



模膛排列包括确定终锻模膛位置、确定终锻模膛与预锻模膛的相互位置以及制坯模膛的布置等问题。这些问题与锻件质量、操作方便性以及生产效率等有着密切的关系。
1.锻模中心与模膛中心
终锻模膛的位置依据锻模中心与模膛中心的位置确定。
锻模中心是锻模燕尾中心线与键槽中心线的交点。当锻模固定在锤上时,锻模中心即与锻锤锤杆中心重合,因此锻模中心就是锤的打击中心,见图3-2-110。
模膛中心是指锻打时金属在模锻模膛(主要指终锻模膛)中变形抗力合力的作用点,见图3-2-110。求出模膛中心的准确位置是困难的;但对于平面分模的锻件,可近似地认为模膛中心就是模膛(包括飞边桥部)在分模面上投影面积的面心G(见图3-2-111)。模膛中心可在模膛轮廓之内,也可在模膛轮廓的外边。面心可用图解、计算等方法求出,对于形状复杂的锻件,可用样板实测法方便地求出。
样板实测的方法是:将模膛轮廓(包括飞边桥)画在厚纸板上剪下;在上面任选两点A、B;再用大头针依次穿过A、B点将样板吊起作铅垂线;两线的交点G即为所求。见图3-2-112。
2.确定终锻模膛位置的一般原则
对于平面分模的终锻模膛,模膛中心应尽量接近锻模中心。模膛中心偏离锻模中心将导致锻造时产生偏心力矩,引起锻模错移。模膛中心偏离越远,产生的错移也越大。其上模错移的方向与模膛中心偏移的方向一致,如图3-2-113所示。
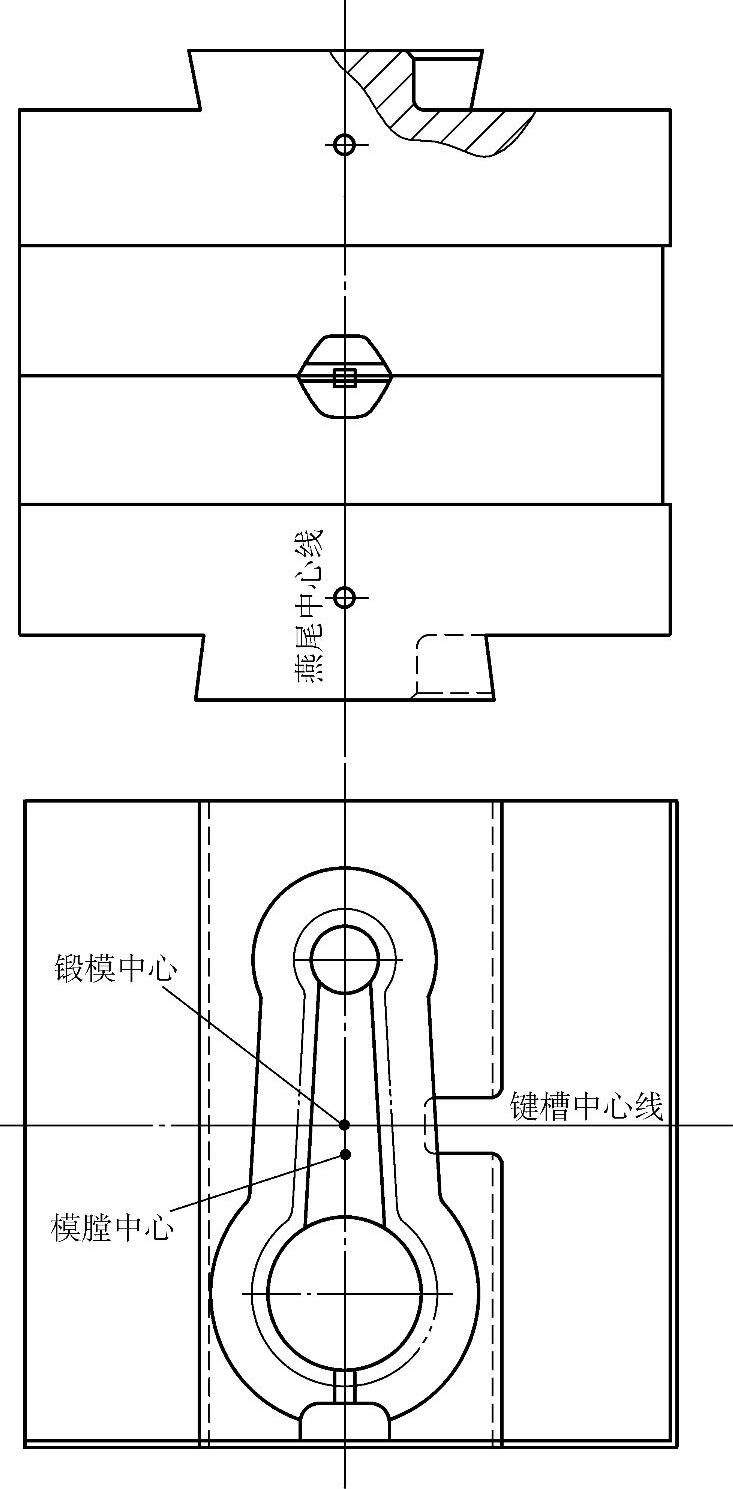
图3-2-110 锻模中心及模膛中心
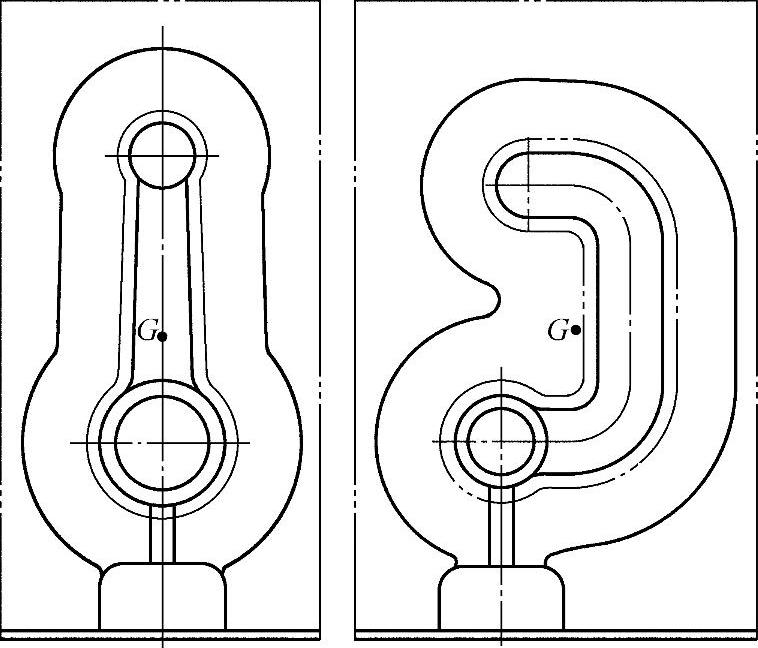
图3-2-111 模膛中心
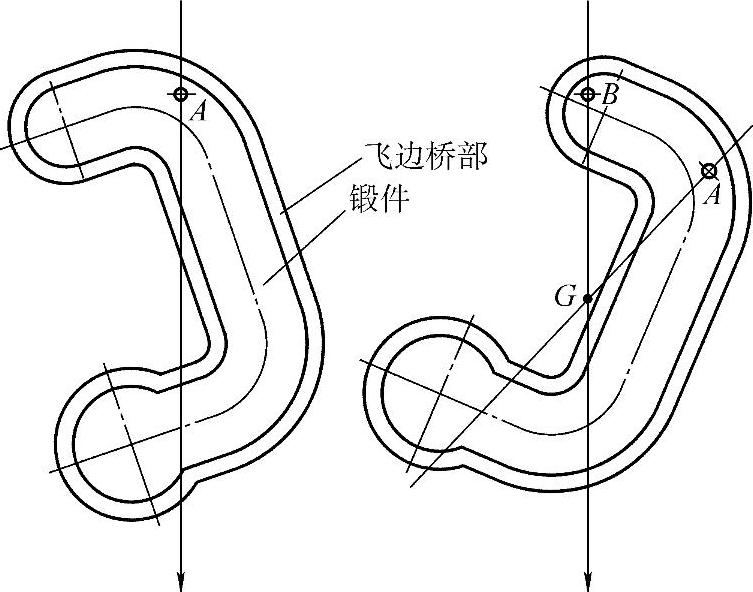
图3-2-112 用样板实测法确定模膛中心
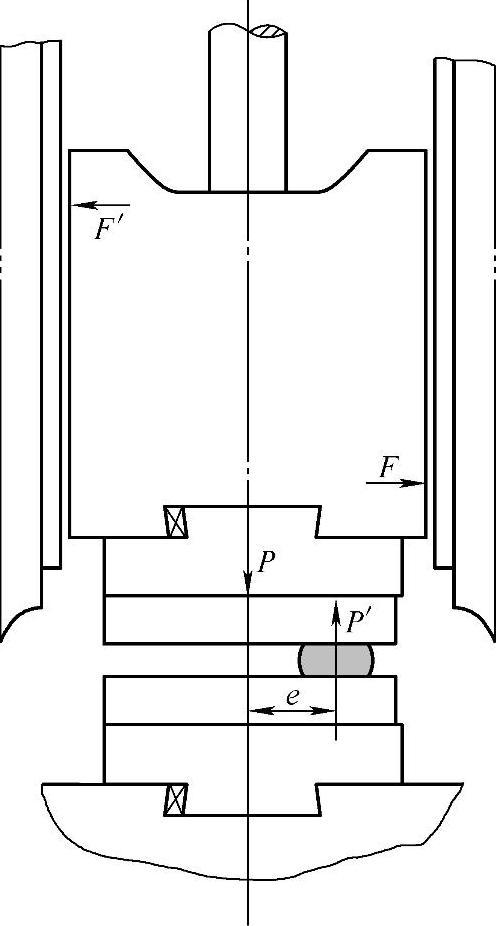
图3-2-113 偏心力矩引起错移示意
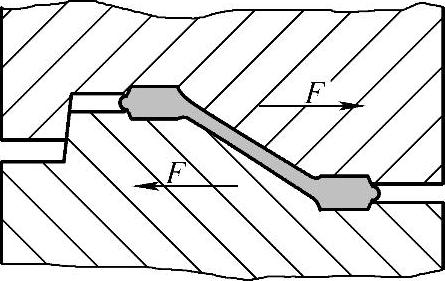
图3-2-114 斜面对错移的影响
对于带落差的锻件,锻件斜面上的模锻变形抗力有相当大的水平分力F(见图3-2-114)。分力F将使模具产生错移,使平衡锁扣剧烈磨损,严重时甚至会将锁扣打裂,为了抵消分力F的影响,需要将模膛中心特意偏离锻模中心,利用由此而产生的偏心力矩来消除或减小水平分力的作用。模膛中心偏移的方向如图3-2-115所示。即:模膛中心应朝着下模斜面升高的方向偏移,偏移的距离S可按下式:
S=(0.2~0.4)h
式中 h——斜面的高度。
当锻件倾斜部分面积较大较陡,或对锻件错差要求较严时,取式中较大的系数。
3.终锻模膛与预锻模膛的布置原则
在预锻模膛和终锻模膛同时存在时,二者的布置要兼顾,一是在模壁强度允许的条件下,二者力求靠近,二是终锻模膛要比预锻模膛更加靠近锻模中心些。
终锻模膛中心至锻模中心的距离与预锻模膛中心至锻模中心距离之比,一般为:1/3L比2/3L′见图3-2-116。参考文献[4]的推荐值为1/4L比3/4L可供参考。
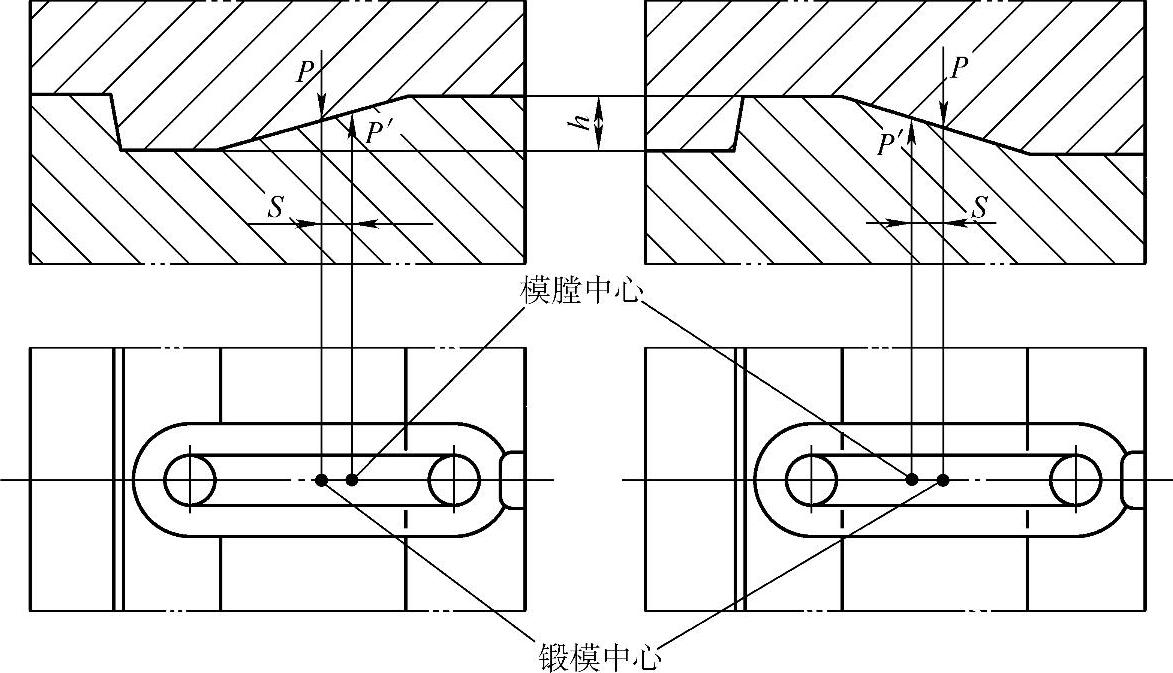
图3-2-115 用偏移模膛中心的方法抵消斜面的影响
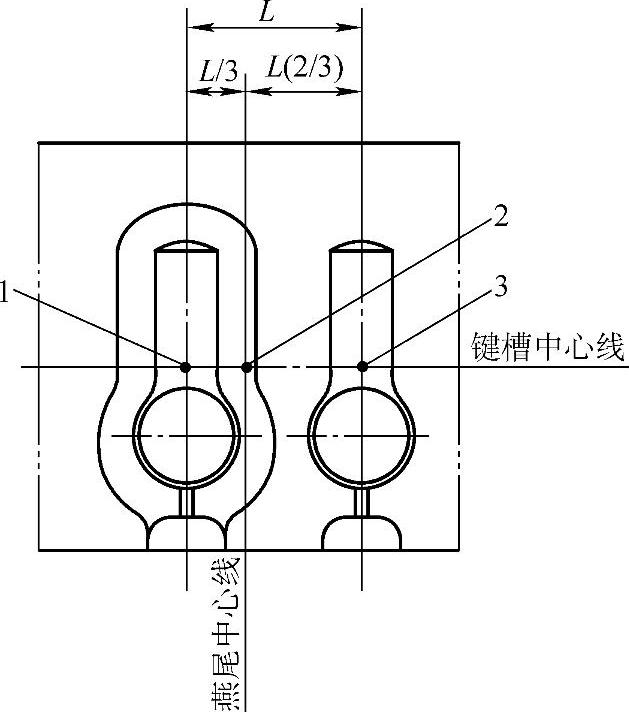
图3-2-116 终锻与预锻模膛的布置(https://www.xing528.com)
1—终锻模膛中心 2—锻模中心 3—预锻模膛中心
在预锻模膛中心偏离锻模中心较大的情况下,仍应使模膛中心在燕尾承击而之内,即:l<b,见图3.2-117。模膛中心超出燕尾承击面,有将锻模打裂的危险。
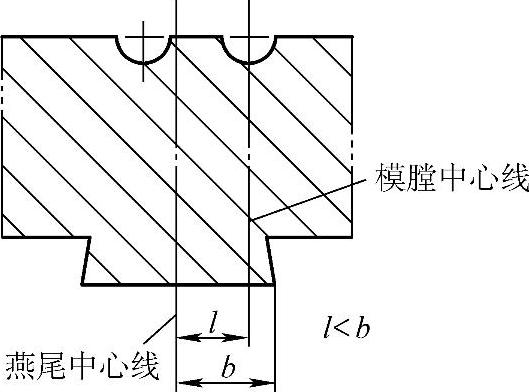
图3-2-117 模膛中心不应超出燕尾承击面
终锻模膛与预锻模膛在模块平面上的布置有三种方式:
1)同向排列,见图3-2-118。两个模膛方向相同,模膛中心均在锻模键槽中心线上,锻件前后方向的错差好控制,操作方便,是最常用的布置方法。
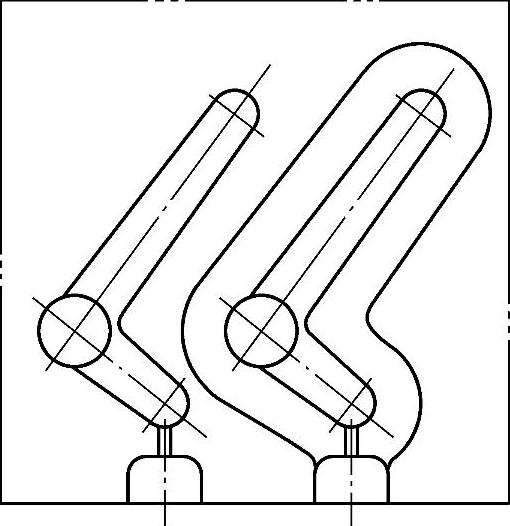
图3-2-118 模膛同向排列
2)反向排列,见图3-2-119。两个模膛的中心也都在键槽中心线上,但预锻与终锻的方向相反。这样排列有时能使两个模膛靠近,减小模膛距离,锻打时需将预锻件翻转180°置入模膛终锻,这对锻件充满和清除氧化皮有利。对于有不易充满部分的锻件,可以利用这种布置的特点。
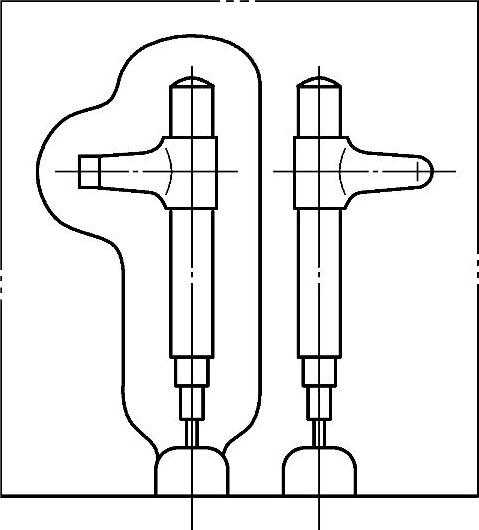
图3-2-119 模膛反向排列
3)前后错开排列,见图3-2-120。用来布置宽度大而长度较小的锻件,要求预锻做得更为圆浑些,以防止因预锻的错差导致锻件产生折叠。
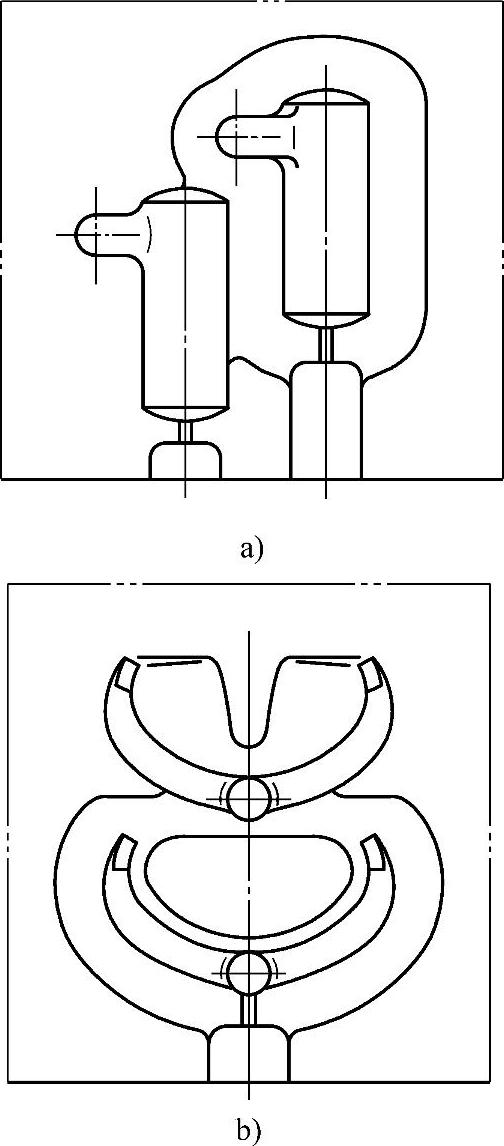
图3-2-120 模膛前后错开排列
4.关于模膛的预错
由于预锻模膛比终锻模膛更为偏离锻模中心,容易在预锻时产生较大的错差,影响锻件的质量,为此可在预锻模膛上作出预先的反向错移量Δ。见图3-2-121,通常,在模膛的中心偏移大于60mm时作出预错。预错量Δ一般为1~4mm,依经验确定。
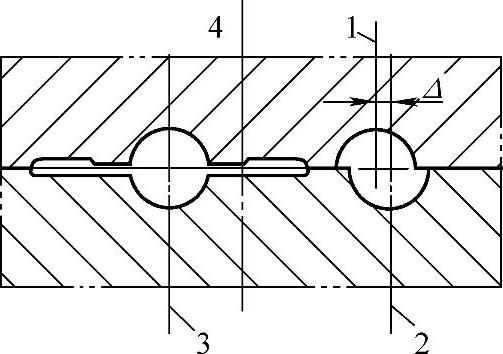
图3-2-121 模膛的预错
1—上模预锻模膛中心 2—下模预锻模膛中心 3—终锻模膛中心 4—燕尾中心线
5.制坯模膛的排列
制坯模膛的排列遵循以下原则:
1)模膛的位置应与加热炉、切边压床的位置相适应。为了操作方便,第一个制坯模膛置于靠近加热炉的一侧。
2)第一个制坯模膛应在吹氧化皮风管的对面,以避免氧化皮落到终锻模膛里。如果加热炉在锻锤的左边,吹风管在锻锤右机架上,这时第一工步应在锻模左侧进行。
3)模膛应尽可能按工步顺序排列,以减少坯料往返移动的次数。
4)拔长模膛如在左侧,可采用斜式的,以使操作方便。
5)弯曲模膛的位置应与其他模膛位置相适应,使坯料弯曲后能够顺手翻入预锻或终锻模膛。见图3-2-122。对于较轻的锻件,通常以置于锻件凸向的一侧较为顺手;对于较重的锻件,则应作具体分析。有时按图3-2-122b的排列较省力,即这时使弯曲坯料下半部分先转向终锻模膛。
6)切刀一般位于锻模的后方角上,左角或右角视操作方便而定,也可位于右前角上。
在加热炉位于锻锤左边的情况下,经常采用的各种模膛排列方案如图3-2-123所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。