



1.镦粗台的作用
镦粗台也称为镦粗模膛。它的作用是沿着轴线镦锻坯料,使坯料的直径增大。几乎所有的齿轮、凸缘、法兰等短轴类锻件都要经过镦粗制坯再进行模锻,一方面使模锻时坯料容易放在模膛中心或更便于在模膛中放稳,一方面也减少了模锻的锤击次数延长了模锻模膛的使用寿命。此外,镦粗时能很容易地去掉坯料上的氧化皮,这对于使用普通加热方法的情况来说是非常重要的。
2.镦粗台的高度
镦粗台的高度由镦粗后坯料直径决定。镦粗后的坯料直径则要考虑避免折叠、便于定位、有利于充满等因素。
在图3-2-102中,坯料直径d应取在D1与D2之间,以防止终锻时由于坯料直径过小而在轮缘上出现折叠。
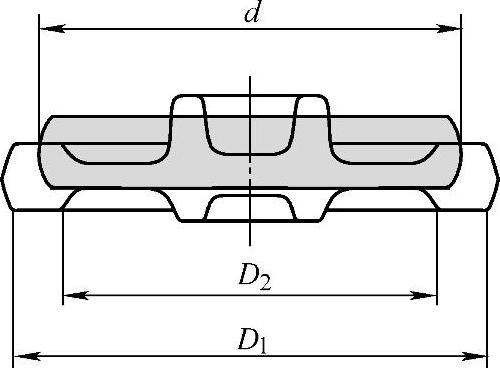
图3-2-102 坯料直径在轮缘中间处
图3-2-103是锥齿轮的例子,锻件直径一般较大,需要联合锻造,即在一台锻锤上镦粗,在另一台锻锤终锻。锻件的形状容易充满,故应使坯料直径d接近下模直径D,使坯料放入终锻模膛时,能够容易地观察坯料是否处于模膛中心位置并容易纠正放偏的坯料。对于这类锻件,由于坯料的偏置可导致缺料的一边锻件缺肉并产生折叠。
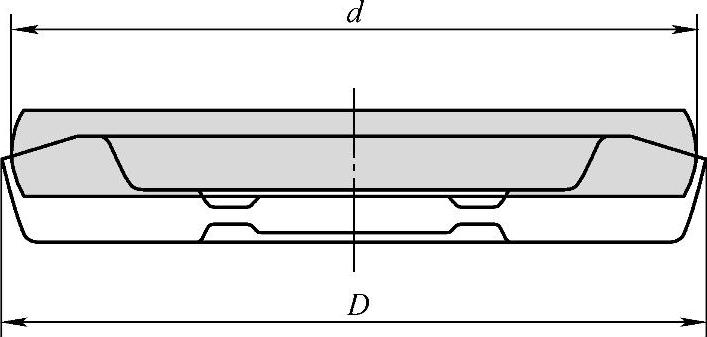
图3-2-103 坯料直径接近锻件外径
图3-2-104则是要考虑坯料的高度h能够保证突缘凸台部分能够充满。一般可使h比凸台高度大5%~15%。
当坯料直径确定之后,即可按下式算出镦粗台的高度:

式中 Vp——坯料的体积(mm3);
d——坯料镦粗后的直径(mm)。(https://www.xing528.com)
3.镦粗台在模块上的位置
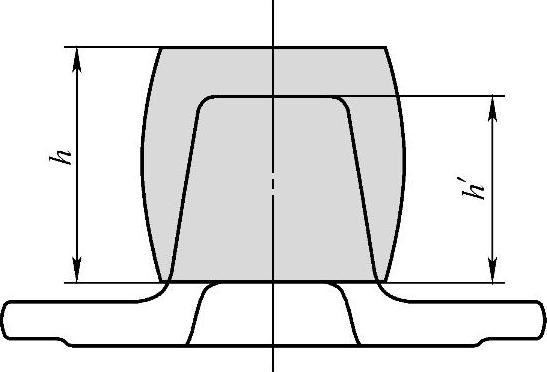
图3-2-104 坯料高度h应保证凸台部分的充满
镦粗台的宽度应较镦粗后的坯料直径大出20~40mm。即图3-2-105中c=10~20mm。
镦粗台一般位于模块的左前角或右前角,镦粗台过于偏离打击中心对于模具的强度来说是危险的,特别是对于镦粗直径很大的锻件。为此,镦粗台的位置还应符合:
b1/b<1.4及l1/l<1.4的规定,如图3-2-105所示。
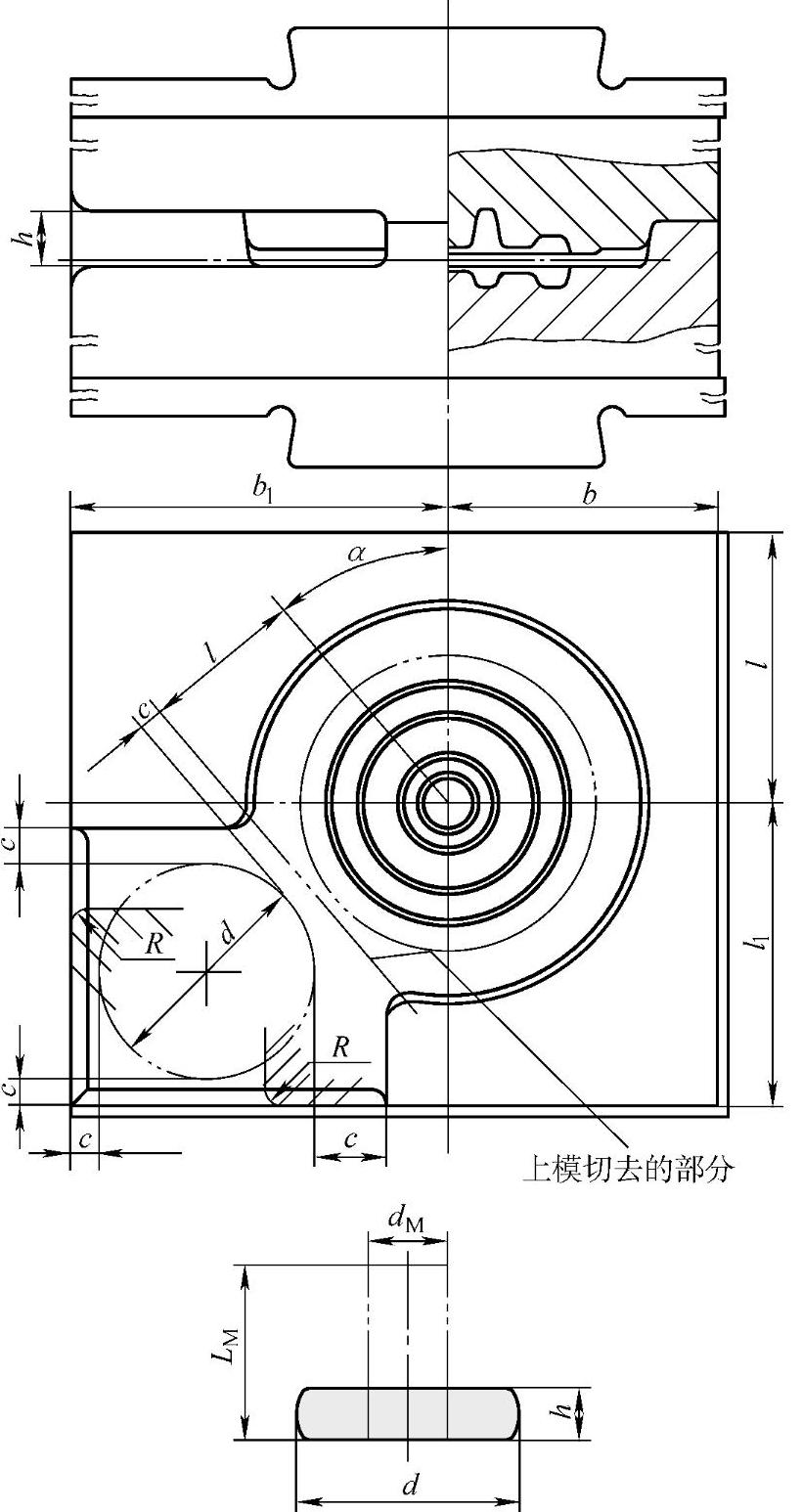
图3-2-105 镦粗台
镦粗台的边缘应成圆角,R=8~10。
4.压扁面
压扁面用来将坯料的截面压扁增宽,主要用于扁宽的锻件。
通常压扁后的高度由操作者在操作时自行控制,在模块上留出足够的压扁平面即可。参见图3-2-106。
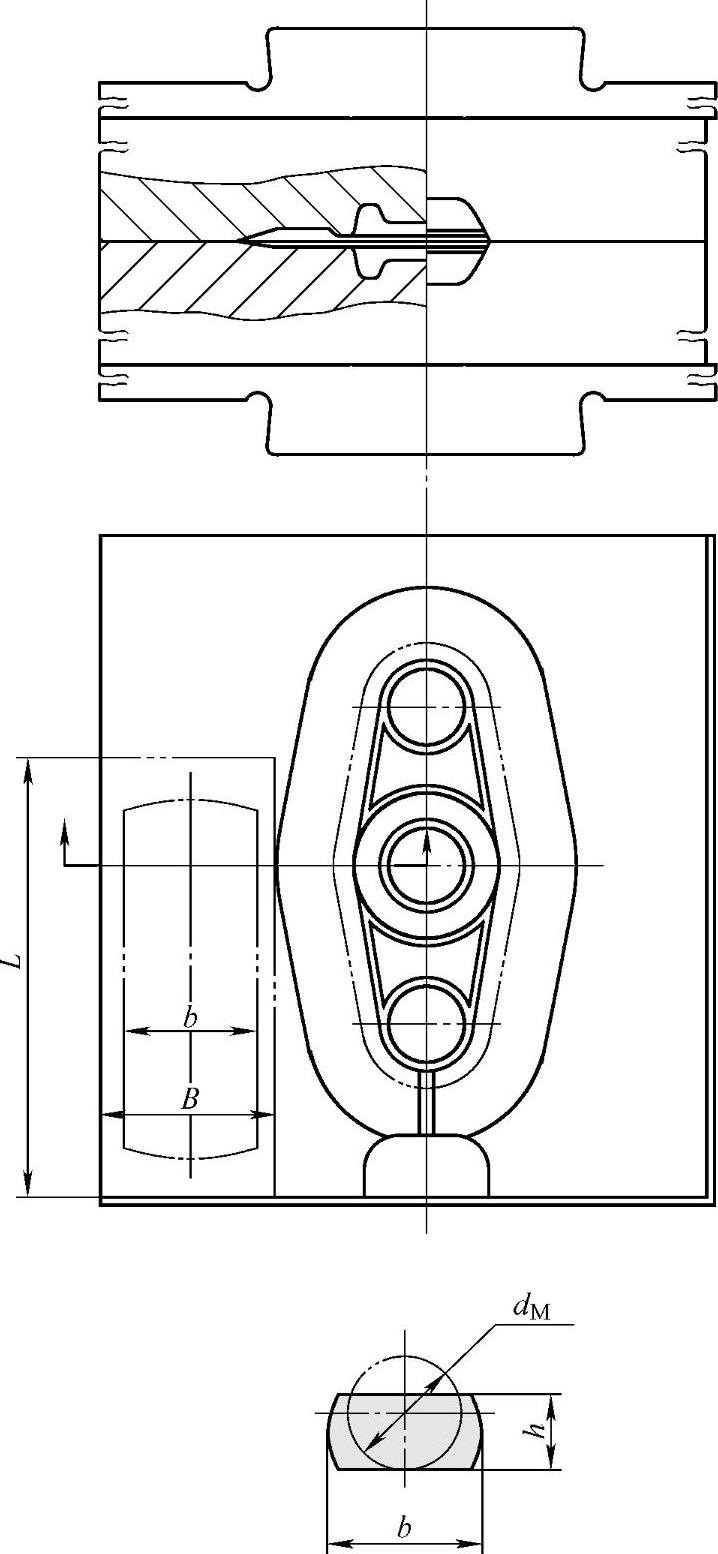
图3-2-106 压扁面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。