



当孔径d≥25mm,冲孔深度h不大于冲头直径d时,此类锻件可在模锻过程中进行冲孔,然后在切边压力机上冲去连皮,获得带透孔的锻件。冲孔连皮及不通孔可分为如下四类。
1.平底连皮
按照锻件的孔径和高度尺寸由图3-1-15查出平底连皮的厚度尺寸。
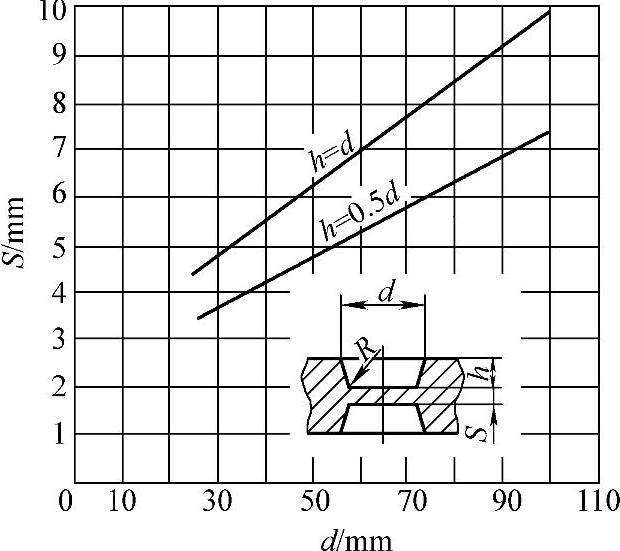
图3-1-15 平底连皮
2.斜底连皮
当锻件的孔径较大(d>60mm),平底连皮较薄,阻碍金属外流,易使锻件内孔产生折叠和造成冲头压塌。采用斜底连皮(见图3-1-16),连皮斜度增加了连皮和内孔接触处的连皮厚度,促进金属向外流动,避免产生折叠,冲头不易损坏,斜底连皮的尺寸如下:
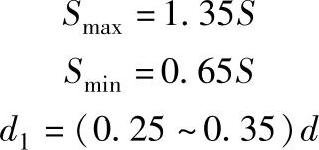
式中 S——采用平底连皮的厚度。
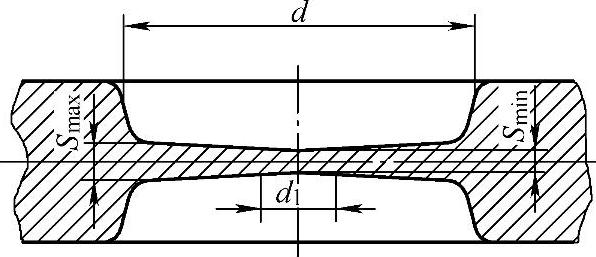
图3-1-16 斜底连皮
表3-1-13 锤上模锻件模锻斜度数值表(GB/T 12361—2003)

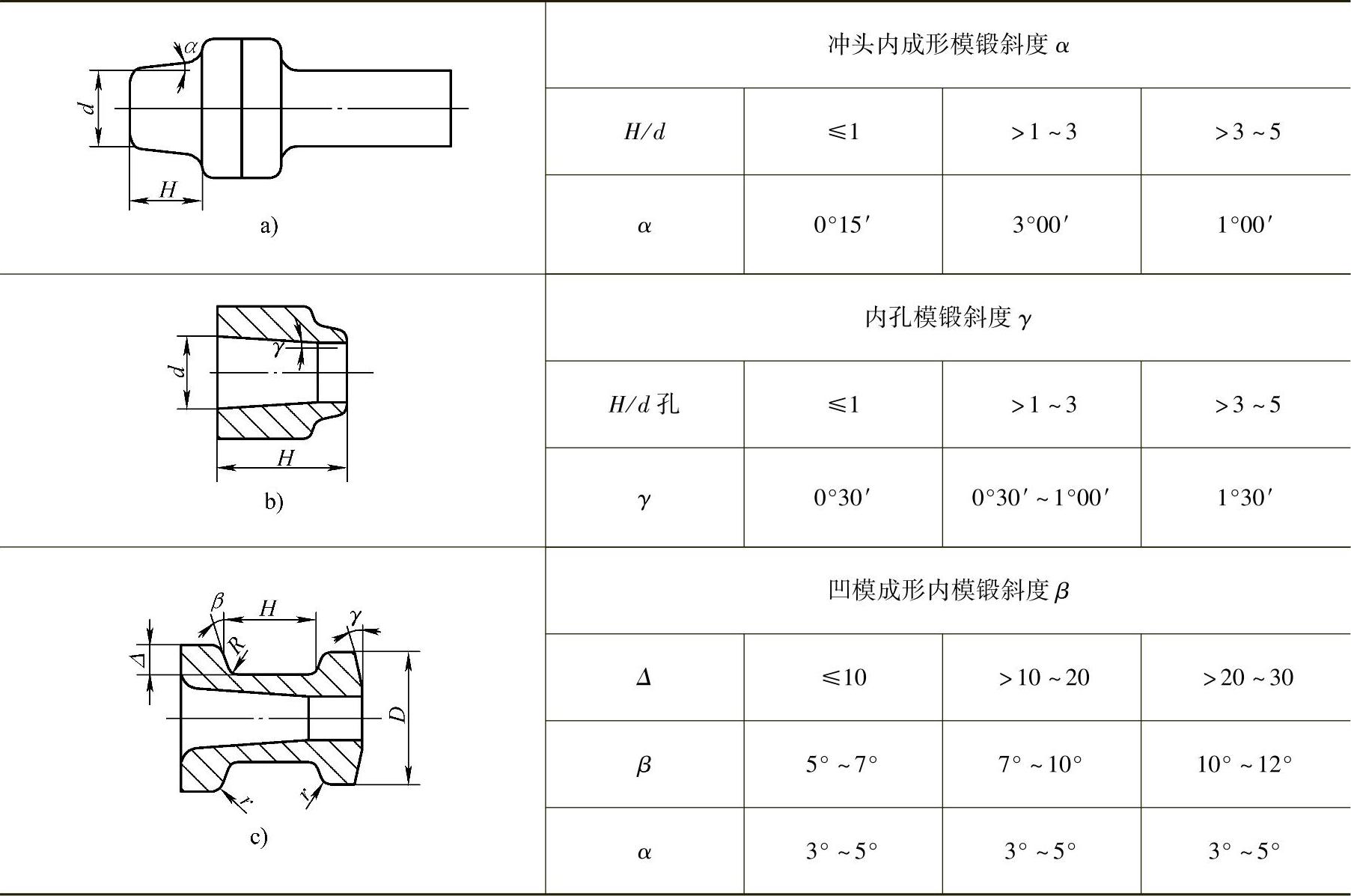
表3-1-14 平锻件模锻斜度数值表(GB/T 12361—2003)
在连皮中部d1处为平底,以便坯料摆放在模膛上定位;并使连皮有更大斜度,以利金属流动。(https://www.xing528.com)
3.带仓连皮
在锻模的预锻模膛(或镦粗模膛)采用斜底连皮,而终锻模膛采用带仓连皮(见图3-1-17),终锻时锻件的斜底连皮部分金属不是大量外流,而是流向仓部,仓部体积应考虑到容纳预锻后锻件斜底连皮的金属体积,避免锻件产生折叠。带仓连皮的厚度S及宽度b采用锻模飞边桥口的厚度与宽度。终锻后,因连皮厚度较薄,容易冲切,在冲孔时锻件不易变形。
对孔径较大而高度较小的锻件可采用拱式带仓连皮(见图3-1-18),可促使孔内金属排向四周,又可容纳相当部分的金属,避免锻件产生折叠,减轻冲头磨损,减小锻击变形力。
4.不通孔
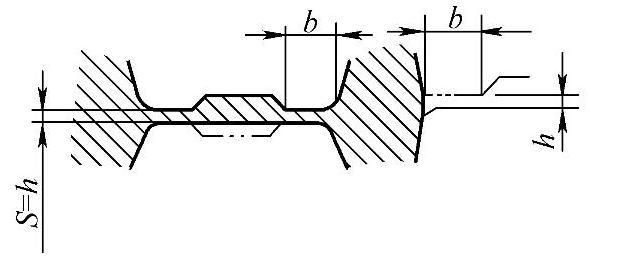
图3-1-17 带仓连皮
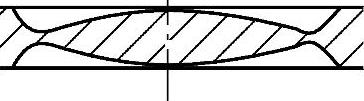
图3-1-18 拱式带仓连皮
对于孔径较小(d<25mm),且高度较大的锻件,只在锻件上压出凹穴,模锻后不再将孔冲穿,锻件上留下不通孔(见图3-1-19)。不通孔可以缩小该部分截面的面积,且有利于充满终锻模膛,但对机械加工并不完全有利。
表3-1-15 模锻件的内外圆角半径和模锻斜度公差(GB/T 12362—2003)
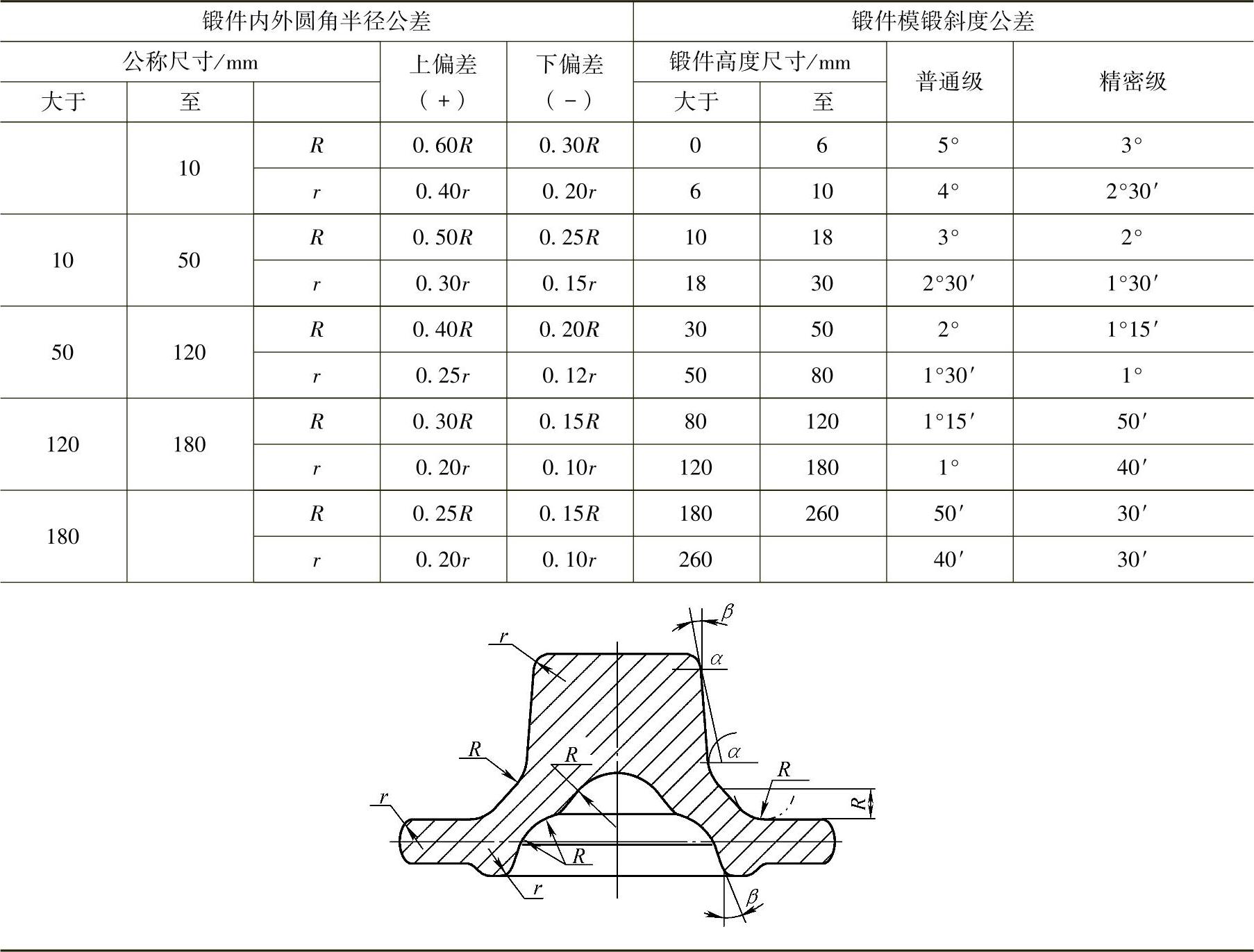
表3-1-16 圆角半径计算表
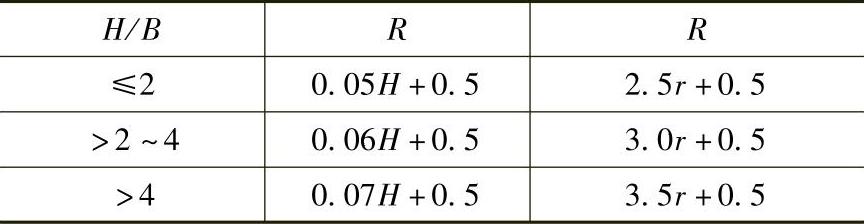
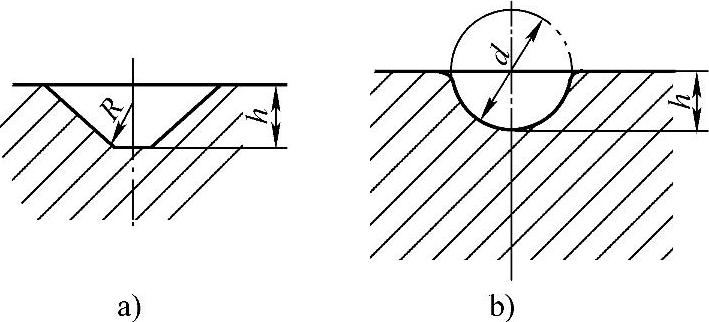
图3-1-19 锻件上的不通孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。