



终锻模膛是锻造锻件不可缺少的模膛,是由它获得带有飞边的最后形状和尺寸的锻件。终锻模膛设计包括终锻模膛设计和飞边槽设计两部分。
1.终锻模膛设计
锻件图(又称冷锻件图)是设计终锻模膛的依据。将冷锻件图的每个尺寸都加上收缩量,便可绘制出热锻件图。终锻模膛就是按热锻件图制造的。
热锻件尺寸按下式计算:
LR=L(1+δ) (3-2-11)
式中 LR——锻件的热尺寸(mm);
L——冷锻件尺寸(mm);
δ——收缩率(%)。
收缩率δ是个与锻件材料、锻造温度、模具材料、模具的工作温度等多种因素有关的值。对于常用的结构钢锻件,锻造温度在1200℃左右的情况下,根据经验,收缩率δ取1.5%比较合适。对于细长的杆类锻件或打击次数较多,终锻温度较低的锻件,收缩率也要适当减小,可尝试取1.2%或1.3%等。
为了能得到要求的锻件,终锻模膛尺寸应与热锻件图相同。但在有些特殊情况下,需将模膛尺寸作适当的改变,才能适应锻造工艺上的要求。
1)当利用小设备锻大锻件时,由于锤的打击能量不足,难以将锻件打靠。为了保证锻件在厚度方向尺寸能在公差范围内,可适当地减小终锻模膛的深度尺寸。减小量一般在0.5~3mm范围内,要根据打击能量不足情况来确定。
如果用大设备锻小锻件,就容易使模具的分模面打塌,造成锻件厚度尺寸过小,为了保证锻件尺寸和模具使用寿命,可把终锻模膛深度尺寸按锻件的允许正公差加深。
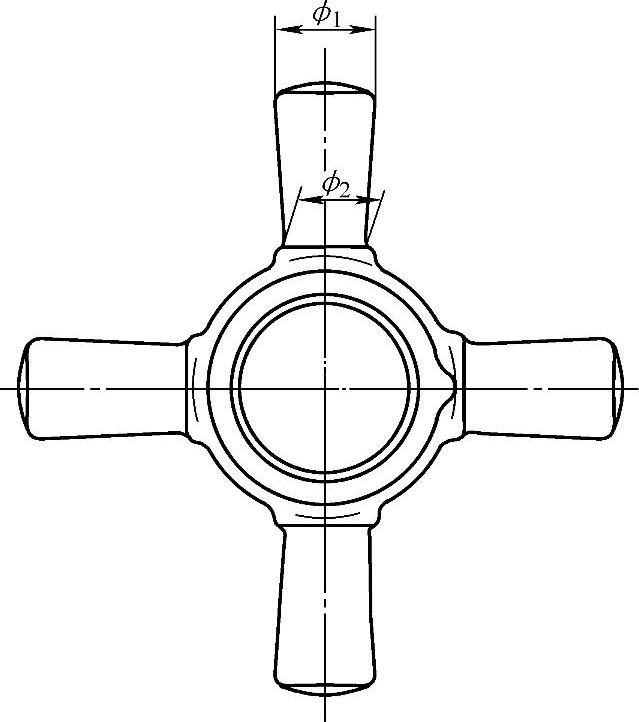
图3-2-48 十字轴
2)终锻模膛易磨损处应预先考虑到,使它在磨损一定量后仍能得到合格的锻件。如图3-2-48所示的十字轴,在四个轴的根部金属流动较为剧烈,因此轴的根部磨损极快,此时轴根部尺寸ϕ2应按其允许的负公差缩小,轴的端部ϕ1则按锻件的公称尺寸设计模膛,这样在根部磨损到一定量时,仍能符合锻件的尺寸要求。
3)若锻件的某些部分狭小而深,容易堆积氧化皮不易清除,则应将这些部位的模膛加深。如图3-2-49所示。
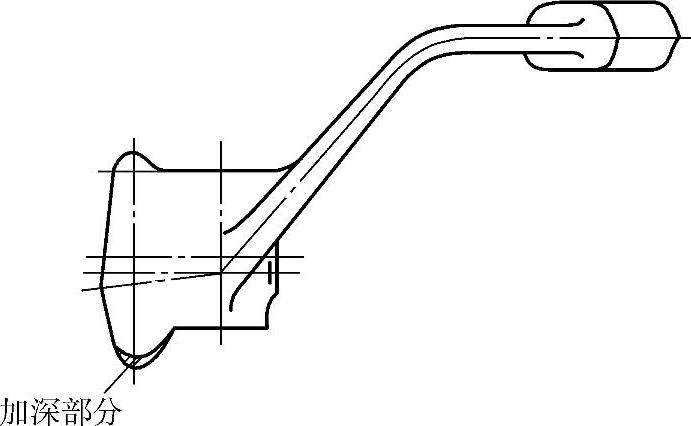
图3-2-49 有狭小而深部分的锻件
4)图3-2-50所示的锻件上模部分具有较高的肋,下模部分是圆形的平面,这类锻件定位不良,在锻造时会产生转动,使第一锤打出的肋被第二锤打击时破坏,因此在锻件上要增设一个特殊形状的余块,以保证每次打击时锻件不易变位。
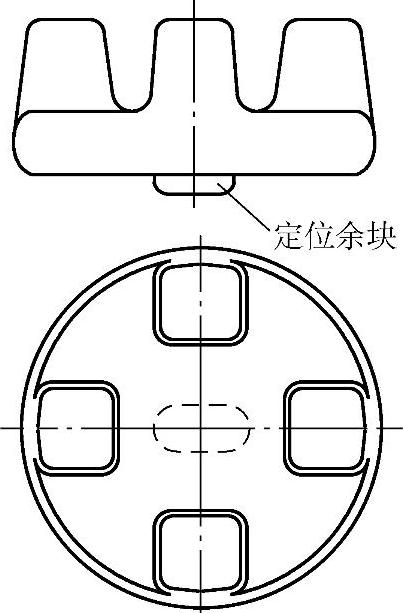
图3-2-50 需增设定位块的锻件
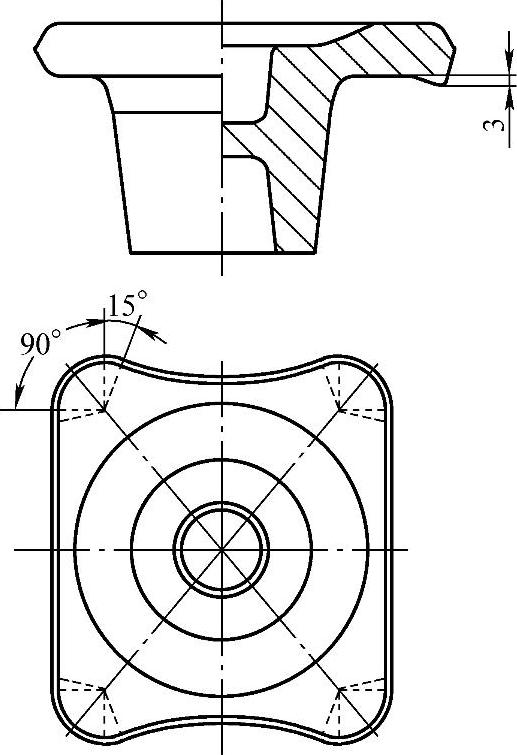
图3-2-51 带有四角扁薄法兰的锻件
 (https://www.xing528.com)
(https://www.xing528.com)
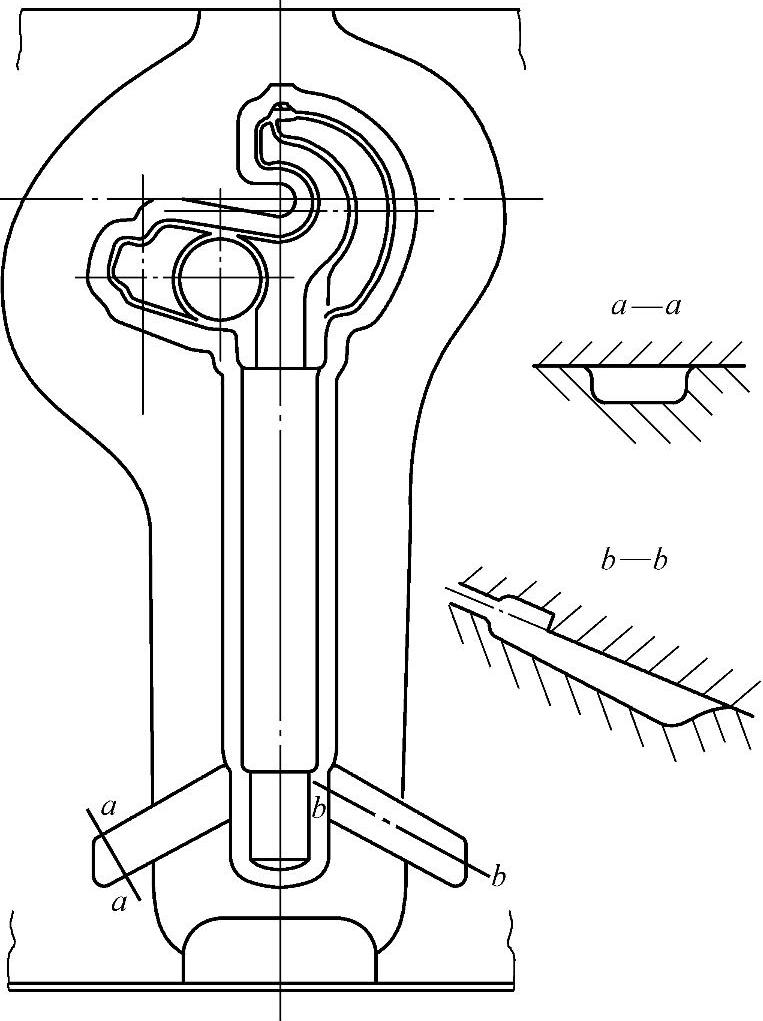
图3-2-52 起模沟槽
5)对于带有四角扁薄法兰的锻件,应考虑切边时的四角变形,增加一些补偿性的余块。这四角的变形范围大约10~15mm,变形拉薄量大约1.5mm。如图3-2-51所示。
6)当锻件比较大某些部分又比较复杂,为节省金属又没有设夹钳料头。则应在终锻模膛的两侧设计沟槽,如图3-2-52所示。这样便于用钳子伸进飞边的底部以帮助起模。
2.飞边及飞边槽
模锻后所得到的锻件是四周带有飞边的锻件。应根据锻件尺寸、形状和切边方向等确定飞边槽的型式和尺寸。
(1)飞边的作用
1)容纳多余的金属。
2)在模膛的四周形成阻力。
3)起缓冲作用。
(2)飞边槽的形式 飞边槽是由桥部和仓部组成。桥部较薄金属冷却快,使模膛四周产生阻力,迫使金属充满模膛。仓部用以容纳多余金属。
常用的飞边槽如图3-2-53所示的四种型式。
1)型式Ⅰ。是最常用的一种,飞边桥部设计在上模,因上模与热金属接触时间短,受热少,不易过热和磨损。尤其是冷切边的锻件多采用这种型式的飞边槽。
2)型式Ⅱ。其特点是桥部设计在下模。这种飞边槽适用于下列两种情况:
①上模形状较为复杂或较深,切边时需将锻件翻转180°,便于操作和简化切边凸模制造。
②整个模膛全部位于下模时,亦采用这种形式的飞边槽。
3)型式Ⅲ。对于大型或复杂锻件,要求飞边槽能容纳较多的多余金属时采用。
4)型式Ⅳ。如果锻件的某些部分较为复杂难以充满,常在相应部分采用这种形式的飞边槽,以提高局部的阻力。
上述四种型式是飞边槽的基本型式,可以单独选用其中的一种型式,也可选用两种型式组成混合式的飞边槽(见图3-2-54)。
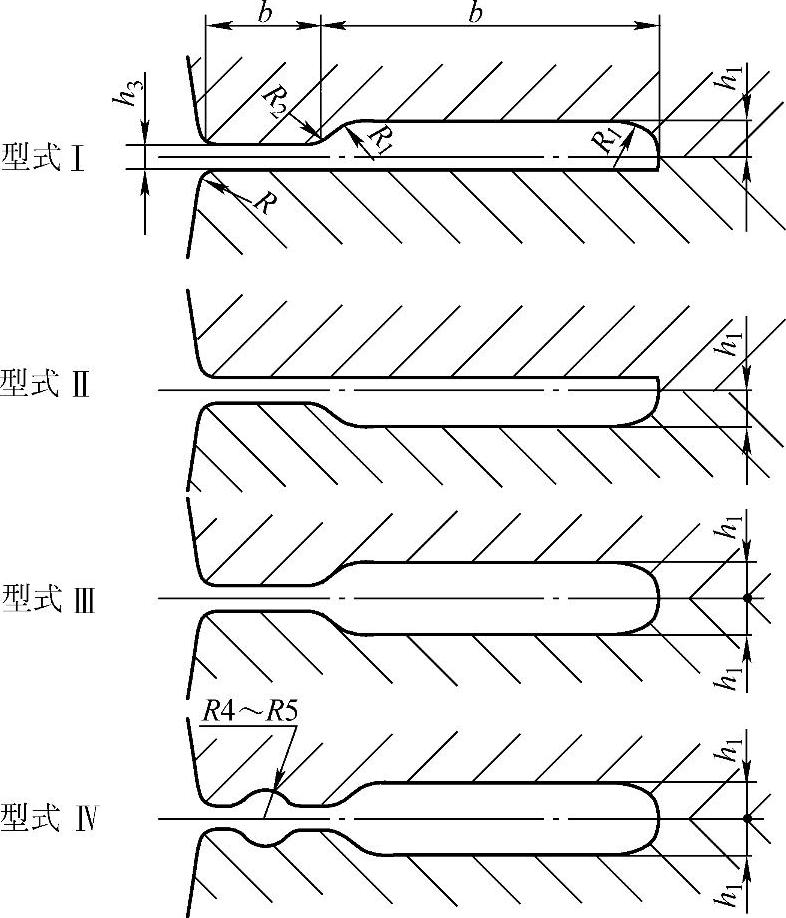
图3-2-53 飞边型式
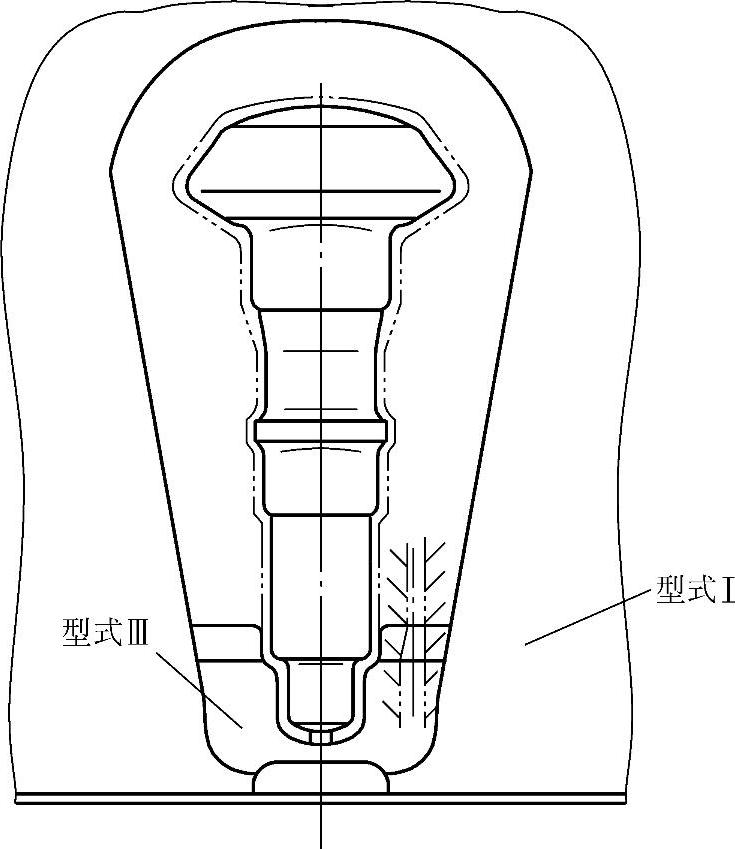
图3-2-54 组合式飞边槽
(3)飞边槽尺寸 飞边槽的尺寸与锻件的复杂程度和锻件的大小有关。模膛四周的阻力大小,取决于桥部的高度h3和桥部的宽度b。飞边槽尺寸可按表3-2-6选取。当选用的锻锤吨位比实际需要的大时,h3值应适当减小;当选用的锻锤吨位比实际需要的小时,为了避免因锻压不足造成锻件超差,可适当增加h3值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。