



1.主要参数及影响因素
(1)锻件质量(G1)根据锻件图的尺寸计算锻件的质量。对于杆部不参与变形(不锻棒料部分)的平锻件质量只计算镦锻部分(见图3-1-2a)。若不锻棒料部分的长度与其直径之比小于2时,可看做一个完整的锻件来计算其质量(见图3-1-2b)。若平锻件在两端分两次镦锻时,前一道镦锻成形部分连同不锻棒料杆部部分,视为第二道镦锻部分的不锻棒料部分(见图3-1-2c)。
(2)锻件形状复杂系数(S)锻件形状复杂系数为锻件质量(G1)与相应的锻件外廓包容体质量(G2)的比值。即:

圆形锻件的外廓包容体质量(见图3-1-3):
式中 ρ——密度(7.85g/cm3)。
非圆形锻件外廓包容体质量(见图3-1-4):
G2=L×b×h×ρ
锻件形状复杂系数分为四级:
简单:S1>0.63~1;
一般:S2>0.32~0.63;
较复杂:S3>0.16~0.32;
复杂:S4≤0.16。
特例:当锻件为薄形圆盘或法兰件(见图3-1-5a),其圆盘厚度和直径之比L/d≤0.2时,取形状复杂系数S4。
当L1/d1≤0.2或L2/d2>4时(见图3-1-5b),采用形状复杂系数S4。
当冲孔深度大于直径的1.5倍时,形状复杂系数提高一级。
(3)锻件的材质系数 锻件的材质系数分为二级:
M1:钢的碳质量分数小于0.65%的碳钢,或合金元素总质量分数小于3.0%的合金钢;
图3-1-3 圆形锻件的外廓包容体
图3-1-4 非圆形锻件外廓包容体
图3-1-5 锻件形状复杂特例
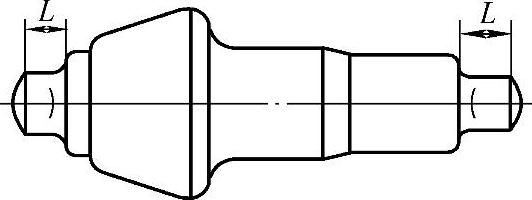
图3-1-6 应局部增大余量的零件
M2:钢的碳质量分数大于或等于0.65%的碳钢,或合金元素总质量分数大于或等于3.0%的合金钢。
(4)零件的机械加工精度 零件表面粗糙度低于Ra1.6μm,机械加工余量从余量表查得;粗糙度高于Ra1.6μm,加工余量要适当加大;对扁薄截面或在锻件相邻部位截面变化较大的零件(见图3-1-6),在长度L范围内应适当加大局部的余量。
(5)加热条件 采用煤气或油炉加热钢坯时,机械加工余量和公差从余量表和公差表查得;当采用煤加热钢坯,或经二火进行加热时,适当增大加工余量和公差。
(6)其他条件 锻件轮廓尺寸、采用工序、锻件精度等若有特殊要求,可适当增大或减小加工余量和公差。
2.机械加工余量
确定机械加工余量时,根据锻件估算质量,形状复杂系数和零件加工精度要求,由表3-1-1、表3-1-2查得。对于需要附加工序的锻件,其余量值由供需双方协商确定。
3.锻件公差
造成模锻件尺寸波动的主要原因有:欠压、金属不充满模膛、模具磨损或变形、模具设计时锻件收缩率选取不准确、终锻模膛制造公差、锻造设备精度变化、模具错移、工人操作误差等。
锻件公差分为普通级和精密级。
(1)长度、宽度和高度公差 长度、宽度和高度公差是指在分模面一侧,同一块模具上,沿长度、宽度和高度方向的尺寸公差(见图3-1-7a),由表3-1-3、表3-1-4查得。当锻件形状复杂系数为S1、S2级,且长宽比小于3.5时,选用同一公差值,以简化工作量。
表3-1-1 锻件内外表面加工余量(GB/T 12362—2OO3)
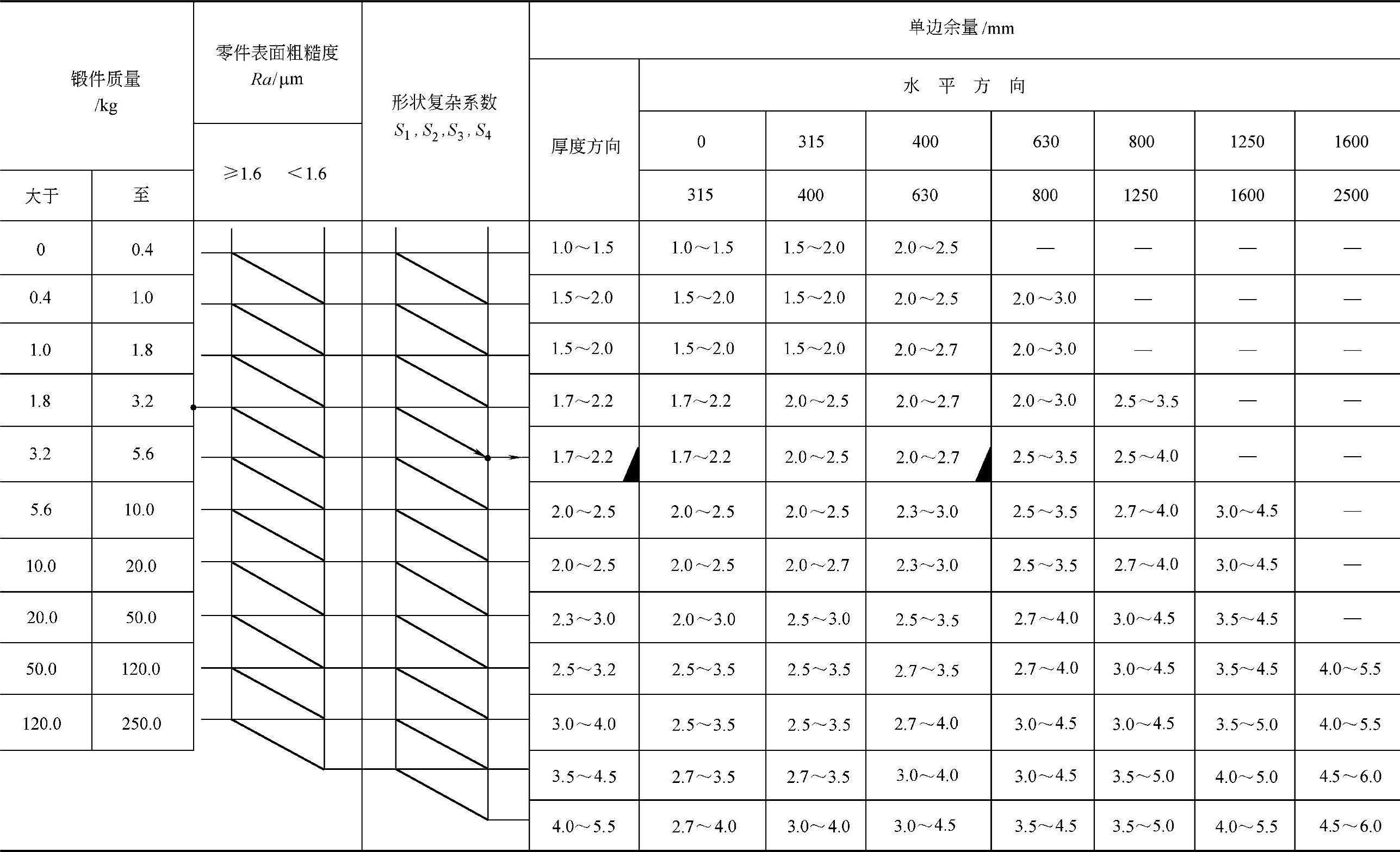
例:当锻件质量为3kg,零件表面粗糙度Ra=3.2μm,形状复杂系数为S3,长度为48Omm时查出该锻件余量是:厚度方向为1.7~2.2mm,水平方向为2.O~2.7mm。
表3-1-2 锻件内孔直径的单边机械加工余量(GB/T 12362—2003) (单位:mm)
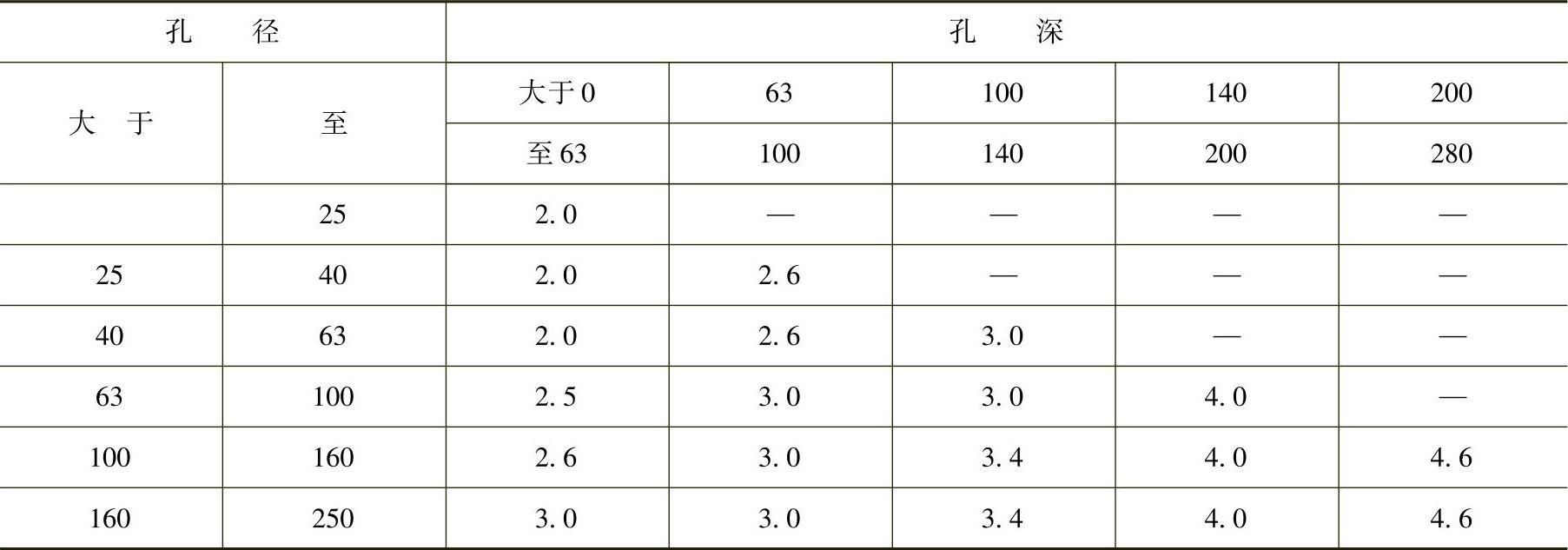
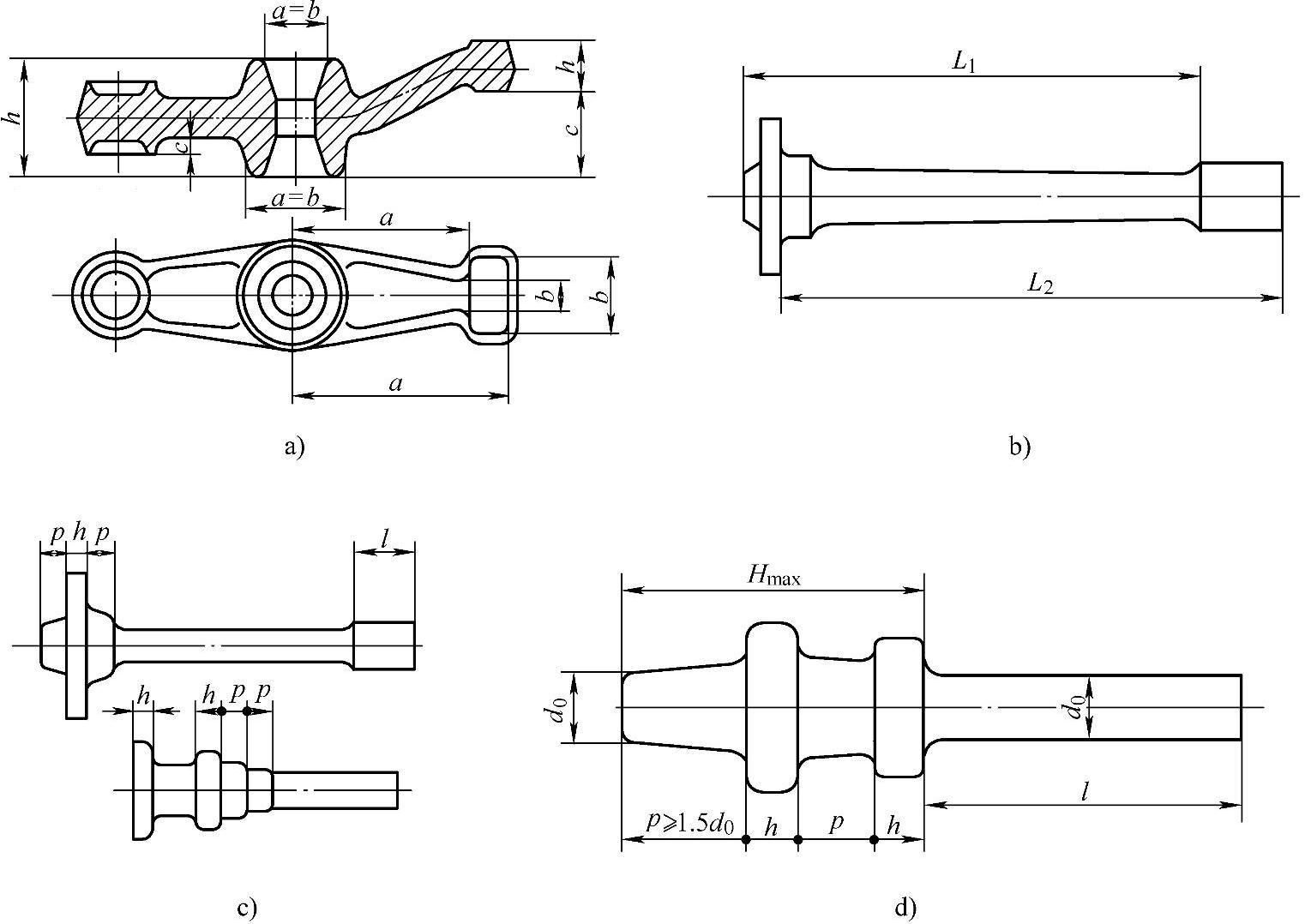
图3-1-7 锻件长度、宽度和高度公差
a)长度方向尺寸 b)宽度方向尺寸 c)高度方向尺寸 d)跨越分模线的厚度尺寸
平锻件的杆部长度尺寸公差是指镦锻部分的内侧到锻件末端之间的距离,包括不锻的棒料长度及台阶部分的总长度尺寸公差,按总长度和质量在表3-1-3中查得杆部长度公差。对于两端都进行镦锻的平锻件,其长度公差是指某一端的镦锻部分的内侧至相对端面之间的距离(如图3-1-7b中长度尺寸L1和L2)的公差,但只可选L1或L2之中公差较大的一个标注在锻件图上。
平锻件在凹模内成形的镦锻部分所有直径公差将采用与最大直径相同的公差值。(https://www.xing528.com)
锻件公差,若属外表面尺寸A(见图3-1-8),其上下偏差按表3-1-3、表3-1-4所列+2/3和-1/3分配;若属内表面尺寸B,其上下偏差按+1/3和-2/3分配;若为中心到边缘的尺寸C,其上下偏差按总公差值的±1/2分配。
(2)厚度公差 厚度公差是指跨越分模面的厚度尺寸的公差(见图3-1-7a中尺寸h),锻件所有的厚度尺寸公差应是一致的。其公差可按锻件的最大厚度尺寸在表3-1-5或表3-1-6中查得。
表3-1-3 锻件的长度、宽度、高度及错差、残留飞边公差(普通级)(GB/T 12362—2OO3) (单位:mm)
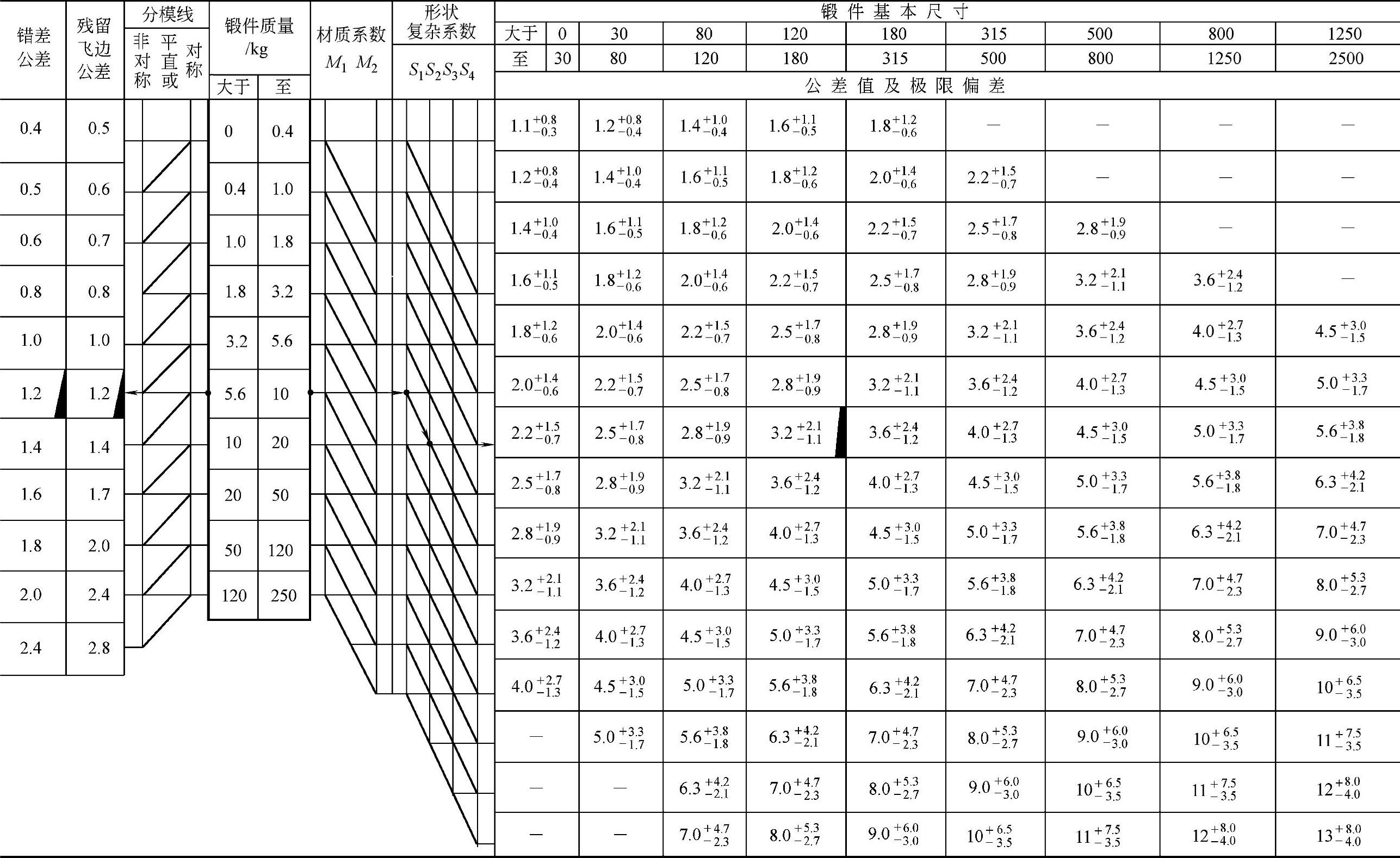
例:锻件质量为6kg,材质系数为M1,形状复杂系数为S2,尺寸为16Omm,平直分模线时各类公差查法。
注:锻件的高度或台阶尺寸及中心到边缘尺寸公差,按±1/2的比例分配。内表面尺寸极限偏差,正负符号与表中相反。
表3-1-4 锻件的长度、宽度、高度及错差、残留飞边公差(精密级)(GB/T 12362—2OO3) (单位:mm)
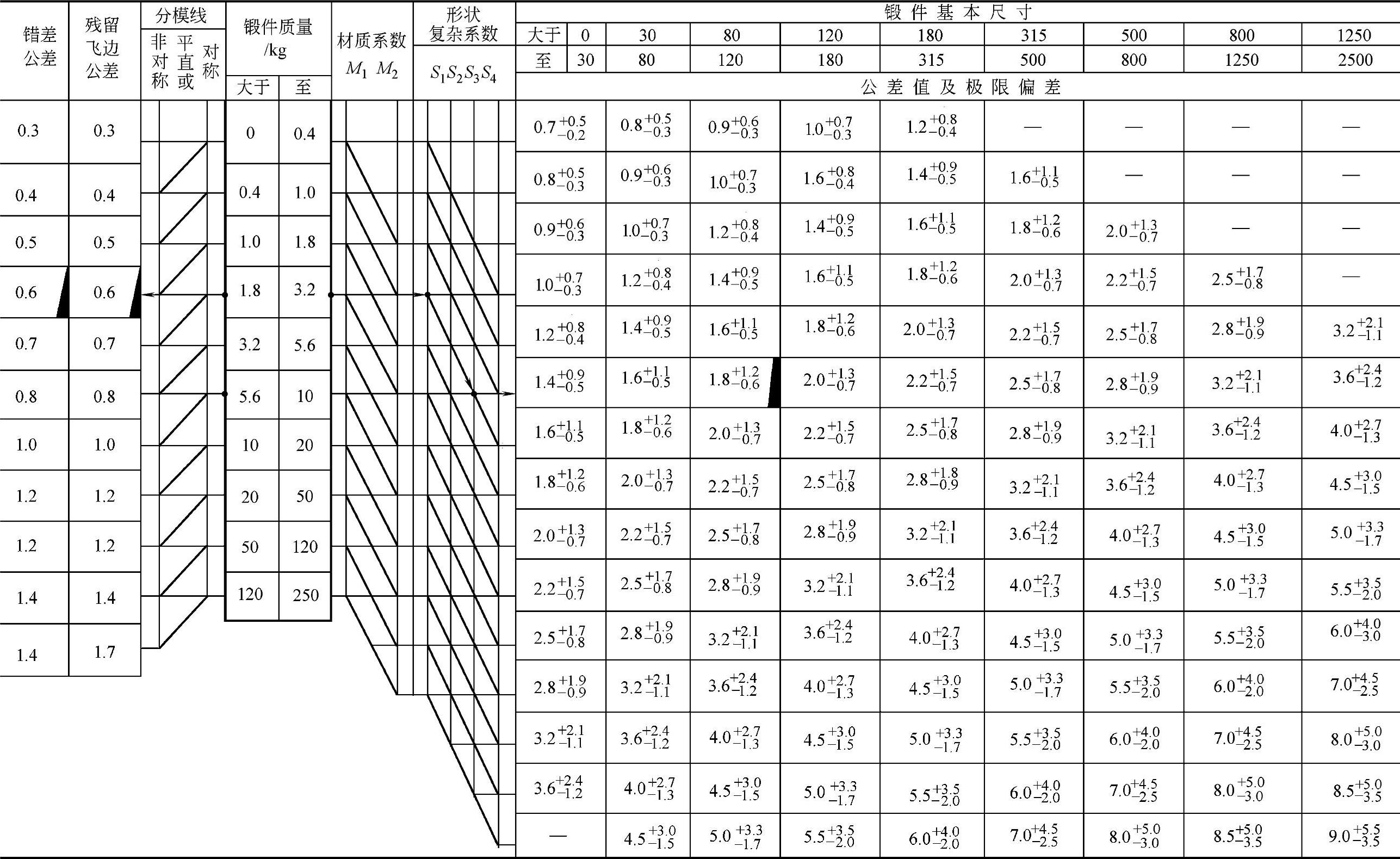
例:锻件质量为3kg,材质系数为M1,形状复杂系数为S3,尺寸为12Omm,平分模线时各类公差查法。
注:锻件的高度或台阶尺寸及中心到边缘尺寸公差,按±1/2的比例分配。内表面尺寸极限偏差,正负符号与表中相反。长度、宽度尺寸的上、下偏差按±2/3,±1/3比例分配。
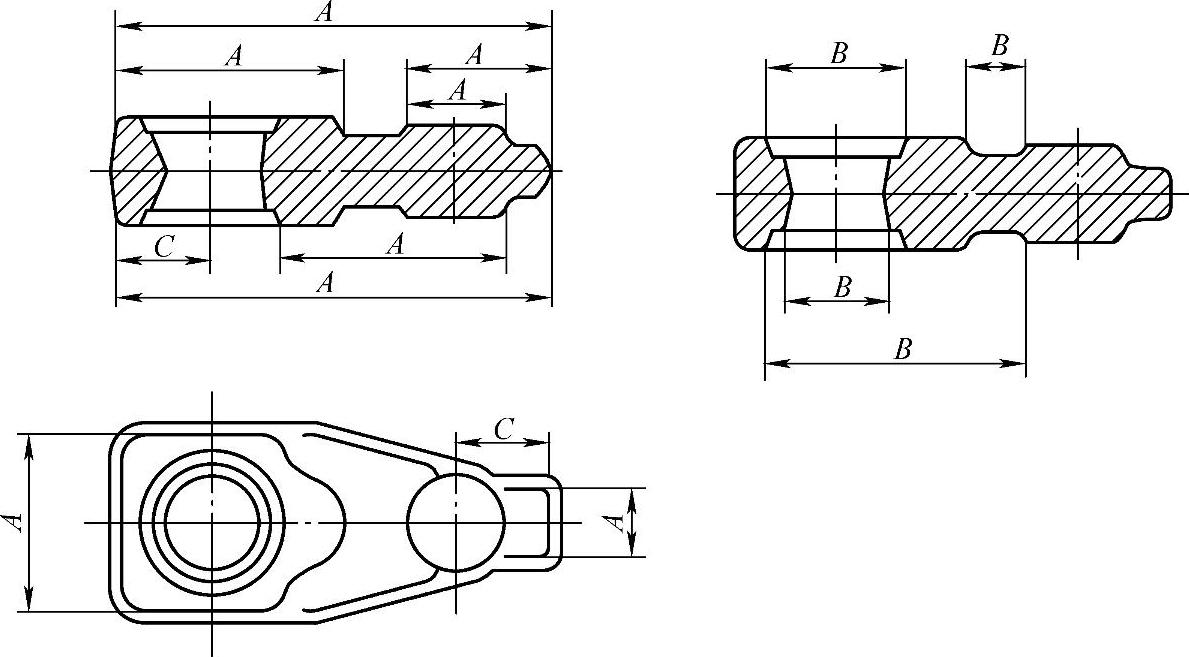
图3-1-8 锻件尺寸种类
平锻件的厚度尺寸是指从凸模越过分模线到凹模间的尺寸h(见图3-1-7c)。其尺寸公差在表3-1-5中查得。上、下偏差按+3/4和-1/4比例分配,也可只给上偏差。如法兰盘一侧有较高的凸出部分(P≥1.5d0),其全厚度尺寸公差应以Hmax全长厚度作为计算依据(见图3-1-7d),在法兰两侧均有较高凸台时,则用其中较大直径尺寸作为厚度的计算依据,在表3-1-5中查得。
(3)直线度与平面度公差 直线度公差是零件的理论中心线与实际中心线之间的允许偏差值。
平面度公差是零件的理论平面与实际平面的允许偏差值。
锻件非加工面的直线度公差由表3-1-7查得。加工表面的直线度、平面度公差见表3-1-8。
(4)中心距尺寸公差 中心距尺寸公差仅适用于平面直线分模,并在同一块模具内的中心距尺寸(见图3-1-9)。其数值由表3-1-9查得。
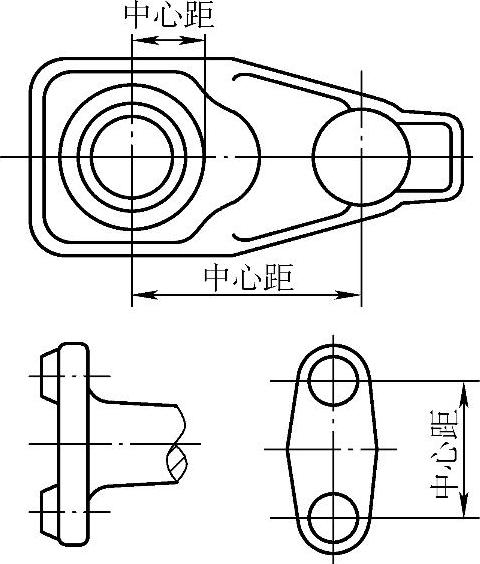
图3-1-9 平面直线分模锻件中心距
具有弯曲轴线的锻件(见图3-1-10)不能采用表3-1-9数值,可参用表3-1-3、表3-1-4公差值对称分布,或由供需双方协商确定。
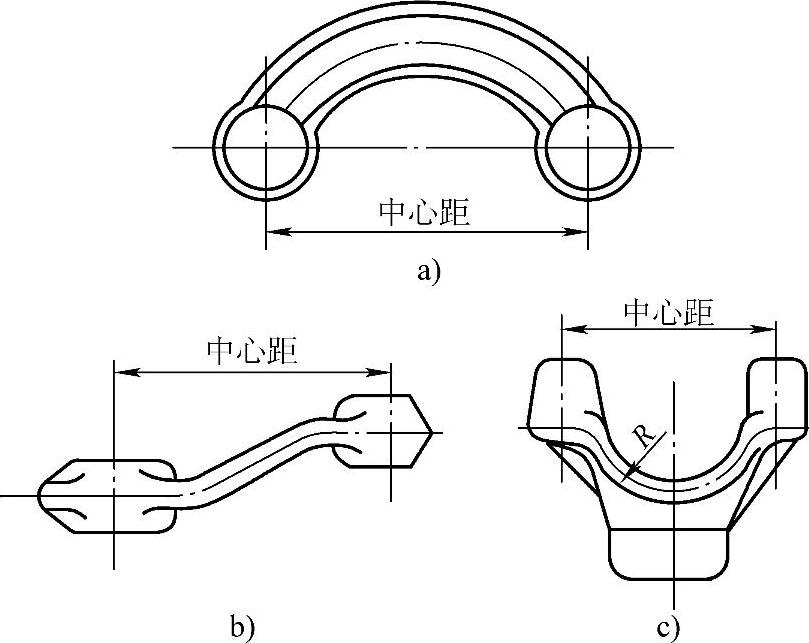
图3-1-10 具有弯曲轴线锻件中心距
(5)同轴度公差(ϕΔ)平锻件的同轴度公差是指由凸模成形的轴线与由凹模成形外径的轴线间所允许的公差值,在表3-1-3中查得。冲孔件同轴度公差(见图3-1-11),在表3-1-10中查得。当孔深小于孔径1.5倍时,一般可不采用同轴度公差。同轴度公差与错差无关,二者应同时在锻件图上标注。
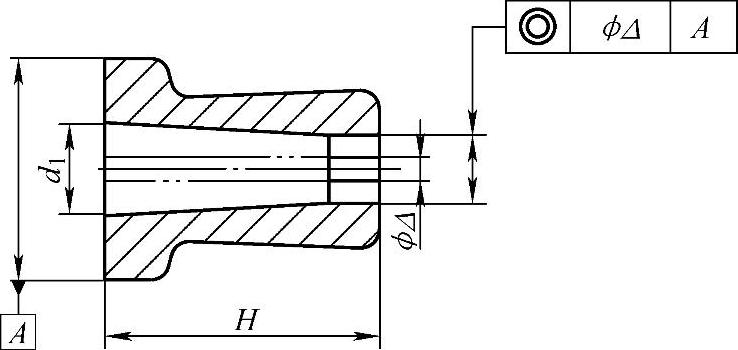
图3-1-11 冲孔件的同轴度
(6)残留横向飞边公差及切入锻件深度;纵向毛刺及冲孔变形量公差。
表3-1-5 模锻件厚度、顶料杆压痕公差及允许偏差(普通级)(GB/T 12362—2OO3) (单位:mm)
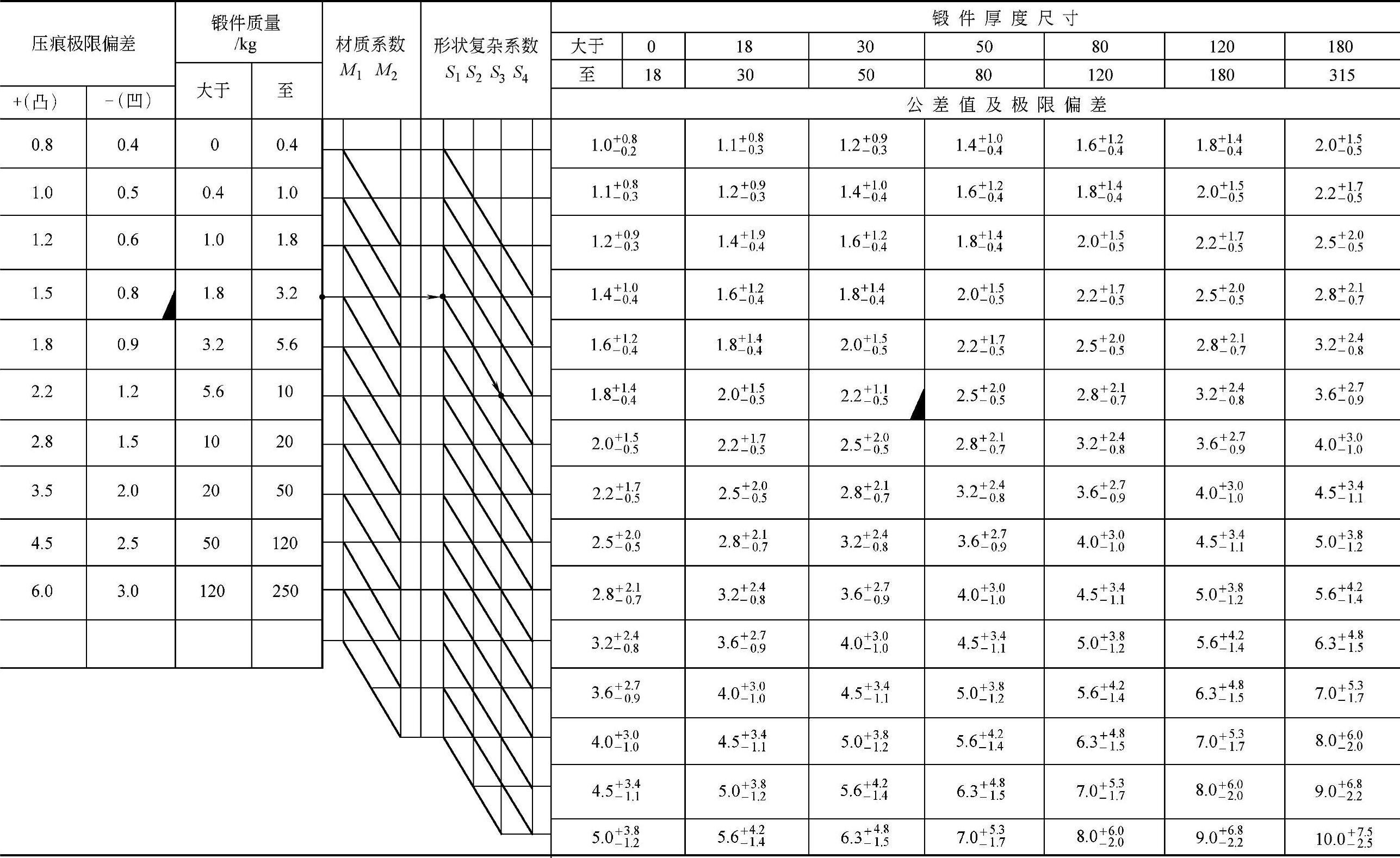
例:锻件质量3kg,材质系数为M1,形状复杂系数为S3,最大厚度尺寸为45mm时各类公差查法。
注:上、下偏差按+3/4,-1/4比例分配。若有需要也可按+2/3、-1/3比例分配。
表3-1-6 模锻件厚度、顶料杆压痕公差及允许偏差(精密级)(GB/T 12362—2OO3) (单位:mm)
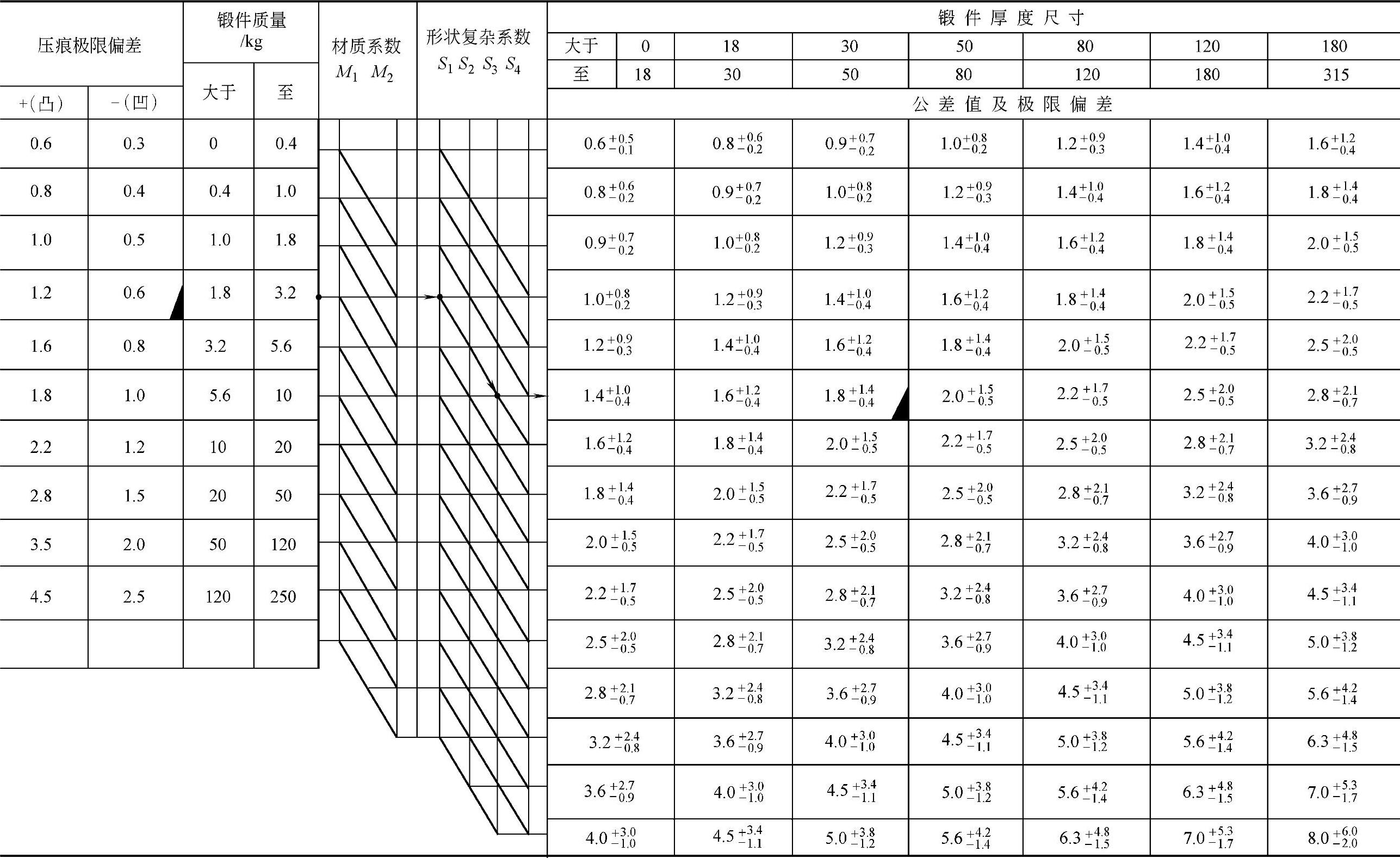
例:锻件质量3kg,材质系数为M1,形状复杂系数为S3’最大厚度尺寸为45mm时各类公差查法。
注:上、下偏差按+3/4’-1/4比例分配。若有需要也可按+2/3、-1/3比例分配。
表3-1-7 锻件非加工表面直线度(GB/T 12362—2003) (单位:mm)
注:对中心线不是直线的锻件不采用本表数值,应适当加大。
在切边或冲孔后,平锻件周边上允许存在少量的残留横向飞边或切入锻件深度;允许有纵向毛刺或冲孔凹陷变形。残留横向飞边公差由表3-1-3、表3-1-4查得;切入锻件深度取横向残留飞边值的1/2。毛刺允许值和冲孔变形量根据锻件质量由表3-1-11查得。
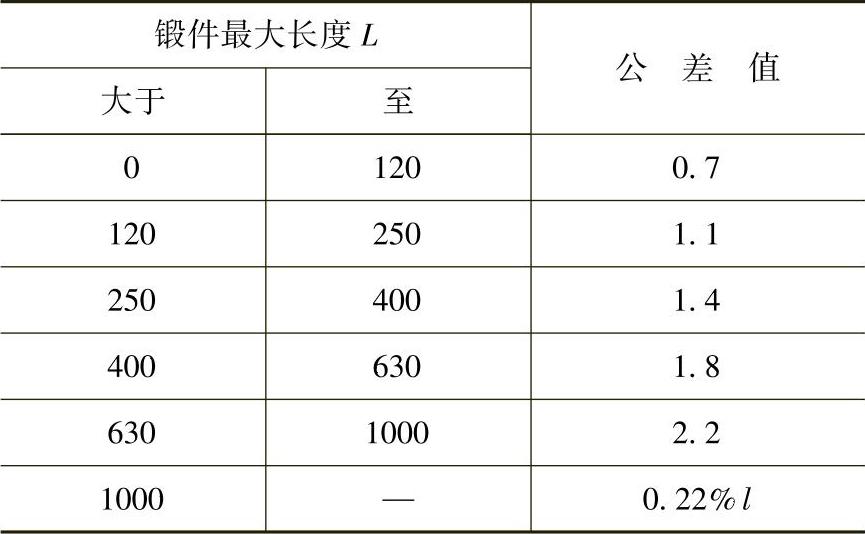
(7)剪切端变形公差 锻件杆部剪切时发生局部变形,其公差值由表3-1-12查得。本公差与其他公差无关。
(8)局部变形公差 锻件的杆部与镦锻部分相连处允许产生局部呈圆锥形变形(见图3-1-12),在长度等于1.5d而不超过100mm的范围内允许采用镦锻部分的最大直径D的公差。
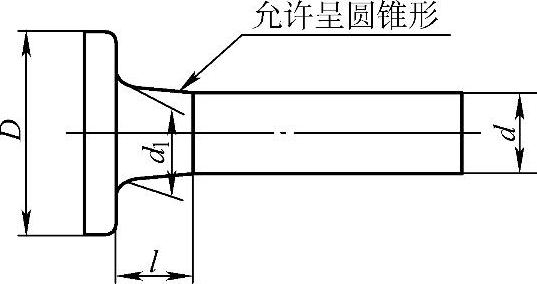
图3-1-12 锻件杆部呈圆锥形变形
(9)锻件锻造部分与不锻棒料连接部分L(见图3-1-13),在长度等于1.5d而不超过100mm的范围内可以倾斜或变形,其变形量h可达加工余量的1/2。如该处为不加工面,须经双方协商确定。
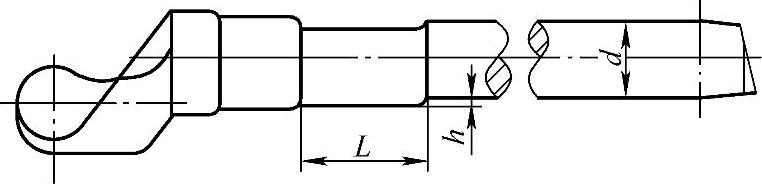
图3-1-13 锻件杆部倾斜变形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。