



生产实践中,加热时间除按简易公式计算外,还参照一些结构合理、火焰亮度一般的煤气和燃油炉的经验数据和图表,供生产或设计时参考。
1.室式炉内加热时间图表
1)断面尺寸为10~100mm坯料的加热时间:
①碳素结构钢(碳质量分数为0.08%~0.40%)及低合金钢坯料加热时间,见表1-3-10。
②中、高合金钢及碳素、合金工具钢加热时间按下式计算:
τ=KK′τ′ (1-3-15)
式中 τ′——基本加热时间(见表1-3-10);
K——材料系数,其值为:合金钢、碳素工具钢K=1.2~1.5;高合金钢、合金工具钢K=1.5~2.0;
K′——形状影响系数(见表1-3-11)。
图1-3-10 各种燃料生成气的黑度
表1-3-9 图1-3-10中各种曲线所代表的燃料性质

图1-3-11 钢材(或铸铁)截面温差与时间的关系
表1-3-10 碳钢及低合金钢钢坯料在不同炉温下的加热时间 (单位:min)

炉温1200℃,钢坯加热到1150℃时的加热时间

炉温1300℃,钢坯加热到1200℃时的加热时间

炉温1300℃,钢坯加热到1250℃时的加热时间
炉温1400℃,钢坯加热到1300℃时的加热时间

表1-3-11 形状影响系数K′值

2)断面尺寸为100~350mm的方坯加热时间可直接采用表1-3-12的数据;加热圆坯时,表内时间数据须乘以系数0.7;表中三组钢的具体牌号如下:
第Ⅰ组:碳钢Q195~Q255,10~50;低合金钢15Cr~30Cr,15Mn~30Mn;
第Ⅱ组:碳钢55~70;合金结构钢:45Mn~60Mn,40Cr~50Cr,15CrMn~50CrMn,35CrMn2,20CrMnSi~35CrMnSi,50CrVA,24CrMnV,35CrMnV,38CrAl,38CrMoAlA,35CrMo。
第Ⅲ组:碳素工具钢T7,T8;铬锰钼钢、锻模钢及中等合金结构钢等。
3)考虑钢坯在炉内放置情况、钢坯的材质及表面黑度、温度等对加热时间的影响。
表1-3-12 锻造加热炉内方坯加热时间 (单位:h)

第Ⅰ组钢

第Ⅱ组钢

(续)

第Ⅲ组钢
冷钢坯在不同炉温、不同加热温度时的基本加热时间如图1-3-12所示。加热时间τ的计算公式如下:
τ=MK1K2τ′ (1-3-16)
式中 τ′——基本加热时间(见图1-3-12);
M——置放系数(见表1-3-8);(https://www.xing528.com)
K1——与钢坯材质有关的系数(见表1-3-13);
K2——与钢坯表面黑度有关的系数,其值为:碳素钢K2=1;奥氏体钢K2=2.22;铬镍合金钢K2=1.1。
4)有色合金的加热时间(见表1-3-14)。
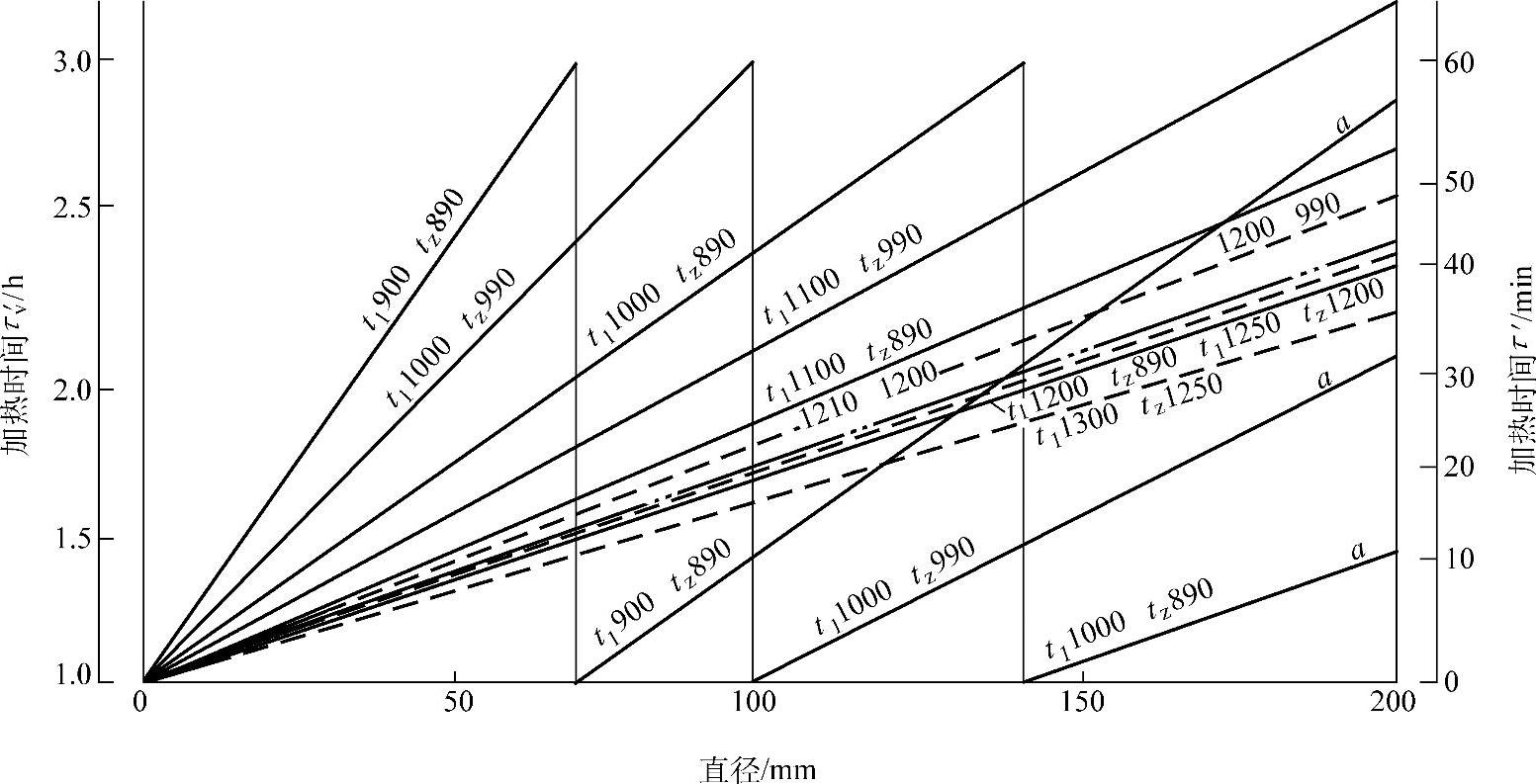
图1-3-12 加热时间τ′
tl—炉温 tz—钢材终温 a—按左侧坐标 τ′(h),其余按右侧坐标τ′(min)
表1-3-13 与钢坯材质有关的系数K1值

表1-3-14 室式炉内有色合金的加热时间 (单位:min)

2.连续式炉内钢材加热时间计算图表
除了一般机械制造厂使用的二段或三段连续式加热炉外,推杆式加热炉、振底式加热炉、步进式加热炉及环形加热炉等也都属于连续式炉。连续式炉内钢材加热时间的计算较繁杂,为简单起见,假定每段炉温为常数,用图表法概略地计算各段的加热时间。
图1-3-13和图1-3-14给出当相对开始温度U=Ts/Tl=0.22;0.4;0.6;0.8时的几组曲线,用来进行预热段的加热计算。
图1-3-15及图1-3-16给出U=Ts/Tl=0.6;0.7;0.8时的曲线,用来进行加热段的加热计算。
(1)各计算参数
1)加热不完善度

式中 Tb——计算段内钢坯表面温度(K);
Tl——计算段内平均炉温(K)。

图1-3-13 预热段钢坯表面加热计算图表
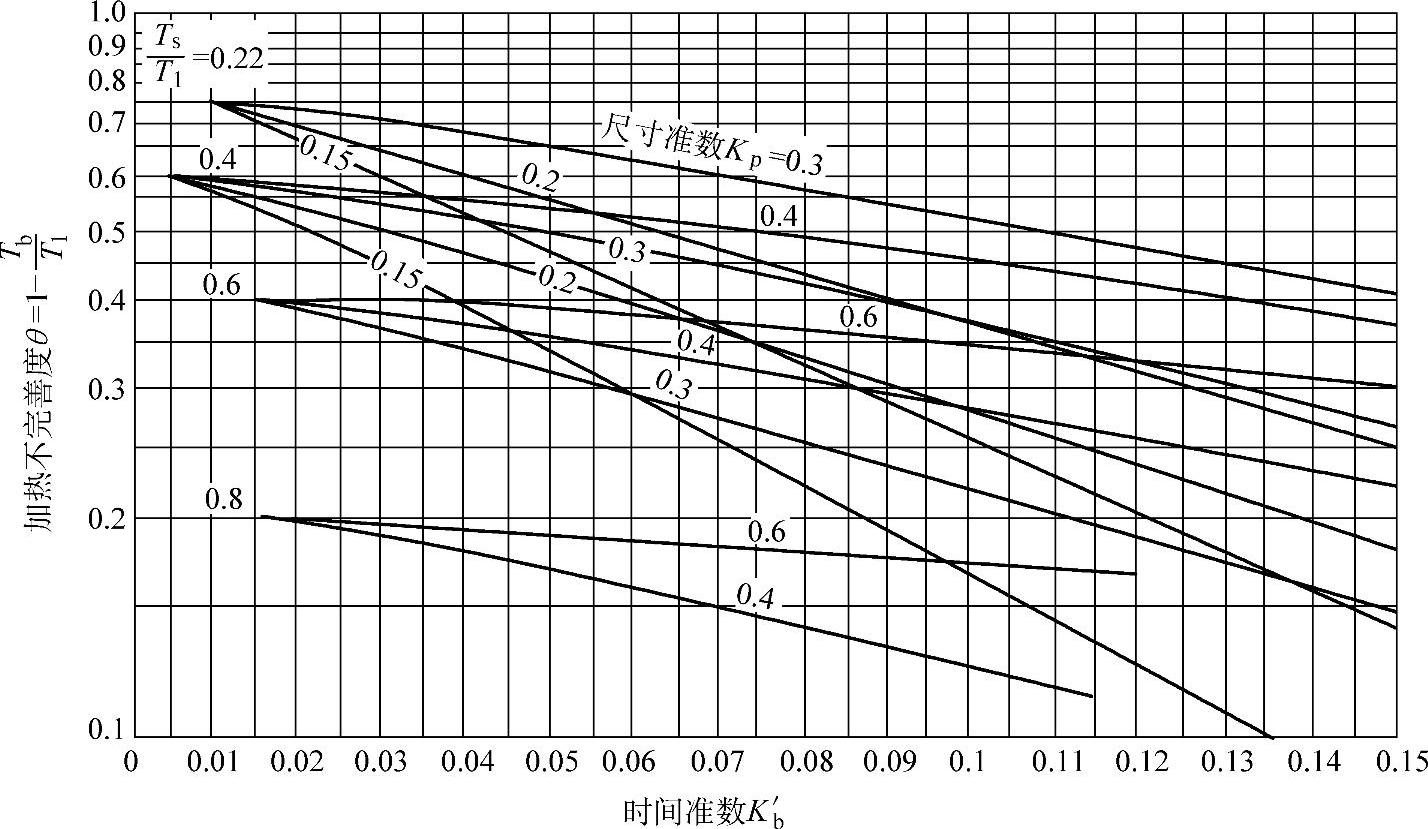
图1-3-14 预热段钢坯中心加热计算图表

图1-3-15 加热段钢坯表面加热计算图表

图1-3-16 加热段钢坯中心加热计算图表
2)相对开始温度U:

式中 Ts——计算段开始时平均温度(K)。
3)尺寸准数Kp:

式中 σ——导出辐射系数,按式(1-3-12)计算;
δ——钢坯计算厚度(m);
λ——一定温度下的钢坯平均热导率(W/m·K)。
4)时间准数Kb:

式中 b——热惰性系数≈200;
τ——计算段内的加热时间(h)。
(2)总的加热时间
将式1-3-20变换形式,则:
计算出θ、U、Kp后,Kb由所给的相应图中查得,总的加热时间为求得的各段τ之和。
台车式炉内钢锭加热时间见第二篇第二章。
对于推杆式连续加热炉,双面加热时,每厘米厚度钢坯加热时间约7.5~8.5min;单面加热时约为9min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。