



锯床分圆锯床、往复锯床、带锯床、砂轮切割机等,多用于中小批量生产中。
锯切的坯料端面平整、垂直度较好、长度方向尺寸精确,适用于管料及为冷挤压、精密模锻等下料,但生产率低,工具和锯口损耗均比较大。
1.圆锯床
圆锯床的锯片分整体锯片和镶齿锯片两种。按齿数分,同一直径的锯片有粗齿、中齿、细齿三种。粗齿镶齿锯片适用于切割大截面的实体金属,而中齿和细齿锯片适用于切割高硬度的各种截面的金属,如棒料、管子、成捆的钢材等。镶齿锯片本体为合金结构钢或65Mn弹簧钢,镶齿为高速钢。
每锯切一个坯料有一锯口损失,锯口宽度随锯片厚度而异,锯片厚度随锯片直径而增加。薄锯片比厚锯片切削阻力小,锯片磨损少,寿命长;小锯片每次进给量较小,但可用较高转速,切削速度快,生产率高,切口损耗小,锯床功率消耗也较小,锯片价格较便宜,因而为降低生产成本,锯小料宜选用小锯片。
我国产圆锯床型号有G607、G608、G6010、G6014等。属仿前苏联20世纪50年代结构发展而成,近年来改进不大,列于表1-2-18,可供比较和参考。
德国Anderson公司和我国台湾Anderson工厂生产的小直径、薄锯片高速圆锯切料机,其技术规格列于表1-2-19。
NCB-65、NCT-70、NCB-100、KD-150型高速圆锯切料机,其锯片外径分别为285mm、300mm、360mm、460mm,锯片厚度分别为2.0mm、1.6mm、2.6mm、2.7mm,锯切坯料直径15~150mm,当锯切45钢,ϕ100mm,切断时间12s,长度公差±0.03mm。据国内用户反映:设备价格是带锯床的10倍,锯切生产率为带锯床的2倍,锯片价格(2004年)每片3000元,一次性使用寿命达不到1.8~2.0万件,锯片不能修复使用。用于锻造下料不如带锯床经济。因此,锯床与锯片有待国产化,并应进一步提高圆锯片寿命,该类高速圆锯切料机才能在我国锻造生产中得到广泛推广和应用。
在G607系列圆锯床、往复锯床和带锯床上锯切坯料的长度公差与坯料长度和直径的关系列于表1-2-20。
表1-2-18 自动圆锯床技术规格
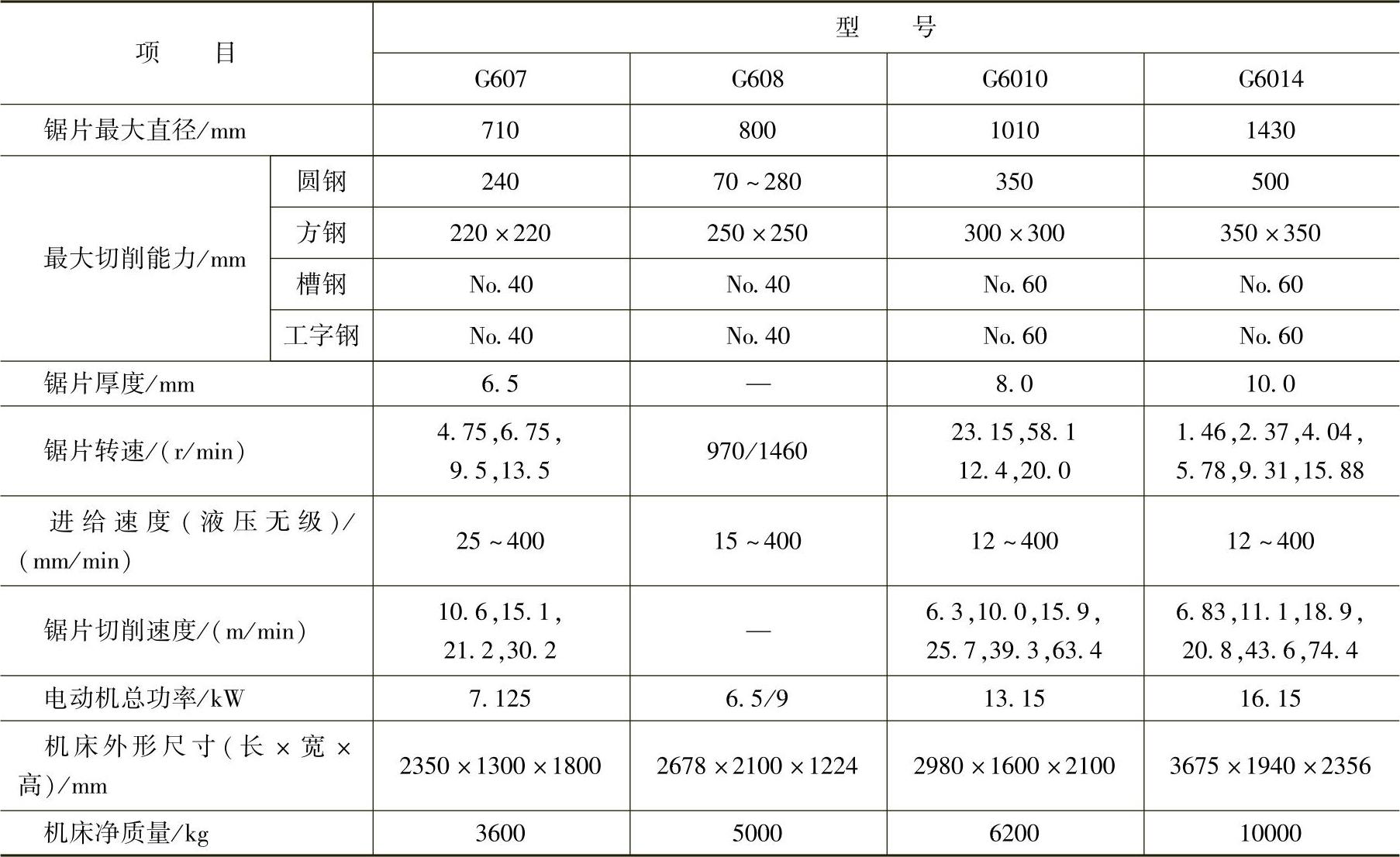
表1-2-19 小直径、薄锯片高速圆锯切料机
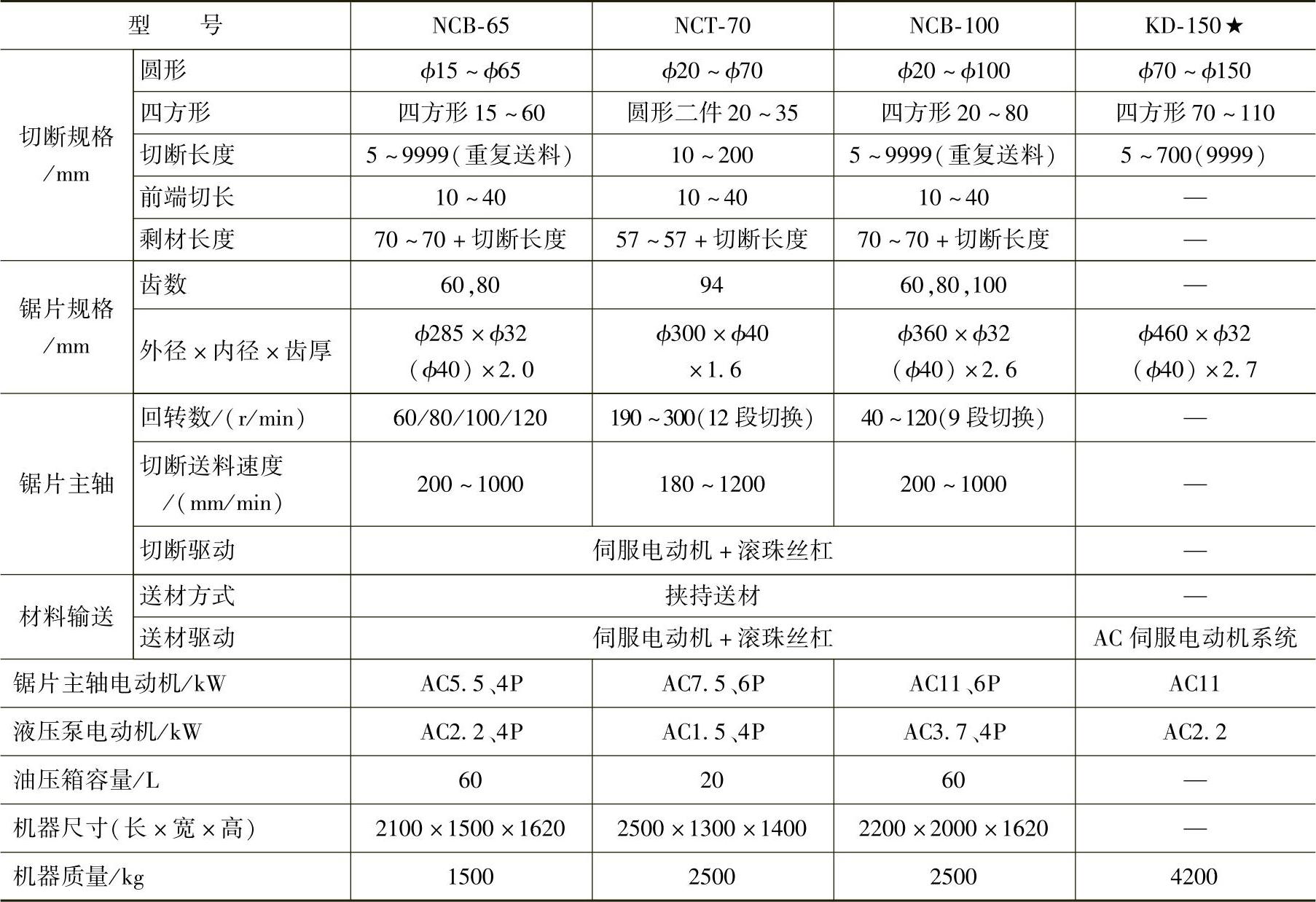
注:带★号者取自致佳机械公司样本,其余取自德国Anderson公司的样本。
2.往复锯床
往复锯床用于单件小批生产时锯切中小截面坯料,常用于锯切管料,处理剪断机剩下的料头,以及为机修工具用材料的下料。合金工具钢锯条的厚度有1.8mm、2.25mm、2.3mm等。碳素工具钢锯条更厚些,切口损耗约3~4mm,但生产率低,切削速度取16~49m/min。
往复锯床的生产率平均只有G607圆锯床的1/5~1/3,带锯床的1/10~1/5,且锯料直径越大,差别越大。故用于锯切中小截面坯料稍合适一些。
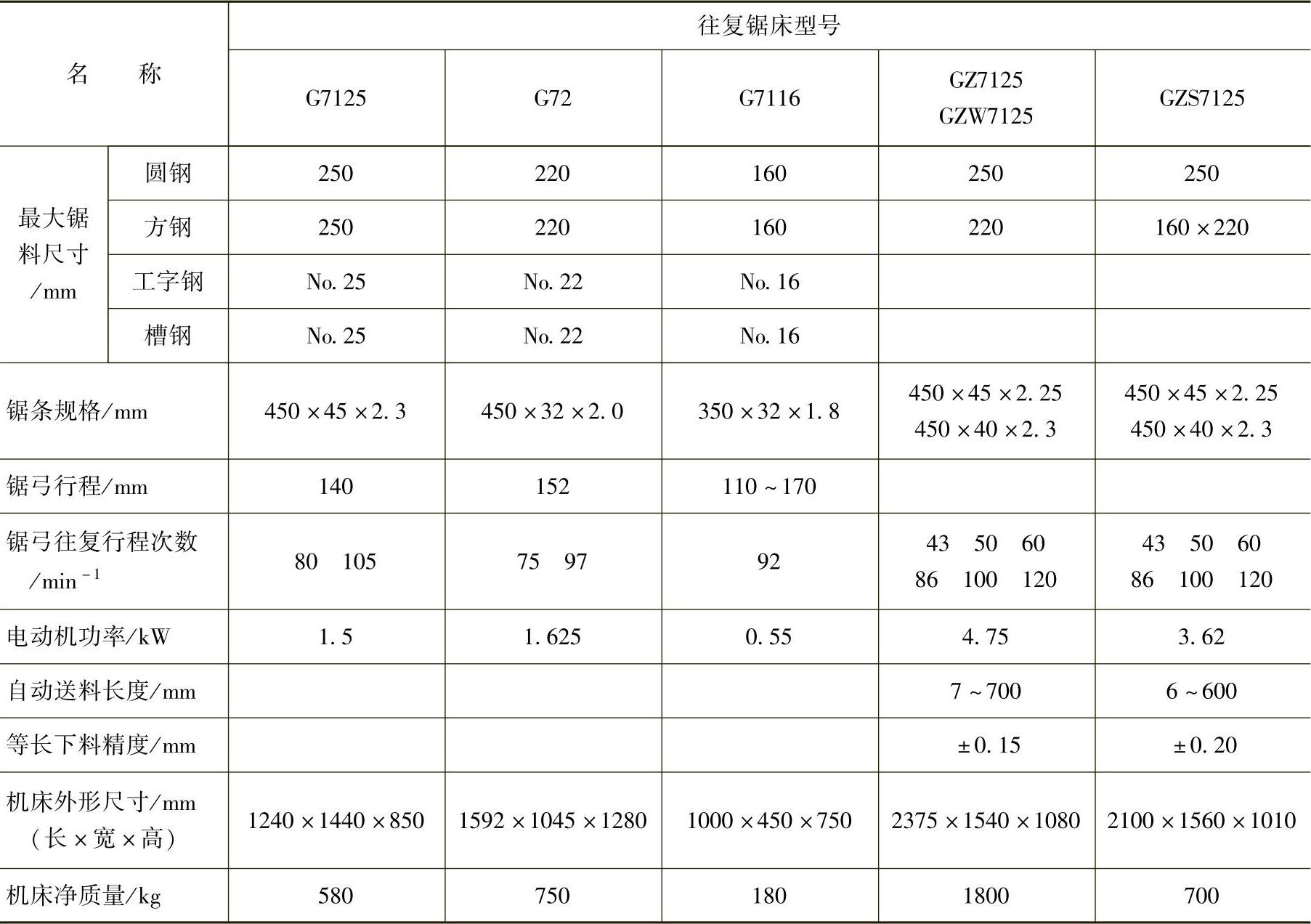
液压往复锯床的型号有G7125(G7025)、G72、G7116(G7016)等,分别可锯圆料最大直径为250mm、220mm、160mm。几种往复锯床的技术规格列于表1-2-21。
新型全自动往复锯床采用夹板式弧形切割原理,锯弓作曲线运动,锯条在切削材料时产生摇摆动作,使锯条上各锯齿的切削力比较均匀,因而能产生更大的切削。另一特点是锯条的进给速度和压力可以分别控制,使机床参数与被锯切材料能很好匹配,以提高生产率,其次是一根锯条能锯的材料类型和尺寸范围较大。这类机床有自动进料机,例如GZ7125型等。
3.带锯床
表1-2-20 锯床上锯切坯料的长度公差与坯料长度和直径的关系 (单位:mm)
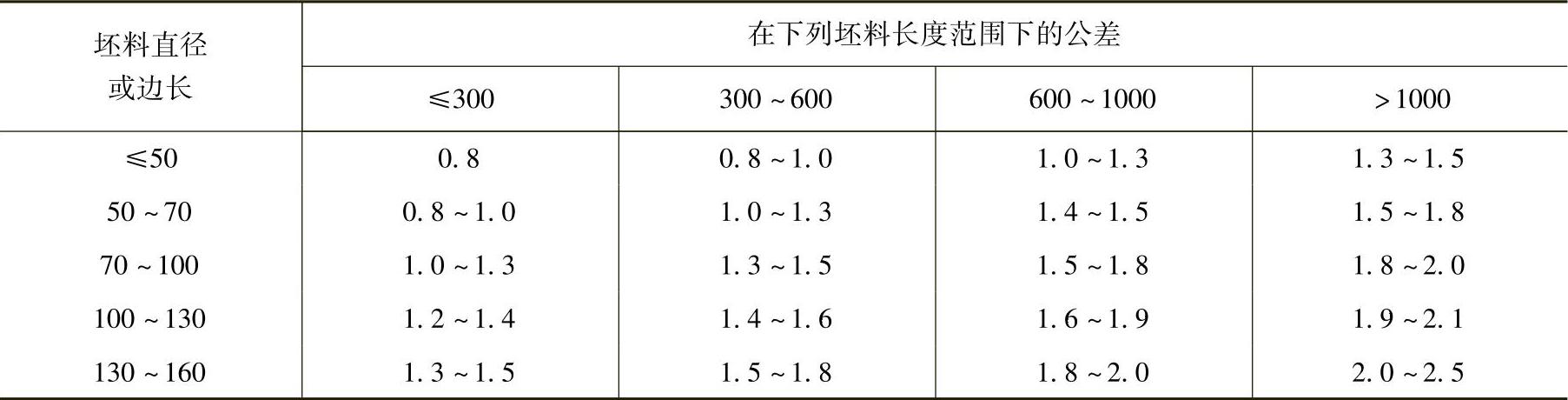
表1-2-21 往复锯床的技术规格
带锯床适用切割普通结构钢,同样适用于切割不锈钢、钛合金、镍铬合金等难切削材料;含有碳化钨的刀片能切割最难加工的材料铀;也可用于切割有色金属材料和各种非金属材料。
国产金属带锯床有立式、卧式、可倾立式、全自动和半自动等形式。其中GZ4032型全自动卧式带锯床具有如下特点:
①带锯床的生产率是G607圆锯床的1.5~2.0倍,锯切同样规格的材料时,其机床安装容量只有G607圆锯床的1/2,锯切单位产品的动能消耗只是G607型圆锯床的1/4,对锯切能力为250mm和400mm以下圆料的带锯床,其带锯条厚度分别为0.9mm和1.06mm,切口损耗为2.0~2.2mm,平均只有G607圆锯床的1/5~1/4。
②进给力在预选范围内可恒定。
③液压张紧锯带。
④锯带速度可无级调整。(https://www.xing528.com)
⑤“无料”和锯条断裂及达到预定锯切件数均可自动停机。
⑥自动送料可单程或多程。
⑦数字式进料读出器。
⑧自动计件装置。
⑨硬质合金导向装置。
⑩自动循环采用气动液压系统,不用油源。
目前锻造下料最常用的带锯床型号有GZ4032、GZ4030和GZ4025全自动卧式带锯床、G4030、G4025半自动卧式带锯床等。
带锯床国内制造厂家已普遍,用户广泛。制造厂家有:连云港机床厂、上海市江川带锯床机械制造厂、上海沪南锯床厂、湖南机床厂、博野县腾飞锯床厂(原河北锯床厂)、浙江省缙云县华东机床厂、浙江雁荡山机床有限公司等。
用于齿轮坯模锻下料,有厂家一次新增多达40~50台。根据机床的平面布置、坯料的特点与工厂的组织管理状况不同,有1人看管1台,1人看管2~4台不等。带锯条仍有从日本和德国进口的情况,进一步提高带锯条的使用寿命是关键。
带锯床的生产率与带锯条的寿命:据浙江雁荡山机床有限公司介绍,在标准生产率:52cm2/min锯削时,其张紧锯带的力矩必须为45N·m,带锯条的有效切削面积为15000cm2。当采用“柔性”锯削,则张紧力矩减少到25N·m,安全生产率可达110cm2/min,带锯条的有效切削面积提高到80000cm2以上。也就是采用柔性锯削,生产率可提高2倍,带锯条的寿命提高5倍。
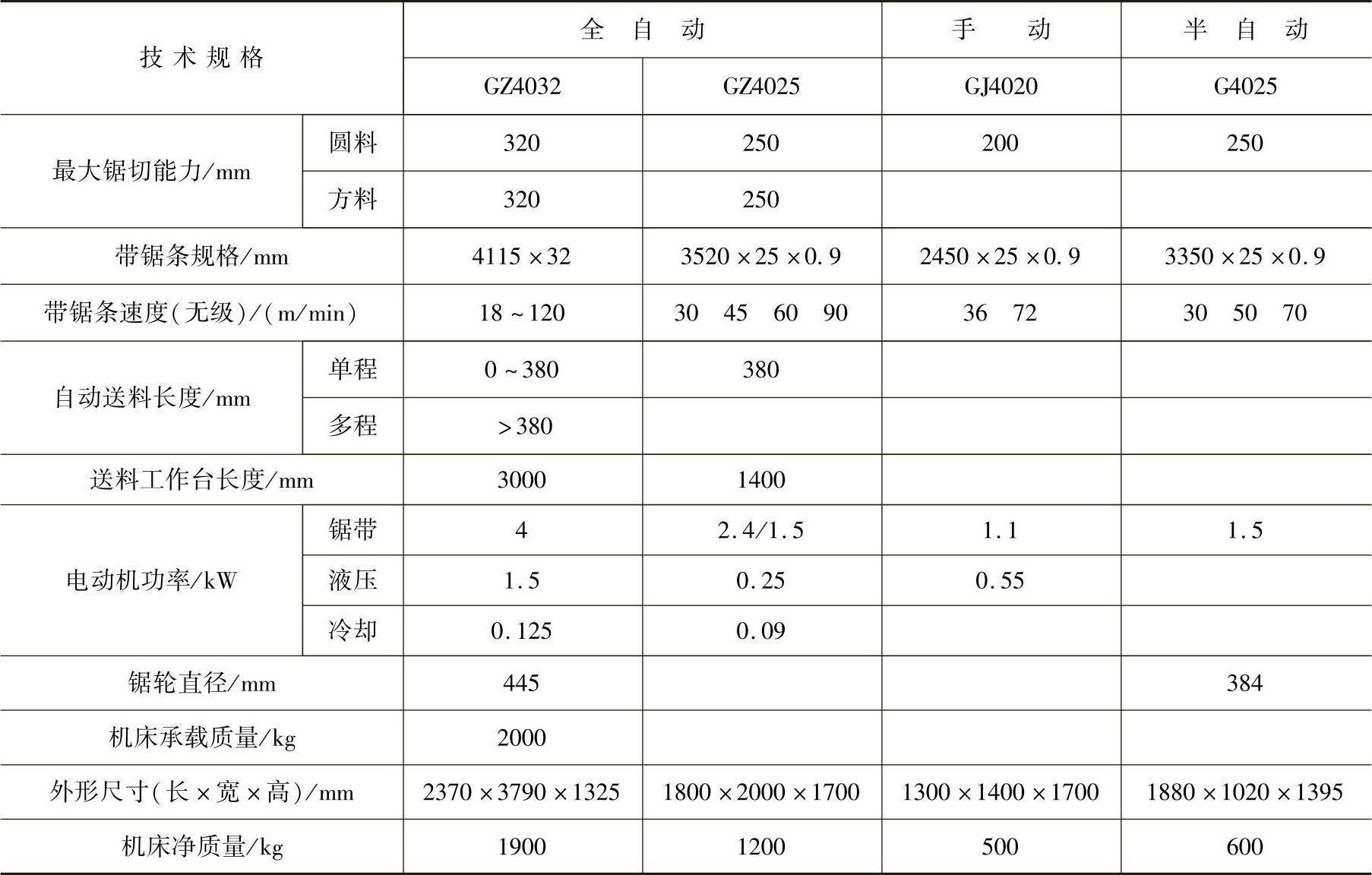
GZ4032和GZ4025全自动卧式带锯床、G4025半自动卧式带锯床,其技术规格列于表1-2-22。
表1-2-22 全自动和半自动卧式带锯床技术规格
双金属带锯条制造技术的迅速发展,为带锯床制造并用于重荷载和大批生产带锯床提供了条件。双金属带锯条的刃口为含钼或钴的高速钢,硬度为68~69HRC,背部为弹簧钢,其硬度为48~50HRC。目前我国生产的带锯条,厚度0.9mm的,其宽度有12.5mm、19mm、25mm和27mm等多种,厚度1.06mm的,其宽度为31.5mm,34mm等。每英寸长度内等齿距的齿数有3、4、6、8、10五种,不等齿距有3/4、4/6、6/8、6/10四种,齿形有普通齿和带前角钩形齿两种。带锯条可成卷供应,也可根据需要的长度焊接成环带形式供应。
当有多台锯床时,可配备带锯条焊接机,目前型号有H12和H13两种,功率4kW,这是一种轻型焊接设备,主要与锯床配套,作为带锯条对焊之用,具有剪切、对焊、退火、修磨四种机能,适用于焊接各种钢带。焊接迅速,操作简便,不需任何焊剂。H12型可焊接带锯条最大规格(厚×宽)为0.9mm×25mm,H13型为1.06mm×31.5mm,砂轮电动机均为0.09kW。
带锯床很适合中小厂使用。例如ϕ65~ϕ70mm以下坯料在剪断机上冷剪切,ϕ70mm以上锯切,避免棒料剪断机配用大的预热炉而增加厂房面积和预热原材料的能耗,同时也节约了基建投资和材料。
提高带锯条的制造质量,降低制造成本,延长其使用寿命是带锯床得以推广的主要竞争力。
作为下料设备,各种锯床在不同工况下,均有其优缺点,将不断改进和发展。往复锯床、圆锯床使用双金属锯条和圆锯片,可明显提高生产率,延长使用寿命。例如切割ϕ120mm以下坯料的双金属圆锯片的厚度为2.5mm,而普通圆锯片为5.0mm,使用双金属锯片的高速圆锯床,其生产率是带锯床、普通圆锯床的2~3倍。
4.砂轮切割机
砂轮切割机能获得高质量的切口,生产率比较高,砂轮切割机下料的缺点是:砂轮片的寿命低、相对价格较高、噪声和粉尘较大。用于切割普通钢材是不合适的。生产医疗器械的不锈钢锻件和某些耐热钢锻件时,如汽车发动机的排气门,当坯料的加热和积聚头部金属,用电镦机进行时,则要求坯料的端面特别平整并没有毛刺,采用砂轮切割机切割的坯料可满足这一要求。砂轮盘片的厚度一般为2~4mm,直径达400mm,其圆周速度为120~150m/min。
常用型号有G228S,其技术规格如下:
切割管材直径范围20~80mm
切割棒料最大直径60mm
砂轮圆周速度49m/s
砂轮尺寸,外径/内径(400/32)mm
砂轮片厚度2.5~4mm
电动机功率5.5kW
外形尺寸(长×宽×高)1100mm×815mm×1250mm
质量600kg
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。