



镁合金锻件在锻造工序间的停留超过半月以上(7月、8月、9月不得超过10天)或者锻后不能及时进行机械加工的锻件,需要进行氧化处理。以防锻件表面锈蚀。氧化处理前需进行除油和酸洗。
除油之后,用50~60℃的热水洗涤0.5~2.0min,再用洁净的流动冷水冲洗,然后进行酸洗。酸洗的目的是将锻件表面上自然氧化物和其他杂质腐蚀掉,使它露出基体金属表面,为氧化处理作好准备,同时可以更清晰的暴露锻件表面的折叠、裂纹、拉伤等缺陷,以便修伤、清除缺陷。修伤处要圆滑过渡,缺陷要一律清除干净。只有缺陷彻底清除以后,才能进行再次模锻,如果修伤不彻底,再次模锻时隐藏的缺陷就会继续扩展,使锻件报废。常用的镁合金锻件化学氧化溶液的配方及工艺见表2-3-31。
锻件在氧化槽液中氧化处理后,应立即在流动、洁净的室温冷水槽中清洗0.5~2.0min,再在低于50℃的热水槽中清洗0.5~2.0min,然后以50~70℃的热压缩空气或室温干燥的压缩空气将锻件吹干。整个操作过程,必须注意不要碰伤氧化膜,否则,需重新氧化或局部氧化处理。
经过氧化处理的锻件,表面上形成一层金黄色的致密连续的氧化膜。如果没有后续的锻造变形工序或者不能及时进行机械加工,锻件氧化后需涂油包装封存。未经涂油的锻件,在正常条件下保存期不得超过一个月,最近开始采用不氧化上色的塑料包装,质量也很好。镁合金锻件的热处理主要是软化退火及淬火、时效,热处理不能强化的镁合金M2M、ME20M和热处理强化作用不大的AZ40M、AZ41M、AZ61M,只用软化退火,热处理可以强化的AZ80M、KZ61M,通常进行淬火、时效处理。因此,镁合金锻件在锻后一般不进行退火处理。但为了便于随后的冷压力加工,需要按软化退火工艺进行退火处理。
表2-3-31 常用的镁合金锻件化学氧化溶液的配方及工艺(https://www.xing528.com)
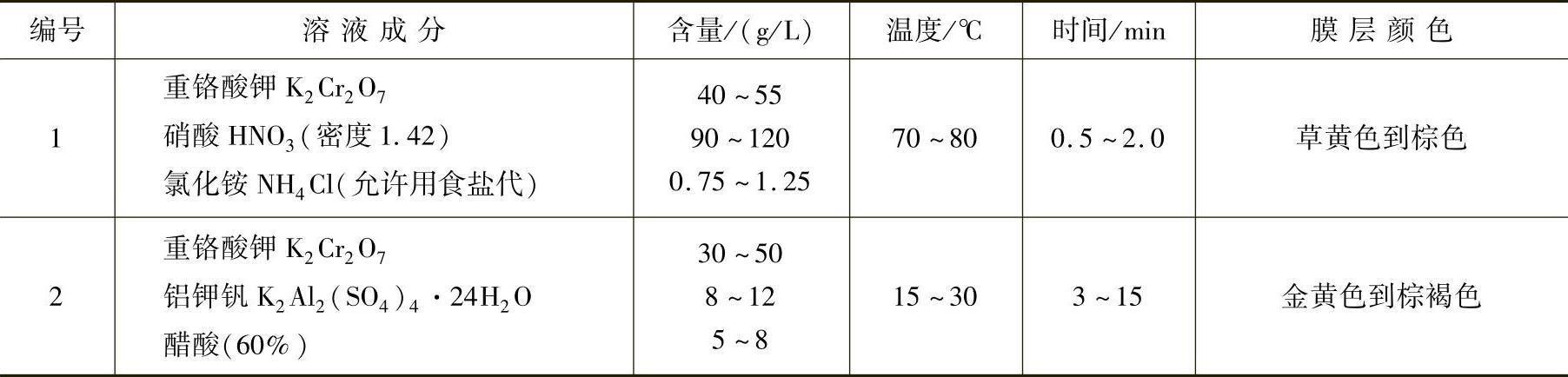
注:1.槽液成分应每季度分析一次,根据分析结果及时调整比例。
2.工序之间的氧化处理以1号溶液为宜
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。