



【摘要】:图2-3-28为接头的模锻件图。锻件材料为7075,锻件质量0.382kg;毛料规格45mm×150mm,毛料质量0.65kg。锻件模锻斜度为外7°,内10°,垂直尺寸公差,残余毛边每边允许至1.8mm。工艺过程如下所述。下料 采用砂轮切割机下料,车端面,倒圆角R5。加热 采用电炉加热,炉温℃,加热保温时间136min。热处理 按热处理工艺规程淬火、人工时效。酸洗 按酸洗通用工艺规程进行。锻件检验 100%检查材料牌号、外形及表面质量;100%检查硬度;低倍检查。
图2-3-30所示法兰盘零件,形状比较简单,要求的精度和表面粗糙度不高。原用边长为47mm,高为20mm的方坯铣削而成,生产效率低,金属耗损多(单件毛坯质量0.3kg)。后改用模锻方法,将ϕ35mm×22.5mm的圆毛坯放入下模中,在1600kN摩擦压力机上,一火模锻而成。
法兰盘锻件形状和主要尺寸如图2-3-31所示。锻件上直径36mm部位的长度为11.5mm,比零件相应部分长5.5mm,作为车削时的工艺夹头。此工艺夹头被切除后,便得到通孔零件。由于锻件采用顶料机构出模,模锻斜度可以很少;仅为30′。
锻模采用镶块结构(见图2-3-32)。冲头及下模材料采用3Cr2W8V,热处理硬度43~48HRC。锻模型槽表面粗糙度Ra1.60μm。整个锻模安装在具有导向装置的模座上,金属在最终成形阶段,产生少量横向毛边。
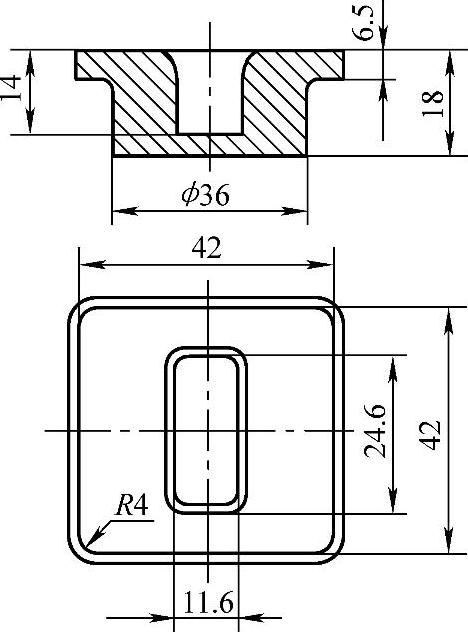
图2-3-31 法兰盘锻件图
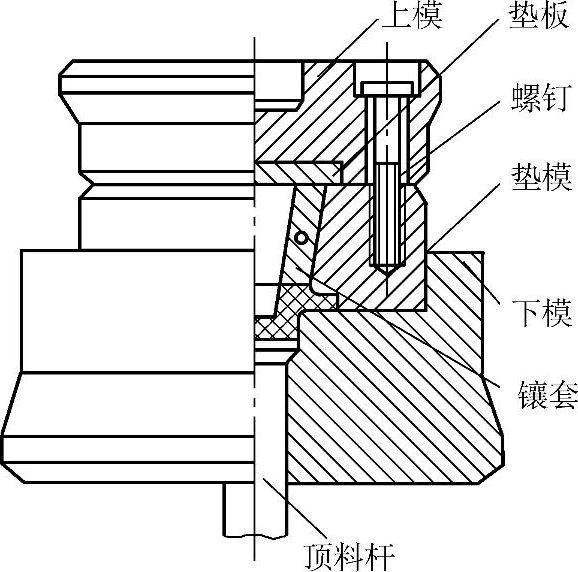
图2-3-32 法兰盘锻模结构图(https://www.xing528.com)
该零件改用模锻加工后,每件毛坯质量比原工艺节省0.115kg。
毛坯在箱式电炉中加热,锻造温度范围为730~630℃。模锻后进行冷切边,最后退火处理。
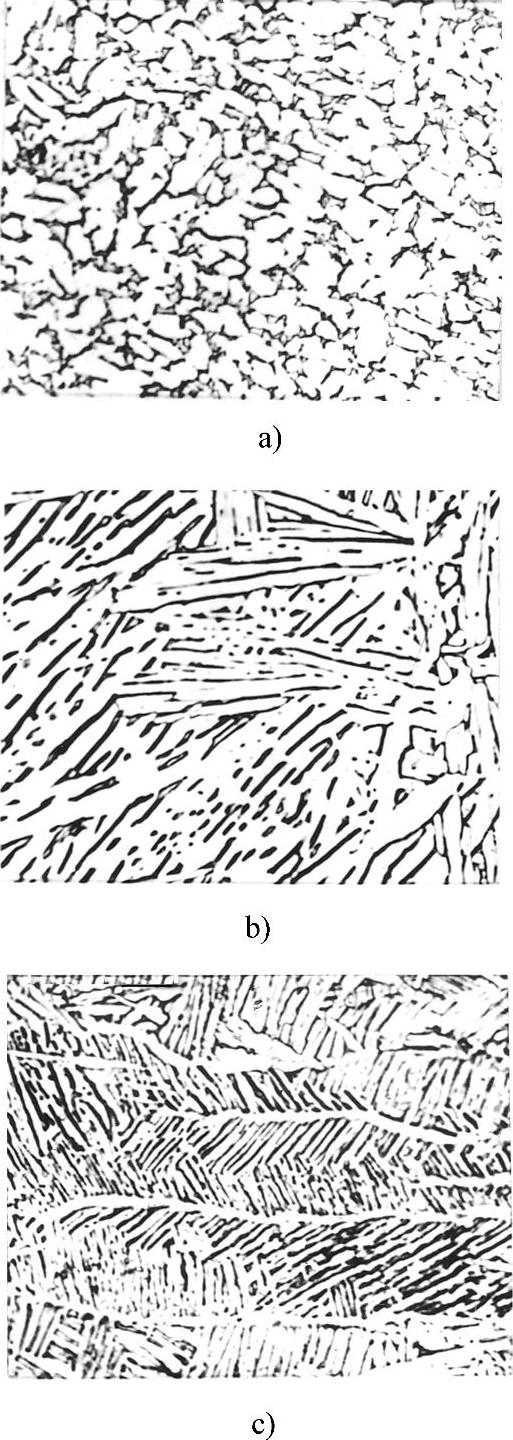
图2-3-33 α+β钛合金三种典型的显微组织
a)等轴组织 b)网篮状组织 c)魏氏体组织
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。