



锻模模膛应有足够的壁厚,以保证锻模在工作中不致损坏;同时又要避免模块过大,由于锤锻模的工作情况十分复杂,所以模膛壁厚根据经验确定,确定模膛壁厚应考虑以下几个因素:
1)模膛深度越大,侧壁斜度越小,壁与底的圆角半径越小,壁厚越大。
2)与模膛相邻的壁面斜度越小,壁厚越大,如相邻的是锻模外壁(斜度为零),则壁厚应最大。
3)其他条件相同时,模膛的平面形状对壁厚的影响不同。在图3-2-135中a、b、c的壁厚应依次增大。
1.模膛至外壁或锁扣的壁厚(见图3-2-136)
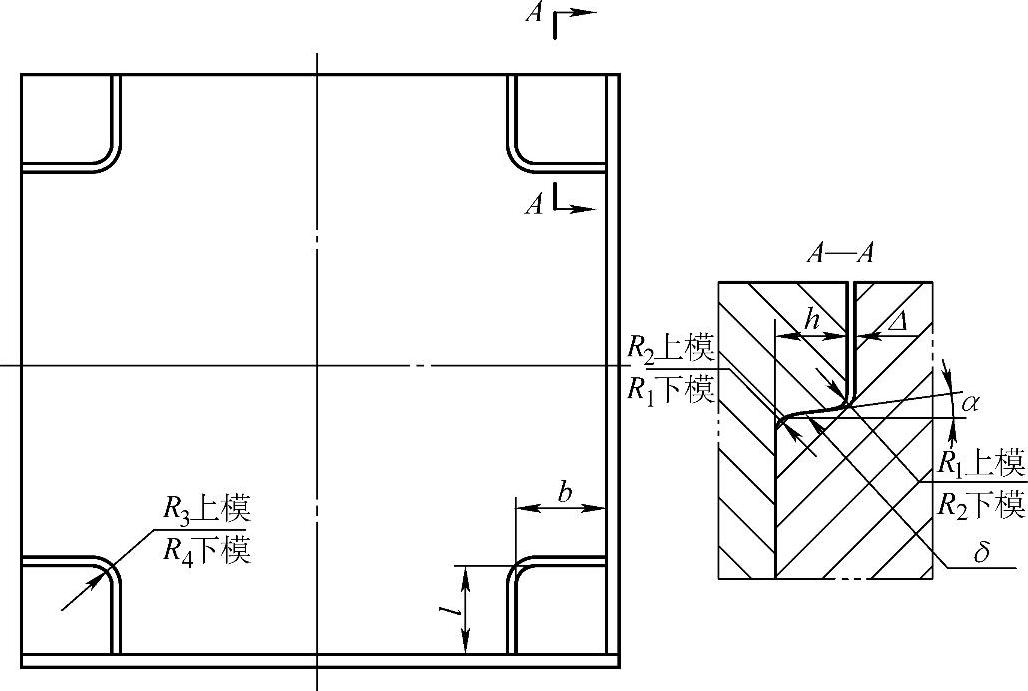
图3-2-134 角锁扣
表3-2-18 角锁扣尺寸 (单位:mm)

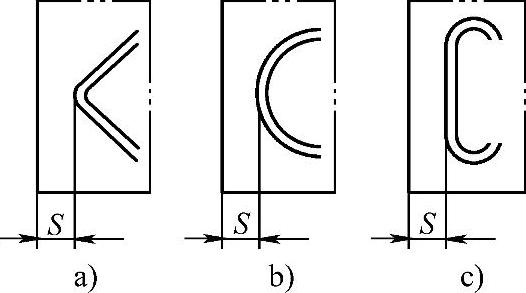
图3-2-135 三种模膛平面形状
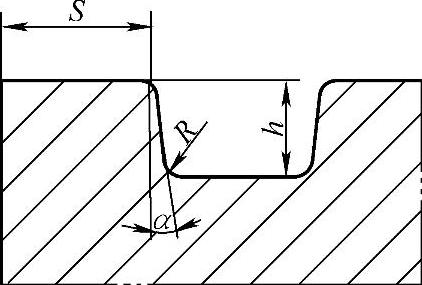
图3-2-136 模膛至外壁或锁扣的壁厚
当α=7°,R=3mm时,壁厚S可根据模膛深度h按下式确定:
S=K1h (3-2-19)
系数K1按表3-2-19选用。
在α和R较大,模膛平面形状属于图3-2-135中的a、b情况时,壁厚可适当减小。
模膛至锁扣的壁厚,除按式(3-2-19)确定保证强度外,为了避免模膛中溢出的金属挤入锁扣,有时需将壁厚加大。
2.终锻模膛与预锻模膛之间的壁厚(见图3-2-137)
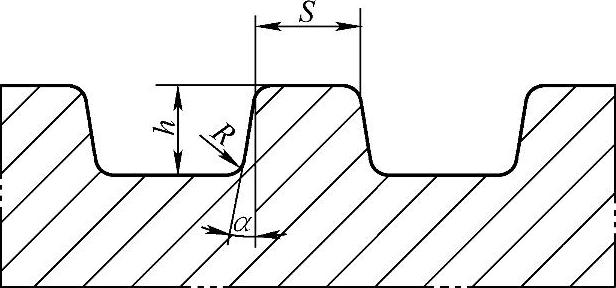
图3-2-137 终锻、预锻模膛之间的壁厚(https://www.xing528.com)
表3-2-19 系数K1

当α=7°,R=3mm时,壁厚S可根据模膛深度h按下式确定:
S=K2h (3-2-20)
系数K2按表3-2-20选用。
表3-2-20 系数K2
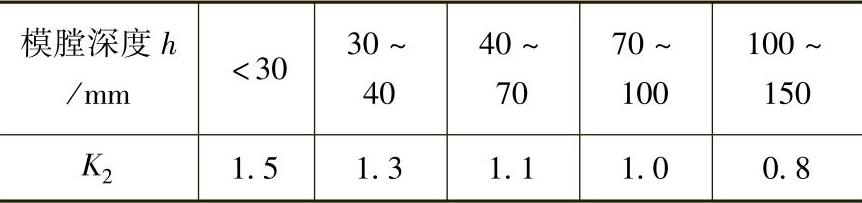
在α和R较大时,壁厚可适当减小。
3.一模多件锻造时,相邻模膛受力均衡,壁厚S值(见图3-2-138)可按下式确定:
S=(0.5~1)h
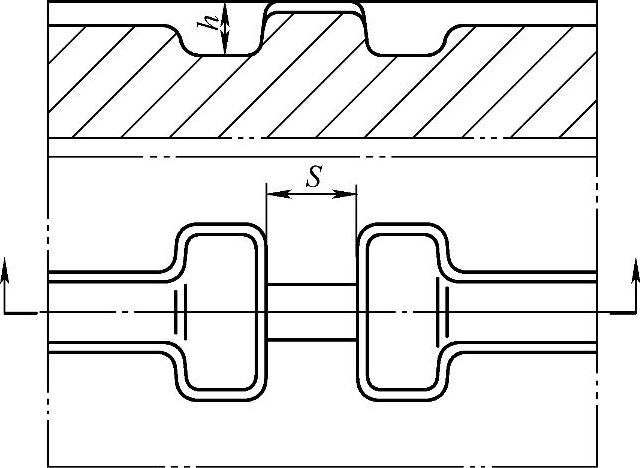
图3-2-138 一模多件时的模膛壁厚
此外,确定壁厚时,还要考虑能够容纳有一定宽度的切边凹模刃口。
4.制坯模膛的壁厚
拔长、滚压、卡压、弯曲等制坯模膛的受力小,其壁厚也较小。其最小壁厚Smin(见图3-2-139)为5~10mm。
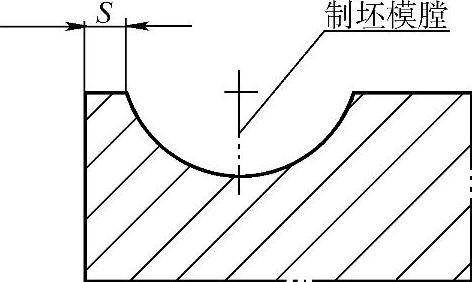
图3-2-139 制坯模膛的壁厚
5.模锻模膛至钳口的壁厚
参见本章第三节之三:钳口。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。