



大锻件锻造中镦粗主要有两种形式:带钳把镦粗和无钳把镦粗。
带钳把镦粗,一般用于锻造轴杆类锻件拔长前的预备工序,以增加拔长锻造比,改善锻件的横向力学性能。
无钳把镦粗,既是圆盘形和饼块类锻件的主变形工序,又是空心锻件在冲孔前的预备工序。
带钳把镦粗,按上镦粗板和下漏盘工作面的形状分为:平面镦粗、凹面镦粗和凸面(锥面)镦粗,如图2-2-7所示。
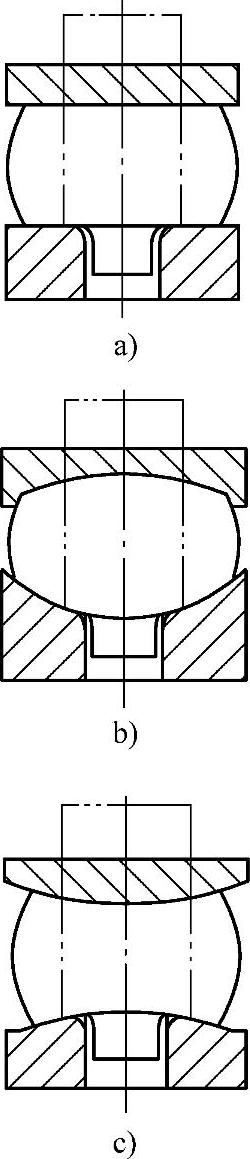
图2-2-7 带钳把镦粗三种形式
a)平面(平板)镦粗 b)凹面(球面)镦粗 c)凸面(锥面)镦粗
当坯料的高径比H0/D0在2.5~3以下时,镦粗时不发生纵弯曲现象。当镦粗变形程度εh小于30%时,中心缺陷不易锻合。为了保证锻件有较高的横向力学性能,中心有良好的压实效果,镦粗前高径比H0/D0≈2~2.3,压缩量εh≥40%,并且要求加热均匀。
图2-2-8表示了凹面(球面)镦粗和凸面镦粗压缩40%后,锻坯内等效应变和静水压应力分布状况。平面镦粗的应力应变场介于上述两者之间。
有关镦粗与拔长变形参数的研究,还可参考文献[5]。
镦粗变形力的确定,镦粗是锻压变形力最大的工序,可按下式计算:(https://www.xing528.com)
P=Ψ(1+0.17(D1/H1))×σ×(π/4)D21×10-6
式中 D1、H1——镦粗后锻坯的直径和高度(mm);
σ——镦粗终了温度下坯料的流动应力(MPa);
Ψ——系数0.4~1(坯料变形体积大者取小值)。
三、冲孔
冲孔前镦粗坯料的直径D0为冲孔直径d的2.5~3倍,即D0=2.5~3d,这样冲孔后畸变较小,并要求加热温度均匀,以防变形不均。
对冲孔直径d≥400mm者,要采用空心冲子冲孔。
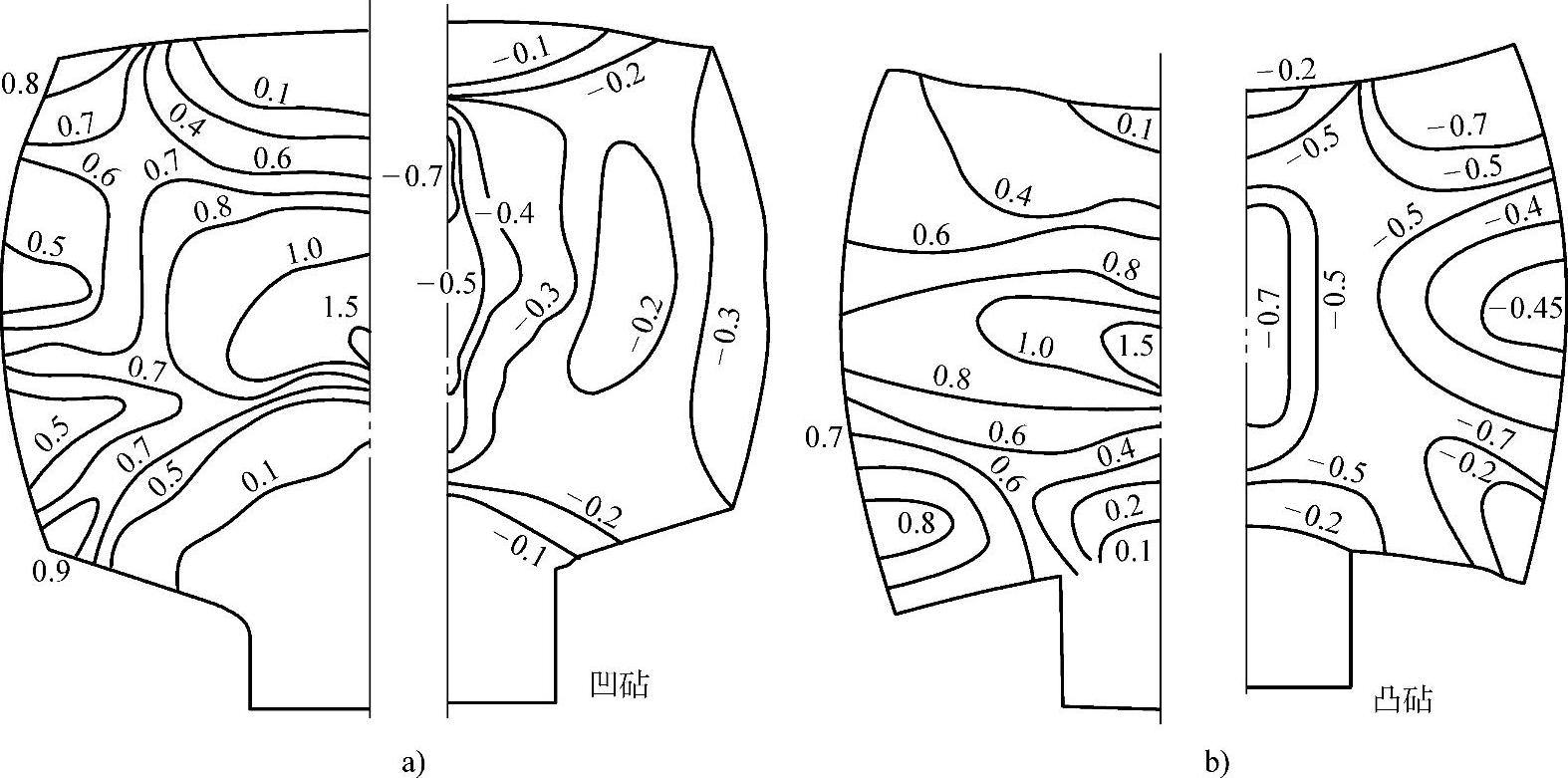
图2-2-8 有钳把镦粗的等效应变 和静水应力
和静水应力 分布
分布
a)凹面镦粗(εh=40%) b)凸面镦粗(εh=40%)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。