



下死点检测仪(见图8-34)是利用电涡流式传感器,检测高速精密冲压模具或高速压力机的下死点数据,检测精度一般为1μm,可达到0.5μm,最高检测次数为4000次/min,可实时显示下死点数据,一般不具备数据存储功能。检测仪的感应支架和传感器,可分别装于上模和下模,当模具的下死点数据超出检测上下限值时,高速压力机自动停机。感应支架和传感器也可分别安装在高速压力机的滑块和工作台板上,检测其下死点的动态精度,也可测绘出滑块在下死点附近区域的实际位置与对应次数的关系曲线(即波形图检测)。为了分析下死点数据,检测仪需具备数据存储功能。
在进行下死点检测时,多使用双通道检测滑块左右两侧的下死点数据,其平均值为滑块的下死点数据,其差值为滑块在下死点的平行度误差;也可直接检测滑块中间,将所得数据作为滑块的下死点数据。当采用四通道检测时,可以获取滑块在前后左右方向的下死点偏差。同理,也可以进行八通道的滑块下死点检测。
现有的下死点检测仪只能检测滑块在垂直方向上的下死点数据。检测方法分为绝对值检测、相对值检测和波形图检测(仅限于部分下死点检测仪)。

图8-34 下死点检测仪
1.绝对值检测
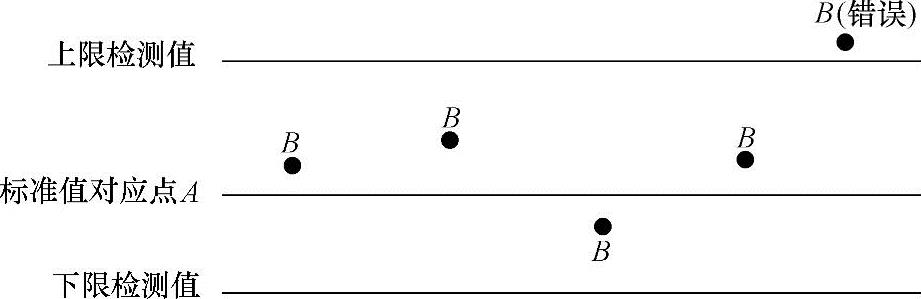
如图8-35所示。使用该方法时,需要采样冲压过程中前几次或几十次的下死点数据作为标准值(采样前需要去除部分数据)。可选择数据中的最大值、最小值或平均值作为标准值,大多选择平均值。检测仪的显示值是与标准值的差值。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-35 绝对值检测
2.相对值检测
如图8-36所示。使用该方法时,显示值为本次冲压下死点位置与上次下死点位置之间的差值。将第1次检测的下死点位置作为标准值A点;在第2次冲压时,将偏差(相对值)B-A作为B点;在第3次冲压时,将偏差C-B作为C点。以此类推,可以测量出D-C、E-D等。与绝对值检测相比,相对值检测数值不够直观,但可以扩大测量范围。
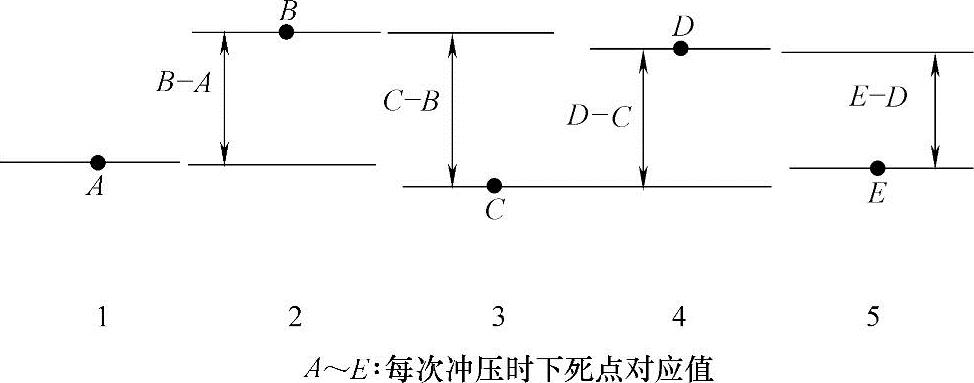
图8-36 相对值检测
3.波形图检测
如图8-37所示。该方法可以检测出在下死点前一段距离内,感应支架和传感器之间的位置数据,通过绘图软件可以绘出在下死点附近区域内,滑块运行的实际位置与对应次数的关系曲线。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。