



1.毛坯质量的计算
锻制锻件所需用的毛坯质量为锻件质量与锻造时金属损耗的质量之和,计算毛坯质量的公式如下:
m毛坯=m锻件+m切头+m烧损
式中 m毛坯——所需的原毛坯质量;
m锻件——锻件的质量;
m切头——锻造过程中切掉的料头等的质量;
m烧损——烧损的质量。
当用钢锭做原毛坯时,上式中还应加上冒口质量m冒口和底部质量m底部。
锻件质量m锻件根据锻件图决定。对于复杂形状的锻件,一般先将锻件分成形状简单的几个单元体,然后按公称尺寸计算每个单元体的体积,m锻件可按下式求得:
m锻件=ρ(V1+V2+…+Vn)
式中 ρ——金属的密度;
V1,V2,…,Vn——各单元体体积。
对大锻件需考虑台阶处之余面(见图2-1-42)所需的质量。圆截面的余面的质量也可按图2-1-42计算。
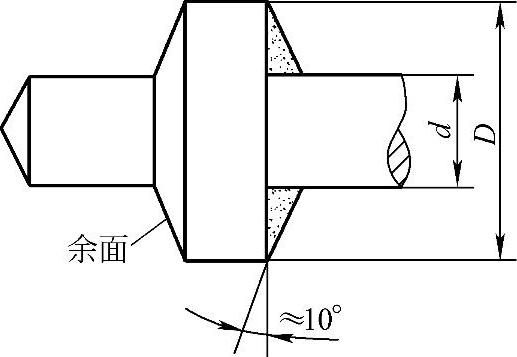
图2-1-42 余面
m切头包括修切锻件端部时的料头质量和冲孔芯料等,端部料头质量的计算方法见表2-1-18,也可按图2-1-43确定。
表2-1-18和图2-1-43是一种最简单的端部切料情况的计算方法,而实际上切料的数值与锻件的复杂程度有关。例如锻造台阶轴时,为防止内凹和夹层现象(图2-1-28),压痕和压肩时端部所留的最短长度应大于0.3D。如果台阶轴的轴颈较短时,则切去的料头质量便要较多。因此,复杂件切料的数值应根据具体工艺来定。
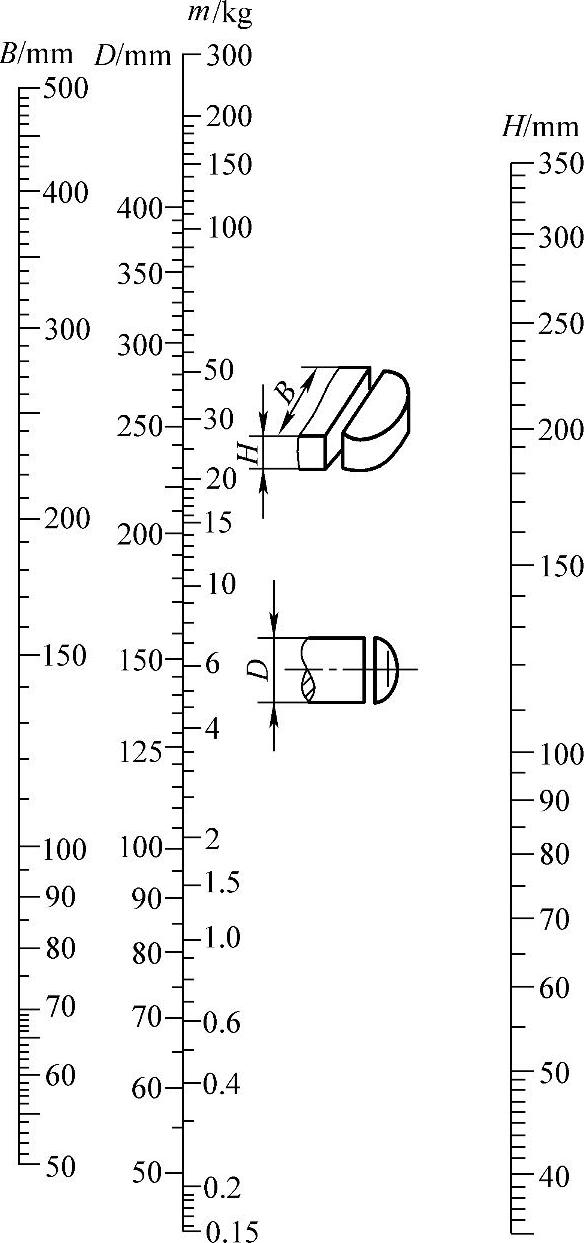
图2-1-43 端部料头的计算图
表2-1-18 端部切头质量
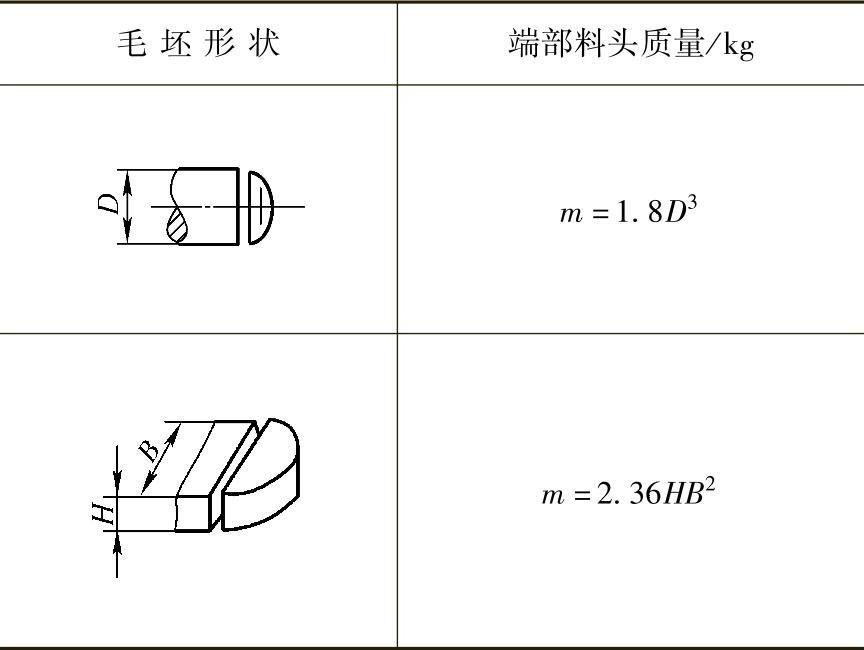
注:表中D、H、B单位均为cm。
冲孔心料决定于冲孔方法和锻件尺寸,计算方法见表2-1-19。
烧损的质量m烧损与炉子的类型、毛坯的性质和加热次数等有关,一般用所占的百分数表示。
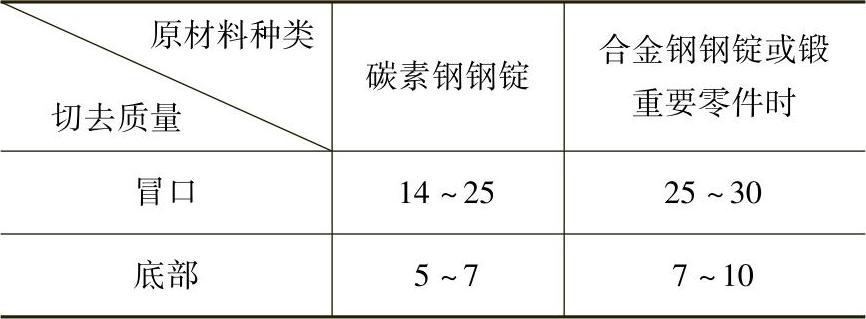
钢锭冒口和底部切去的质量m冒口和m底部占整个钢锭质量的百分比见表2-1-20。
表2-1-19 冲孔芯料的计算
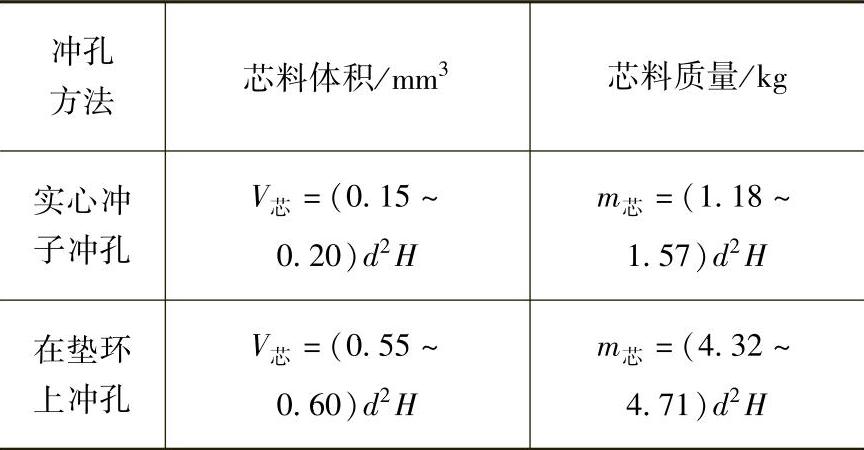
注:表中d为实心冲子之直径(mm);H为冲孔前坯料的高度(mm)。(https://www.xing528.com)
表2-1-20 钢锭冒口和底部切去的质量百分比(%)
2.毛坯尺寸的确定
毛坯尺寸的确定与所采用的第一个基本工序(镦粗或拔长)有关,所采用的工序不同,确定的方法也不一样。
1)采用镦粗法锻制锻件时,毛坯尺寸的确定。对于钢坯,为避免镦粗时产生弯曲,应使毛坯高度H不超过其直径D(或方形边长A)的2.5倍,但为了在截料时便于操作,毛坯高度H不应小于1.25D(或A),即:
1.25D(A)≤H≤2.5D(A)
对圆毛坯:

对方毛坯:

初步确定了D(或A)之后,应根据国家标准选用标准直径或边长。
最后根据毛坯体积V坯和毛坯的截面积S坯,即可求得毛坯的高度(或长度):
对算得的毛坯高度H,还需按下式进行检验:
H<0.75H行程
式中 H行程——锤头的行程。
此外,毛坯高度,还应小于加热炉底的有效长度。
对于锭料,根据所需的毛坯质量和钢锭规格来选择。
2)采用拔长法锻制锻件时,毛坯尺寸的确定。对于钢坯,拔长时所用截面S坯的大小应保证能够得到所要求的锻造比。即:
S坯≥YA锻
式中 Y——锻造比;
A锻——锻件的最大横截面积。
按上式求出钢坯的最小横截面积,并可进一步求出钢坯的直径(或边长)。
然后,根据国家标准选用标准直径(或边长),若没有所需的尺寸时,则取相邻的较大的标准尺寸。
最后,根据毛坯体积V坯和确定的毛坯截面积求出钢坯的长度L坯:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。