



锻造温度范围是指始锻温度和终锻温度间的一段温度间隔。
在锻造温度范围内金属应具有良好的可锻性(足够的塑性、低的变形抗力等)和合适的金相组织。为了减少火次,都力求扩大温度范围。锻造温度范围是通过各种试验和分析金相图及再结晶立体图的方法确定的。
始锻温度主要受到过热和过烧的限制,它一般应低于熔点100~200℃。
对于碳钢,由相图(见图1-3-4)可看出,始锻温度应该随含碳量的增加而降低。对于合金钢,通常始锻温度随含碳量的增加降低得更多。
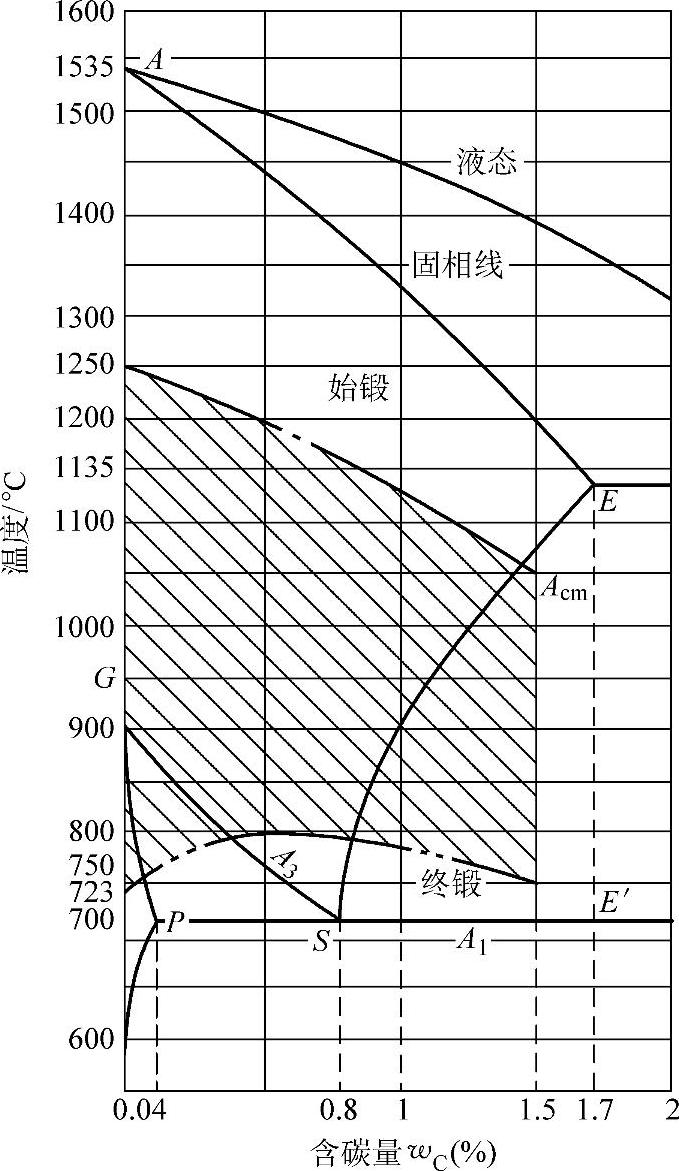
图1-3-4 铁-碳相图
钢锭由于液态凝固时得到的原始晶粒组织比较稳定,过热的倾向较小,因此钢锭的始锻温度可比同钢种的钢坯和钢材高20~50℃。终锻温度主要应保证在结束锻造之前金属还具有足够的塑性以及锻件在锻后获得再结晶组织,但过高的终锻温度也会使锻件在冷却过程中晶粒继续长大。因而降低了力学性能,尤其是冲击韧度。
钢料在高温单相区(如图1-3-4所示GSE线以上的奥氏体区)具有良好的塑性。对于亚共析钢一般应在A3以上15~50℃左右锻造,但对于低碳钢(C<0.3%)通过试验可知,在GS线(A3)以下的两相区(γ+α)也有足够的塑性,因此终锻温度可在GS线以下。对于过共析钢温度降至SE线(Acm)以下即开始析出二次碳化物,且沿晶界呈网状分布,为了打碎网状渗碳体,在Acm以下还应继续锻打。但温度进一步下降则因塑性显著降低而必须终止锻造。过共析钢的终锻温度一般应高于A1(SE′线)50~100℃以上。
对于冷却时不产生重结晶转变的钢种(例如奥氏体钢、铁素体钢),由于不能用热处理方法细化晶粒,所以必须严格控制终锻温度,终锻温度不能过高。(https://www.xing528.com)
精整工序时,终锻温度允许比规定值低50~80℃(见图1-3-4)。
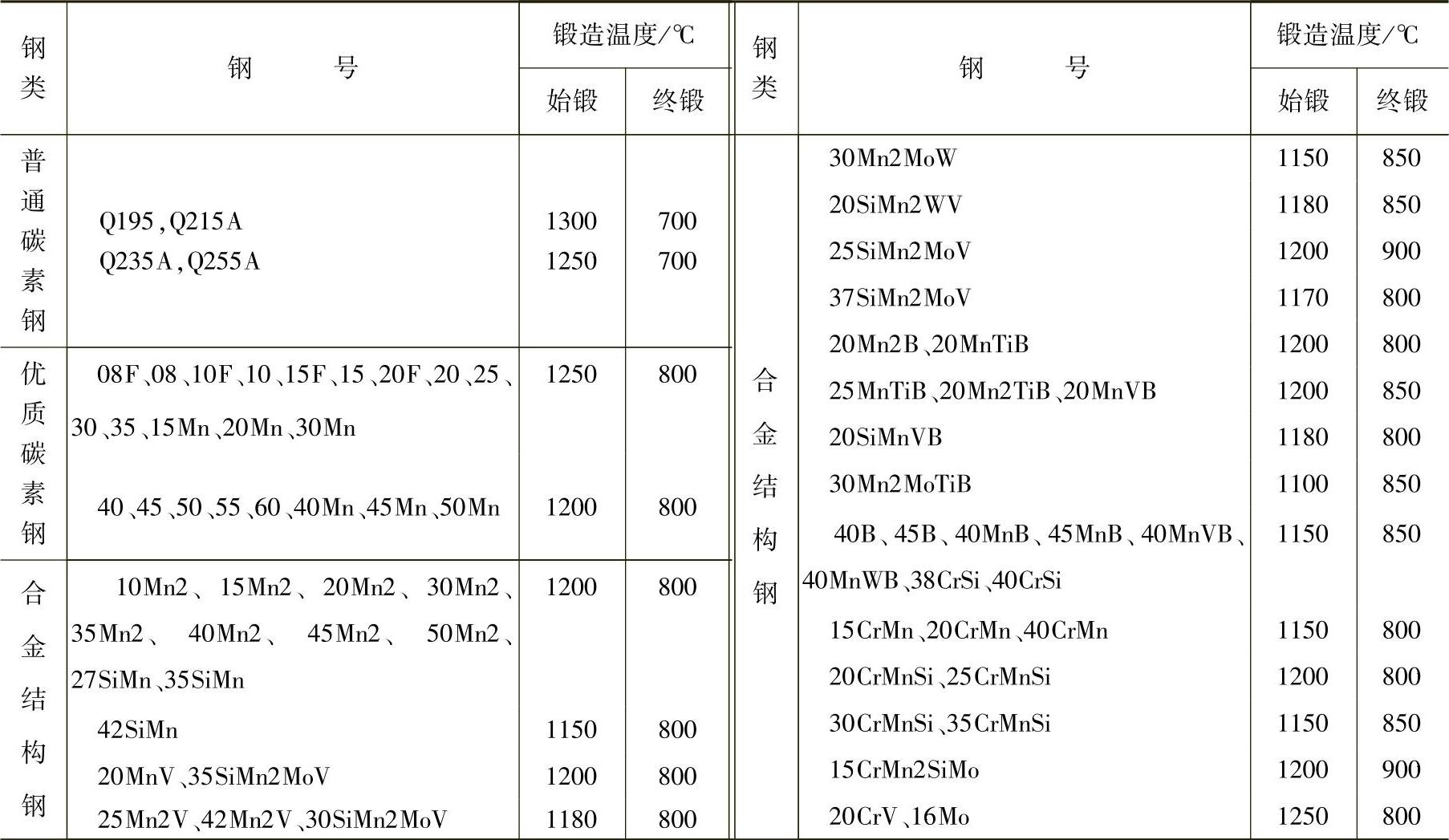
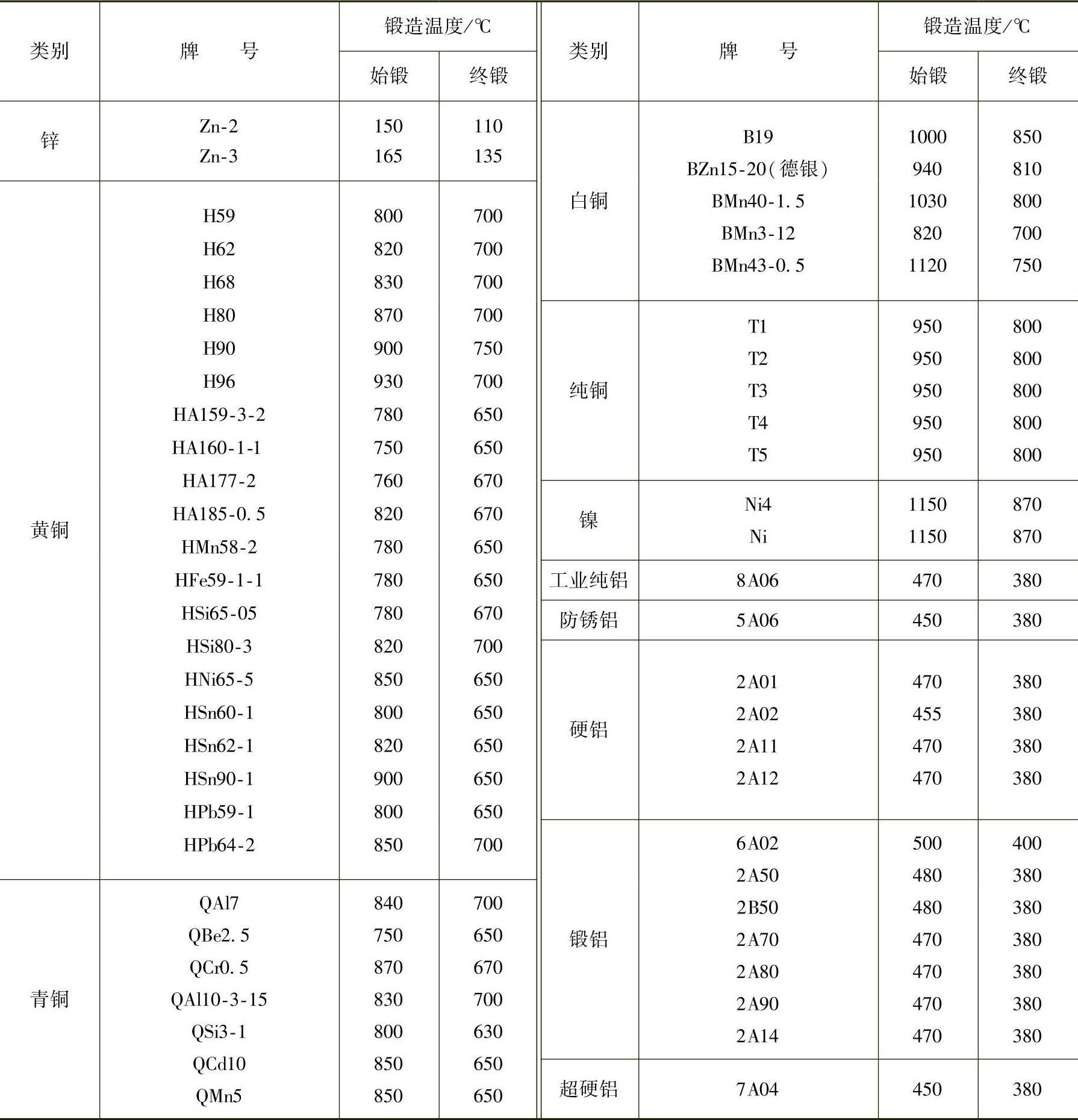
由于生产条件的不同,各工厂所用的锻造温度也不完全相同。钢料的锻造温度范围见表1-3-5。有色金属的锻造温度范围见表1-3-6。钢锭加热规范见第二篇自由锻造。
表1-3-5 钢的锻造温度范围
(续)
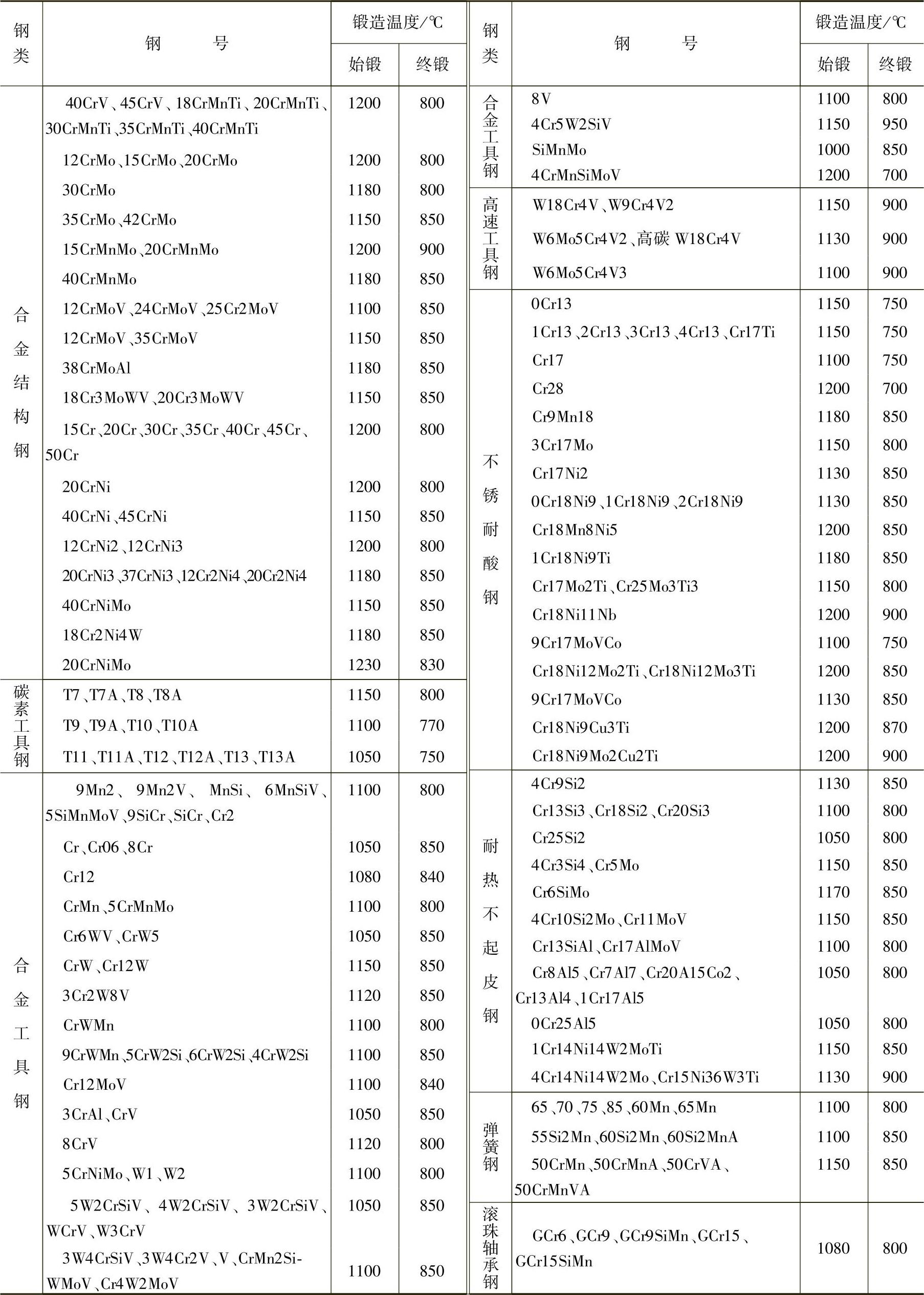
表1-3-6 有色金属锻造温度范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。