



1.技术要求
600MW汽轮机低压转子系形体尺寸较大的锻件。因其受力复杂,所以要求强度高、韧性好、组织性能均匀、残余应力最小。为了确保汽轮机能长期安全运行,对转子质量要做严格检查。
600MW汽轮机低压转子用钢为33Cr2Ni4MoV。气体含量:φ(H)≤2.00×10-4%,φ(O)≤40×10-4%,φ(N)≤70×10-4%。力学性能:σ0.2=760MPa,Rm=860~970MPa,A=16%,Z=45%,aK=42J/cm2,FATT13℃,超声波探伤当量缺陷直径小于ϕ1.6mm。内孔潜望镜和磁粉检查,不允许有任何长度大于3mm的缺陷。金相检验,晶粒度不大于ASTM No2,夹杂物不大于3级。此外,对粗加工精度、残余应力、硬度均匀性等亦有严格要求。
2.生产流程及其要点
1)转子钢的冶炼与浇铸。先用电炉(平炉)初炼钢液,要求低磷、高温。倒入钢包精炼炉,经过还原渣精炼,吹氩搅拌,真空脱氧、氢,净化钢液质量。再用24棱短粗型锭模铸锭。凝固前加发热剂与稻壳,保证充分补缩。最后热运至加热炉升温。
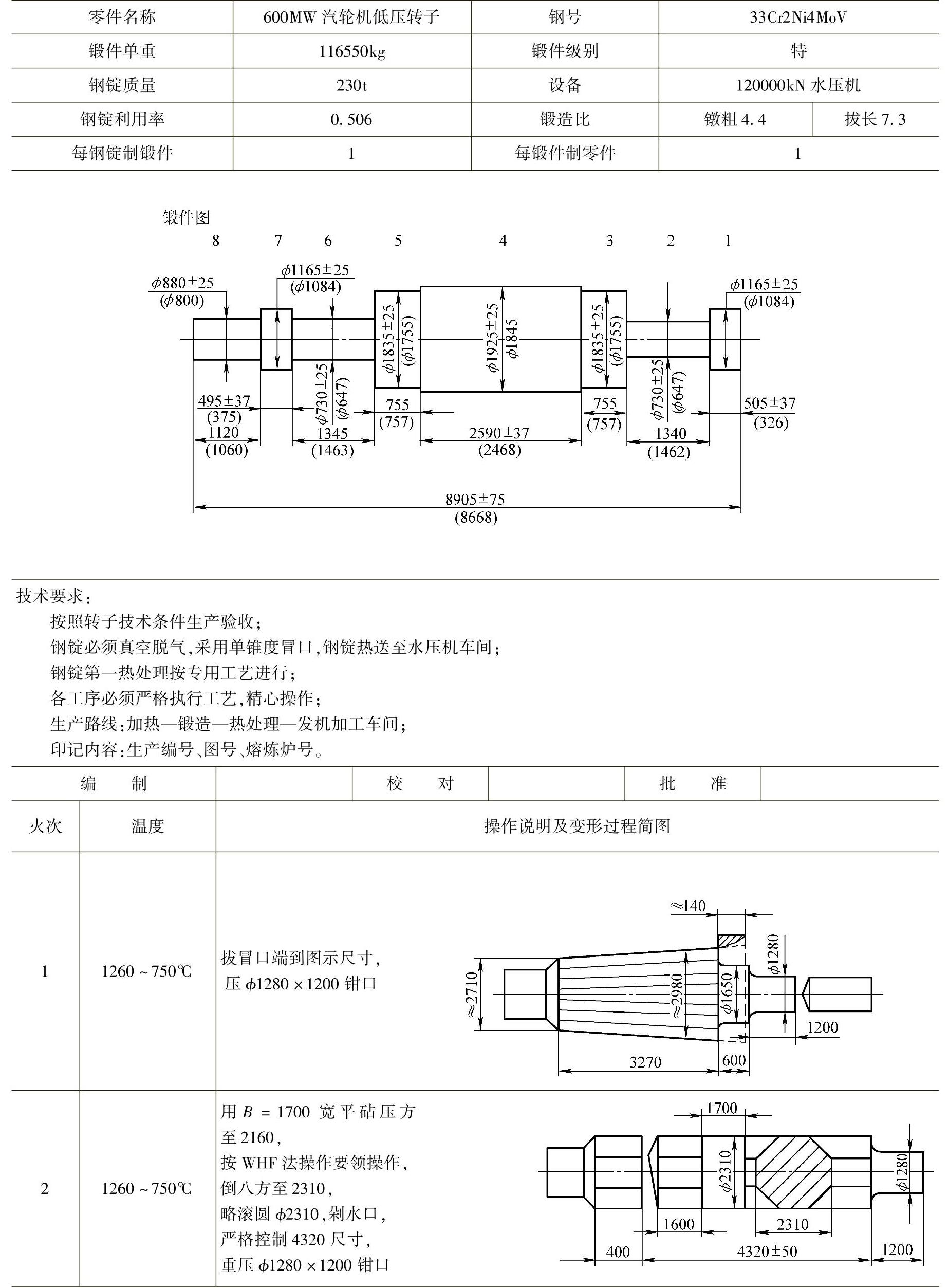
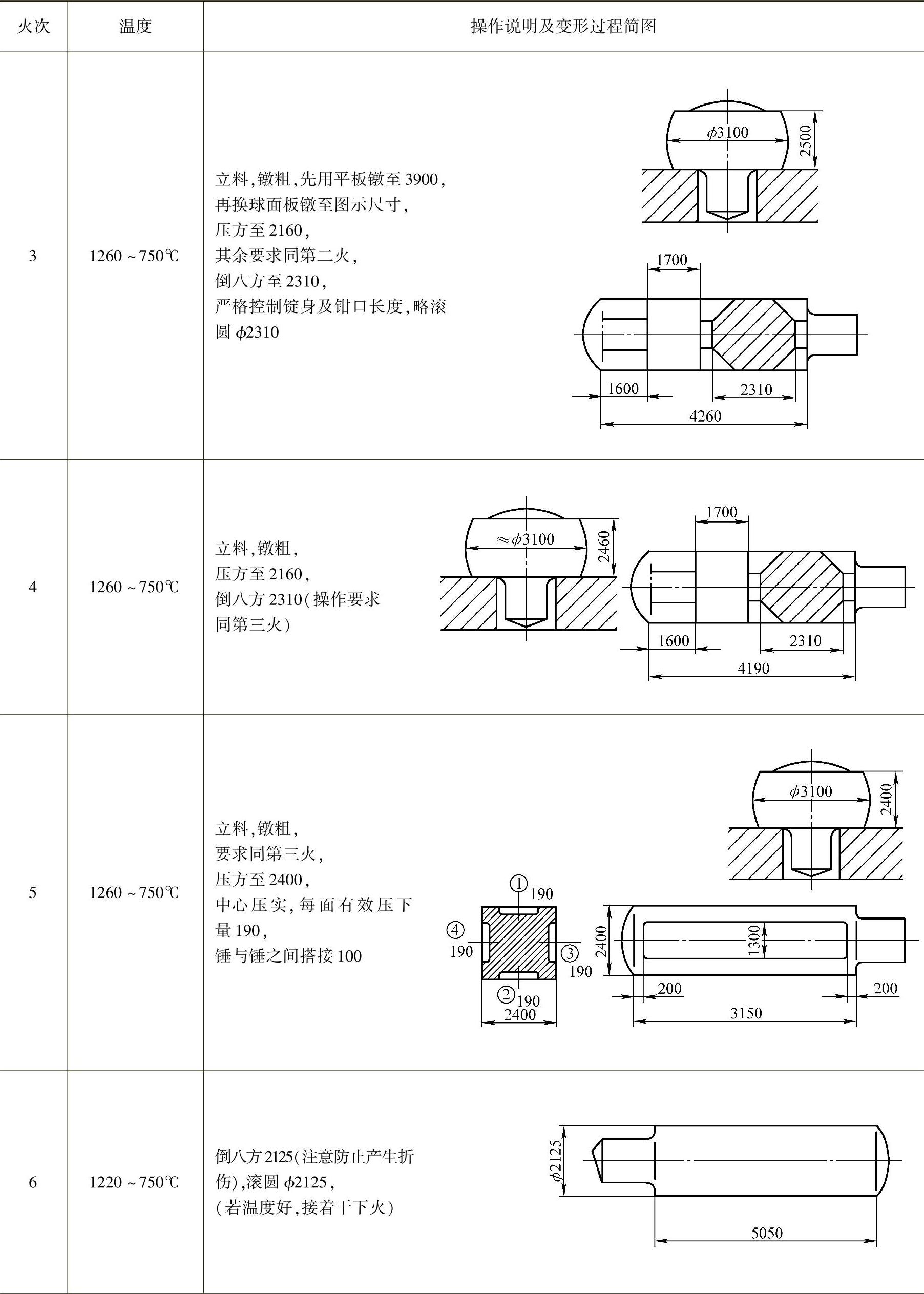
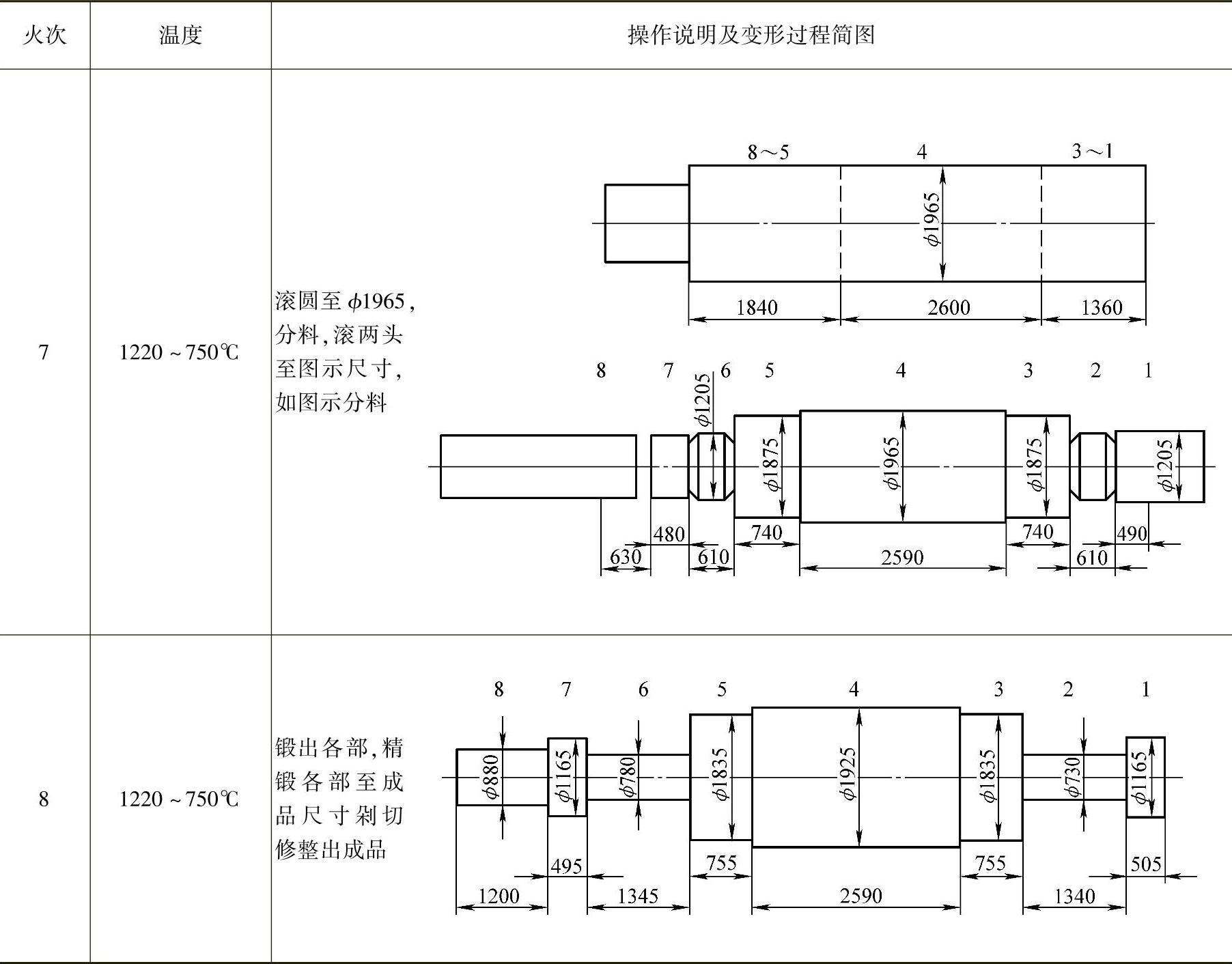
2)锻压。为保证充分可靠地锻合压实钢锭中孔洞性缺陷,均匀组织结构,采用WHF与JTS联合锻压成形方案。实践证明,该方案保证了锻造的高质量,具体锻压工艺可参见表2-2-28。
表2-2-28 大型转子CAD锻造工艺卡片
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
(续)
3)热处理。由于33Cr2Ni4MoV钢淬透性好、高温奥氏体稳定,但有粗晶与组织遗传倾向,所以,除严格控制最后一火加热温度和压下量外,还采用了多次重结晶处理,即在930℃、900℃、870℃三次高温正火。过冷至180~250℃,有利于晶粒细化与扩氢。其锻后热处理工艺曲线如图2-2-12所示。
该转子经全面检查验收,质量合格,已装机使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。