



减小空心毛坯壁厚而增加其内外径的工序叫扩孔。
常用的扩孔方法和应用范围见表2-1-4。
表2-1-4 锤上扩孔方法和应用范围
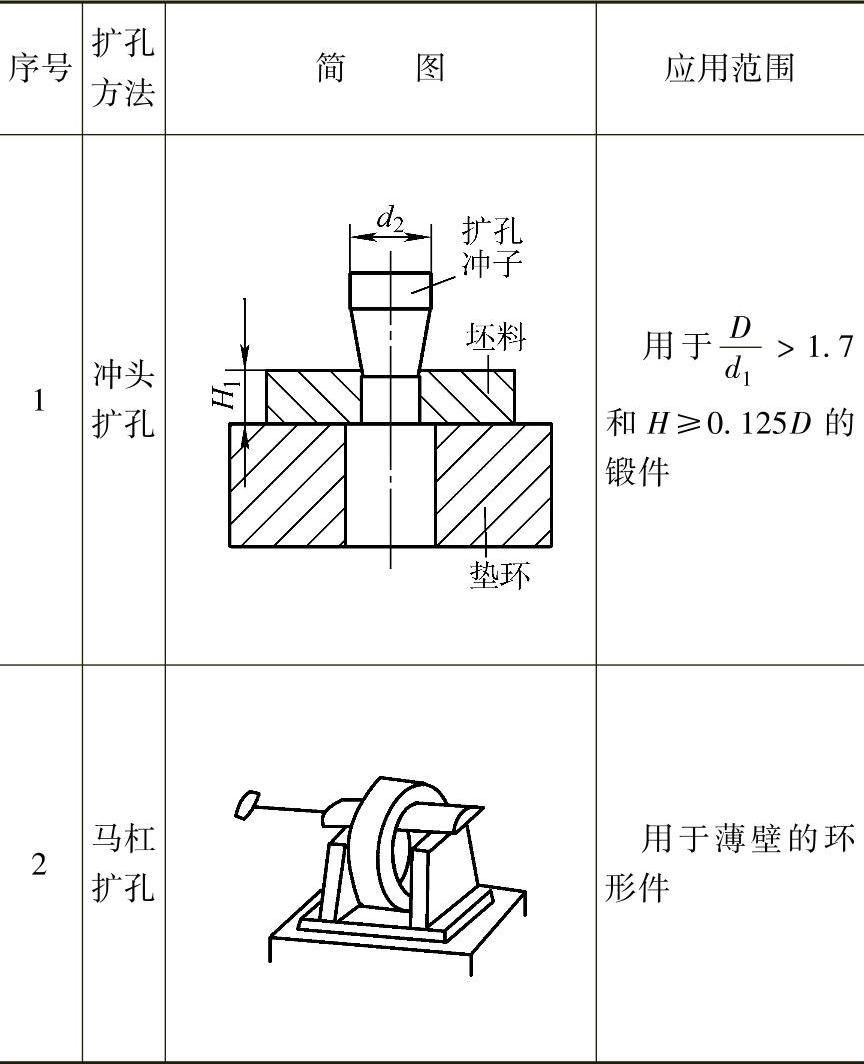
注:1.扩孔前,如冲孔直径d1<d马杠,则应先用冲头扩孔,再用马杠扩孔。
2.冲头扩孔前如孔冲偏了,应采用局部蘸水等办法,使薄壁处变形抗力增大,以保证扩孔正常进行。
3.在马杠扩孔时,为保证壁厚均匀,每次转动量和压缩量应尽可能一致,马架间距离亦不宜过宽,还可以在马杠上加一垫铁以控制壁厚。
冲头扩孔时,壁厚减薄,内、外径扩大,高度变化很小。由于冲头扩孔时坯料沿切向受拉应力,容易胀裂,故每次扩孔量A不宜太大(A可参照表2-1-5选用)。
表2-1-5 每次允许的扩孔量

冲孔后可直接扩孔1~2次(质量小者扩两次),当需多次扩孔时,应中间加热,每中间加热一次允许扩孔2~3次。
冲头扩孔前坯料的高度尺寸按下式计算:
H1=1.05H
式中 H1——扩孔前坯料高度;
H——锻件高度;
1.05——考虑端面修整的系数。
马杠扩孔又称芯轴扩孔。马杠扩孔时壁厚减薄,内、外径扩大,高度(宽度)稍有增加。
马杠扩孔时,由于变形区金属受三向压应力,故不易产生裂纹。因此,在马杠扩孔可以锻制薄壁的锻件。(https://www.xing528.com)
马杠扩孔前坯料的高度按下式计算:
H0=1.05K·H
式中 H0——扩孔前坯料高度;
H——锻件高度;
K——考虑扩孔时高度(宽度)增大的系数,可按图2-1-35选用;
1.05——修整系数。
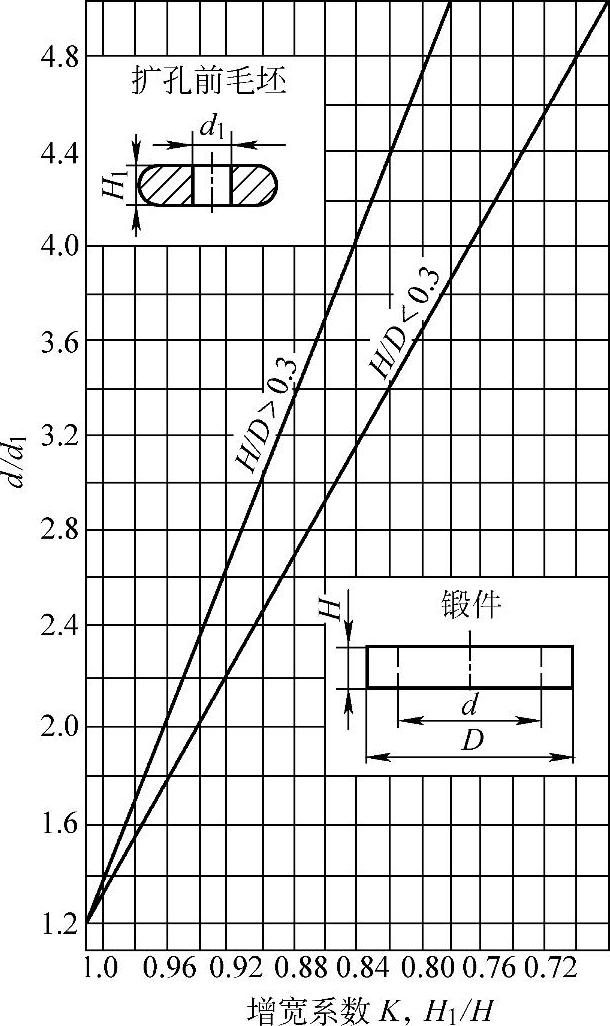
图2-1-35 马杠扩孔增宽系数
在马杠扩孔时,马杠直径取决于锻件高度H和锻件壁厚与马杠直径之比值,锤上扩孔时,最小马杠直径可参考表2-1-6选用,应随着壁厚减薄和高度增加,更换直径大一些的马杠。
表2-1-6 最小马杠直径与锻锤吨位的关系
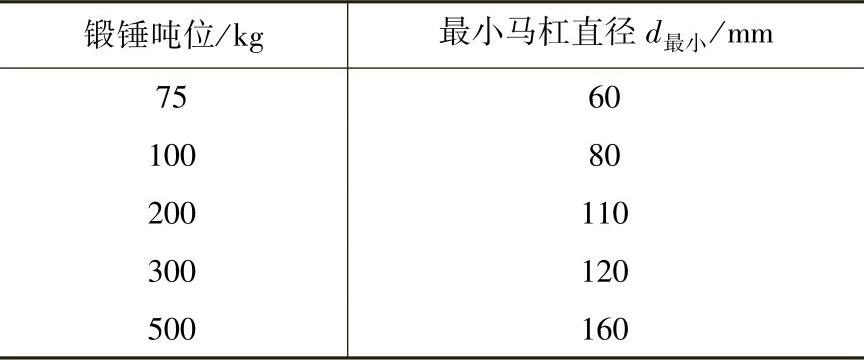
注:马杠材料为40CrNi或40Cr。
在马杠扩孔时,设备吨位是按锻件的外廓尺寸来确定。
锤上扩孔时锻锤吨位可按图2-1-36近似确定。
图2-1-36中所规定的是一般扩孔的情况,在个别情况可以将下砧和砧垫取下来,将马架直接装在砧座上进行扩孔。
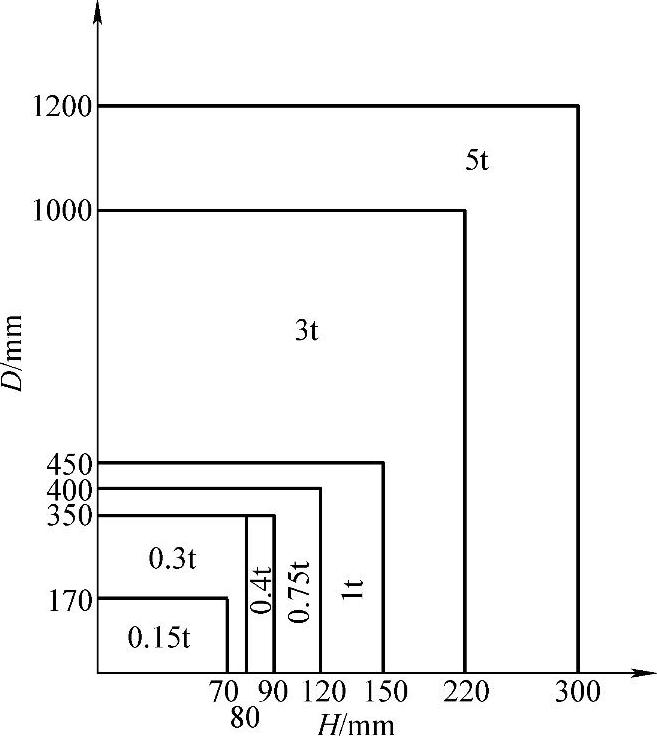
图2-1-36 锤上允许扩孔的锻件尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。