



【摘要】:未经退火的中碳钢、高碳钢及中、高合金钢棒料可采用冷折下料,而已经退火状态的钢材及低碳钢、低合金钢不宜冷折,因不易折断或拉出毛刺。轴承钢最适宜于冷折,一般利用钢在低温有一脆性区的特点,将其加热至280~330℃,进行蓝脆折断。冷折力取决于钢的抗拉强度、坯料直径、缺口尺寸和在冷折滑块下两支点间的距离。
未经退火的中碳钢、高碳钢及中、高合金钢棒料可采用冷折下料,而已经退火状态的钢材及低碳钢、低合金钢不宜冷折,因不易折断或拉出毛刺。
轴承钢最适宜于冷折,一般利用钢在低温有一脆性区的特点,将其加热至280~330℃,进行蓝脆折断。
冷折坯料的长度应大于坯料直径或边长的1.2倍,单支点折断时,上刀与下刀的距离应不小于棒料的直径。为了在棒料折断处,造成应力集中,一般用斧、锯、切削、气割等方法作出缺口。车削的缺口为一圆周,为使车口深度均匀,长棒料的弯曲度不应超过4mm/m。单面的缺口应在折断方向的对边,缺口深度为0.06D,宽度3~5mm。
棒料冷折在立式和卧式曲柄压力机或液压机上进行。
冷折力取决于钢的抗拉强度、坯料直径、缺口尺寸和在冷折滑块下两支点间的距离。
1)双支点折断(图1-2-7)所需压力F:
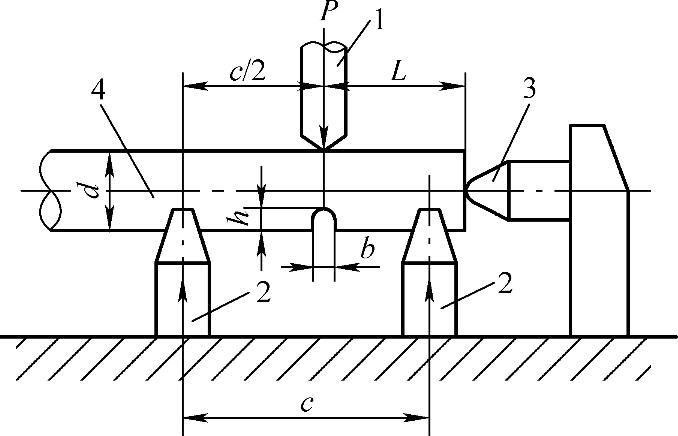
图1-2-7 双支点蓝脆冷折
1—上刀 2—双支点 3—挡块 4—棒料
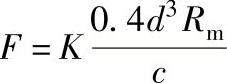
式中 K——系数,取1.0~1.1;
Rm——金属抗拉强度,对轴承钢在温度280~330℃时,取1300MPa;(https://www.xing528.com)
c——两支点间距离(mm),取(1.5~2.0)d;
d——坯料直径(mm)。
2)悬臂折断法:在额定压力下能折断的最大坯料直径dmax(见图1-2-8)。
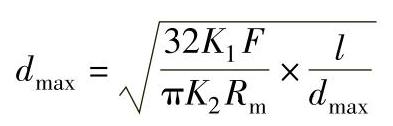
式中 F——压力机额定压力(kN);
l——上下刀片间距离(mm);
K1——系数,取0.85;
K2——系数,取1.1。
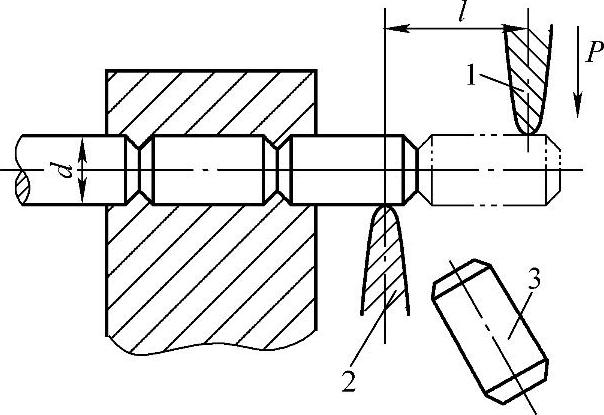
图1-2-8 车床车口折断示意图
1—上刀 2—下刀 3—坯料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。