



【摘要】:为了达到坯料或锻件的加热目的,金属加热温度的测量和控制是很重要的。坯料或锻件加热到始锻温度出炉后或各工序间运行时,除了测量其本体温度外,主要是测量炉内加热过程中的金属坯料或锻件的温度,以便控制加热工艺;而测量炉内金属坯料或锻件的温度比测量炉温还要困难。
塑性成形中,金属坯料或锻件除冷变形外都要经过加热,其中包括:下料时利用金属“蓝脆区”的剪断前加热、温变形及热变形的加热和热处理过程中的加热。为了达到坯料或锻件的加热目的,金属加热温度的测量和控制是很重要的。坯料或锻件加热到始锻温度出炉后或各工序间运行时,除了测量其本体温度外,主要是测量炉内加热过程中的金属坯料或锻件的温度,以便控制加热工艺;而测量炉内金属坯料或锻件的温度比测量炉温还要困难。按各种符合规定的测量方法,测得的所谓炉温实质是加热炉内表面的辐射热和炉气辐射对流热综合传热所显示的温度。所以,炉温总是高于金属坯料或锻件的温度;找出两者的规律后,经常用可以控制的炉温的测量来代替金属的测量。
对于金属坯料或锻件温度的测量,不用仪表最简单的方法是目测;加热温度高于530℃的钢铁材料,会发出不同波长的辐射波,温度不同看起来颜色不同,有经验的操作工人可以目测金属坯料或锻件的温度。目测受白天和黑夜、晴天与阴天、车间光线明亮与灰暗、炉内燃料燃烧情况等影响,误差较大;对于有经验的老锻工目测误差在±(20~50℃)范围内。
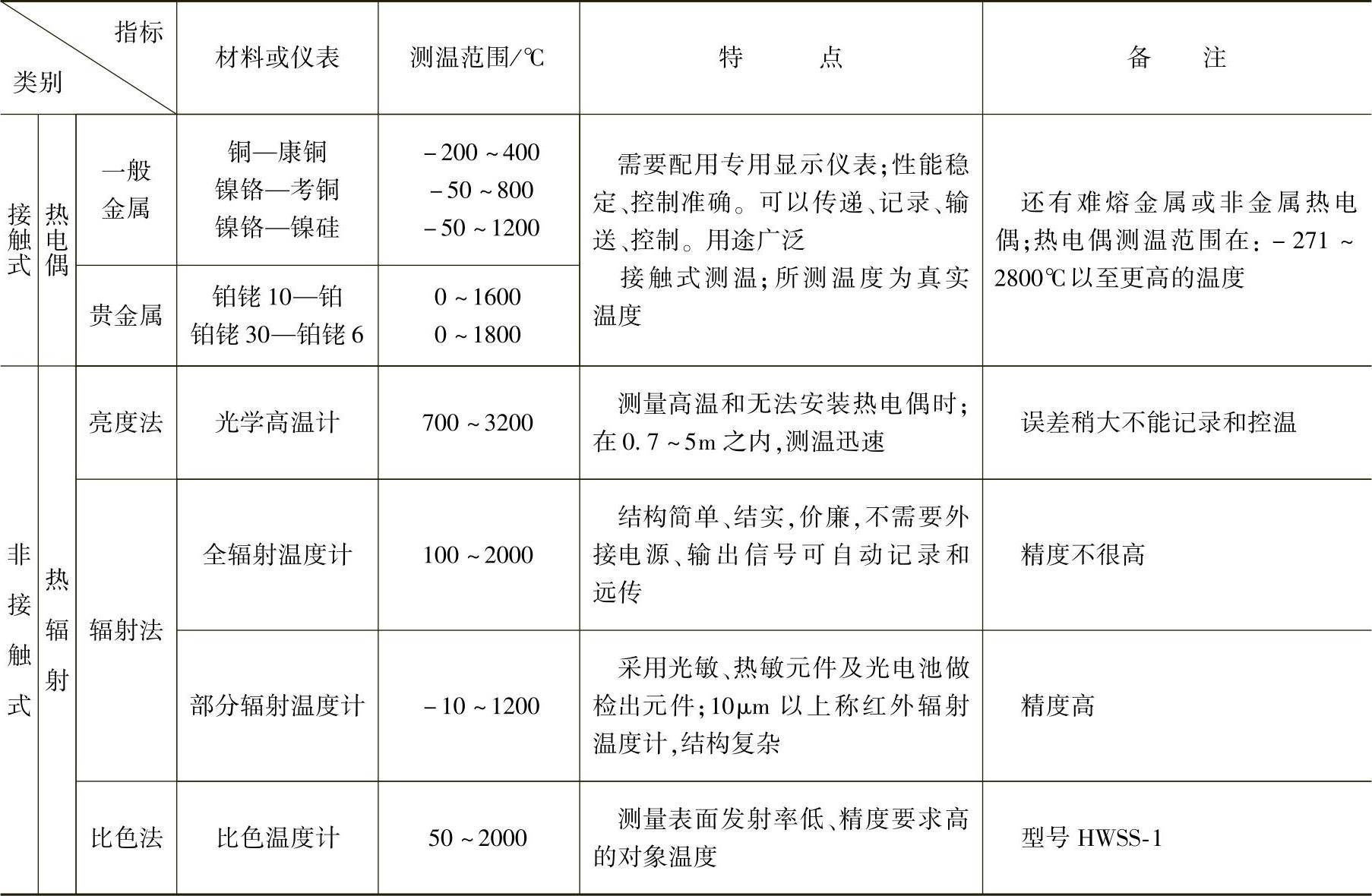
金属坯料与锻件测温的基本方法见表1-3-15。(https://www.xing528.com)
表1-3-15 金属坯料与锻件测温的基本方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。