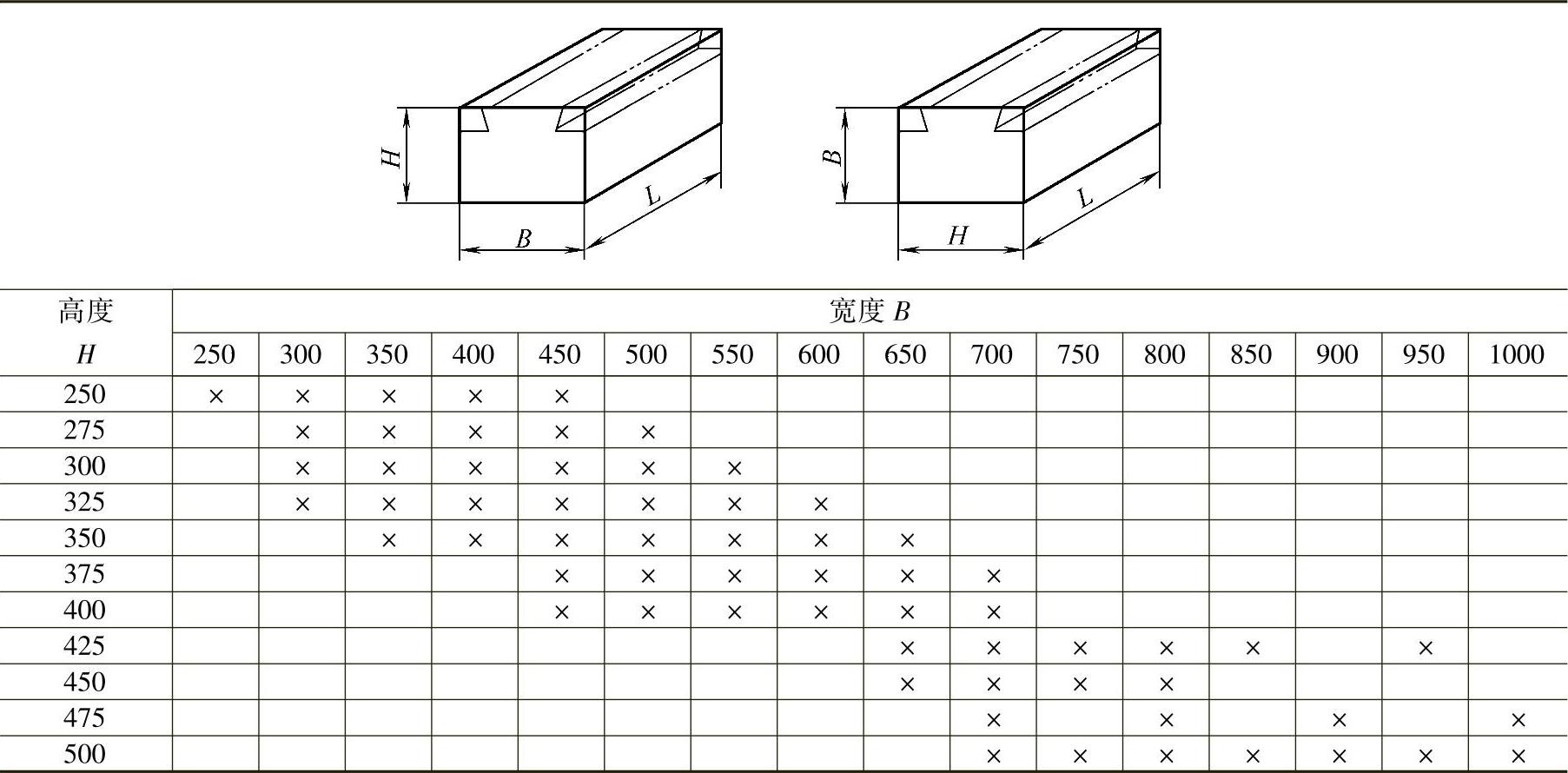
注:模块长度(L)尺寸,由需方向供方订货时在合同上规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。