



1.试样的切取
现行部标JB/T 4385.1—1999规定,试样切取方法有:
(1)在圆柱形锻件上切取 如图2-3-7所示,在锻件高度H的中央,切取厚度大于10mm的一片样坯,然后沿其直径方向切取试样两块。试样边长A应大于或等于检查部位尺寸K。
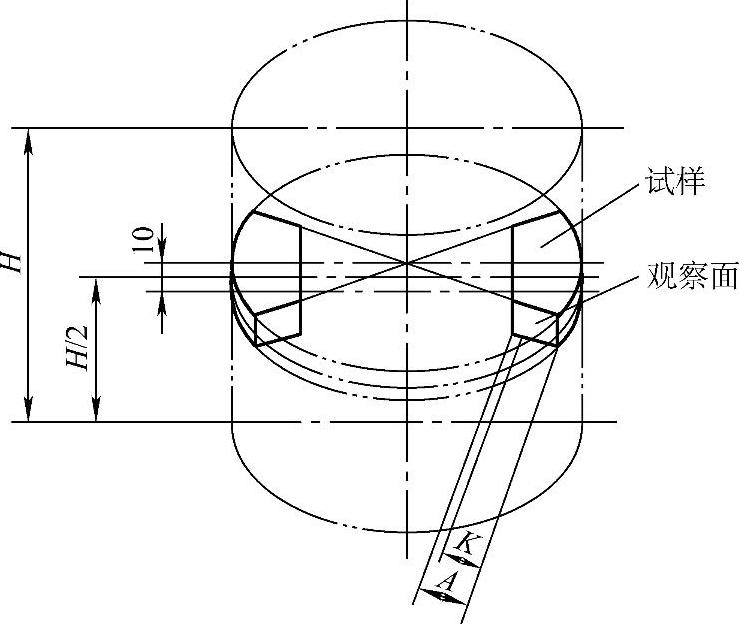
图2-3-7 圆柱形锻件取样图
(2)在圆盘形锻件上切取 如图2-3-8所示,直接沿锻件直径方向切取试样两块。试样边长A应大于或等于检查部位尺寸K。
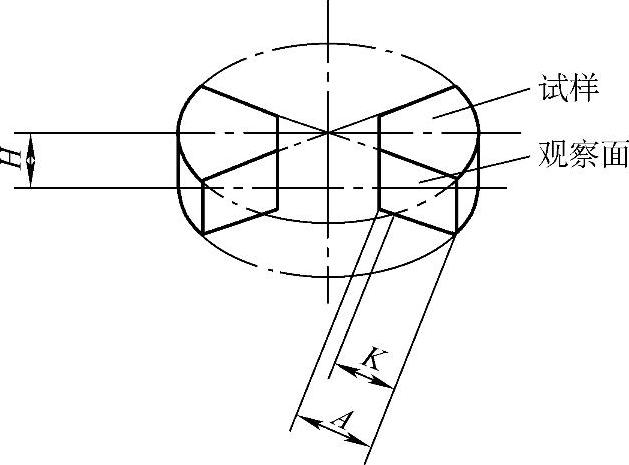
图2-3-8 圆盘形锻件取样图
(3)在矩形截面锻件上切取 如图2-3-9所示,在锻件长度L的中间,切取厚度大于10mm的一片样坯,然后沿纵向切取试样一块。试样高度等于检查部位尺寸K。
以上检查部位尺寸K,均按所锻刀具刃口部分尺寸加5mm计算。但对矩形截面锻件,如K的计算大于矩形长边B的1/2时,K值取1/2B。一些滚齿、剃齿、插齿刀的检查部位尺寸K,可直接从JB/T4385.1—1999中查到。
2.试样的处理
将试片打上字头标记,磨光磨平观察部位,然后按表2-3-10和表2-3-11给出的热处理要求进行处理,最后用氧化铬在抛光机上抛光后,用硝酸酒精或苦味酸予以腐蚀。
3.碳化物均匀度检验
1)圆柱形和圆盘形锻件,在锻件外圆至深度为“K”的纵截面上检查(见图2-3-7和图2-3-8)。
2)矩形截面锻件,在距矩形短边“C”尺寸为“K”的纵截面上检查(见图2-3-9)。
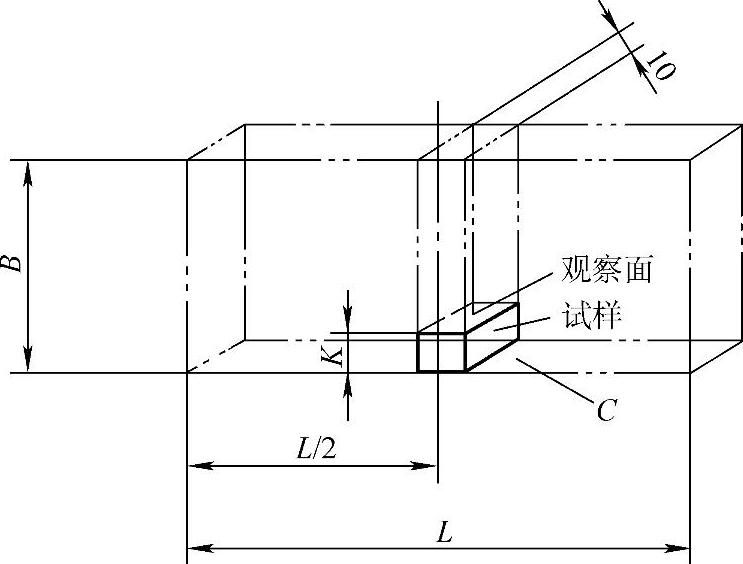
图2-3-9 矩形截面锻件取样图
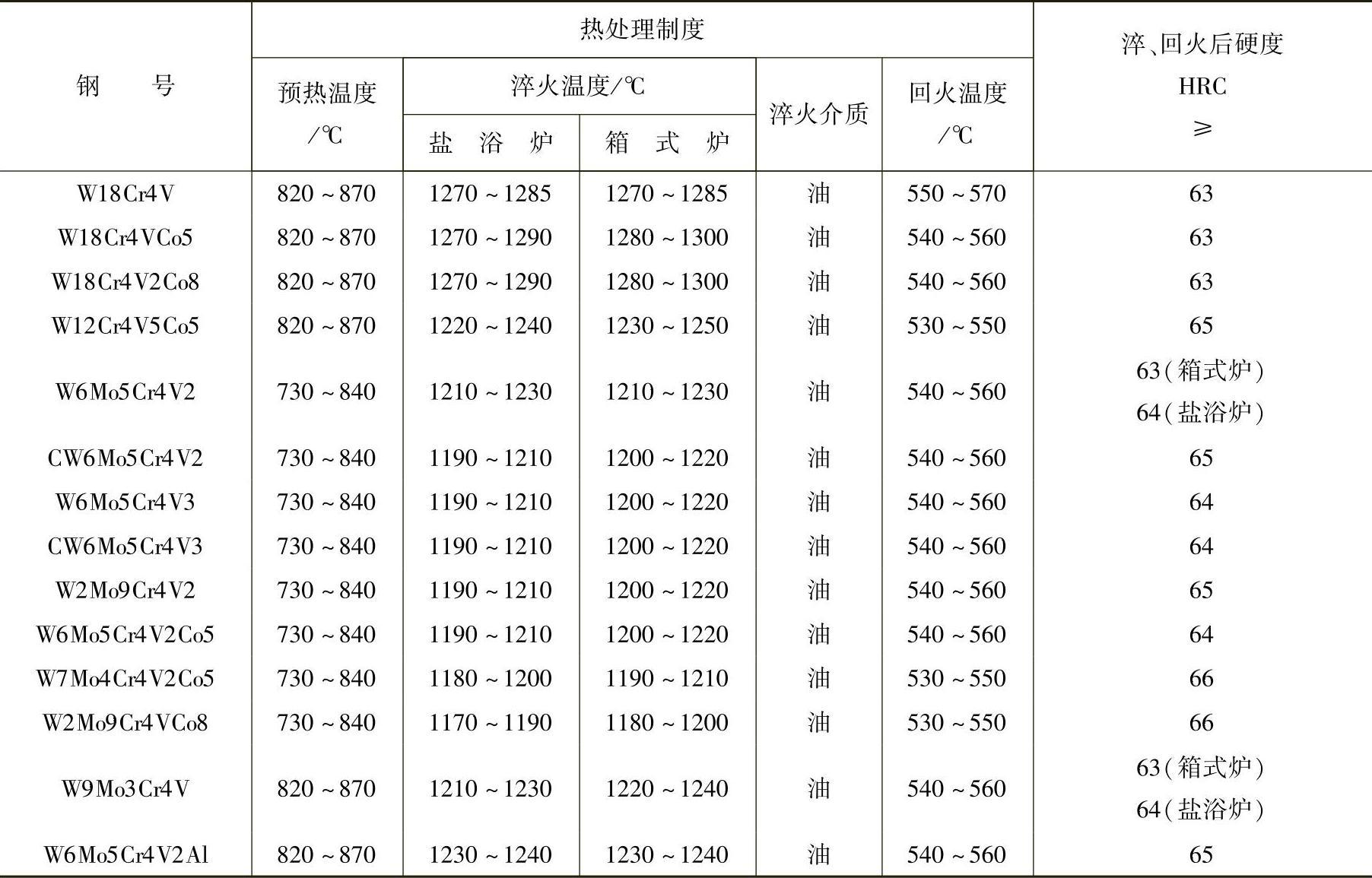
表2-3-10 高速工具钢试样热处理制度与要求
 (https://www.xing528.com)
(https://www.xing528.com)
注:550~570℃回火时,回火2次,每次1h;540~560℃回火时,回火2次,每次2h;530~550℃回火时,回火3次,每次2h。
表2-3-11 Cr12钢试样热处理制度与要求

注:820℃预热,1000℃(盐溶)或1010℃(炉控气氛)加热,保温10~20min,空冷,200℃回火。
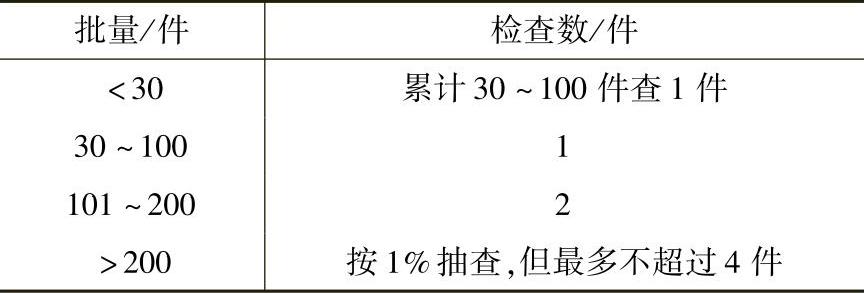
3)碳化物均匀度的检查数量按表2-3-12的规定。
表2-3-12 碳化物均匀度的检查数量
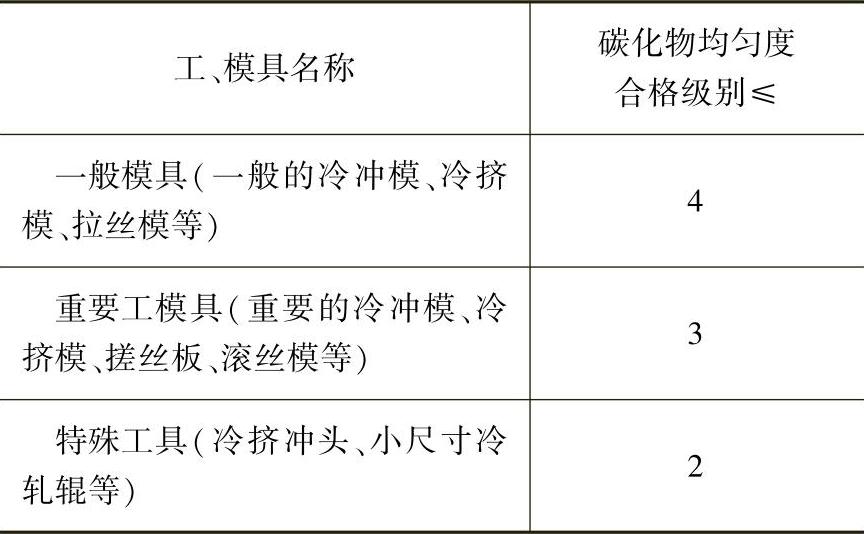
4)碳化物均匀度合格级别应满足表2-3-13和表2-3-14的要求,不合格锻件允许退修。
表2-3-13 高速钢锻件对碳化物均匀度的要求
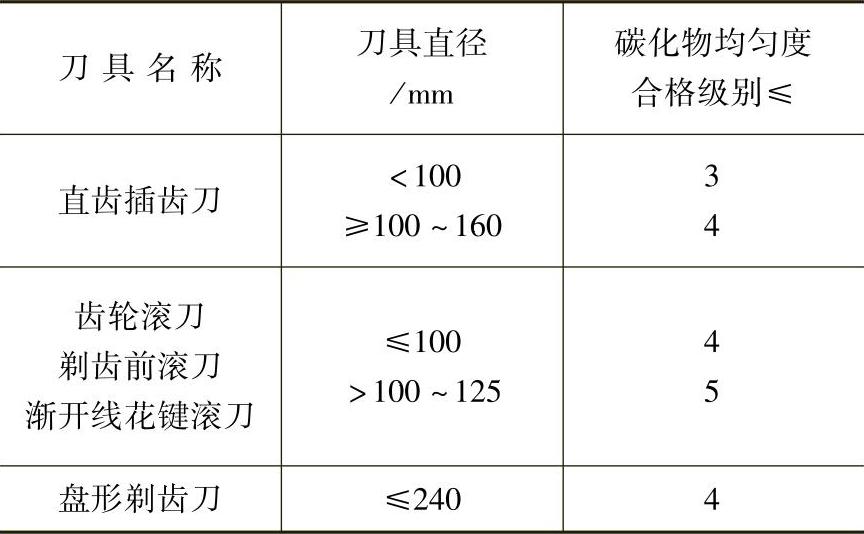
注:1.带状和弯曲状碳化物均匀度评级合格级别图与碳化物均匀度合格级别同。
2.≤240mm系指公称分度圆直径。
表2-3-14 Cr12钢锻件对碳化物均匀度的要求
4.碳化物均匀度的评级
1)碳化物均匀度级别的评定,以检查部位内三个严重视野的算术平均值作为评级依据,允许有0.5级的误差。
2)含钼高速钢按钨钼系高速钢碳化物均匀度评级图评定,其余按钨系高速钢碳化物均匀度评级图评定。铬12钢碳化物均匀度按GB/T 1299—2000的第三级别图评定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。