



(1)可拆卸性设计 本模具结构复杂,零部件数量多,尺寸精度高,制造成本高,要求服役周期长,所以对于易损、易耗零件,务必提高其可拆卸性,减少拆卸时间和费用,降低对维护人员的技能要求和劳动强度。根据分析,确定的拆卸对象有工作、导向和定位的零件。
导向零件和定位零件中如图5-50所示,具备较好的可拆卸性。工作零件则均设计为快换固定方式。凸模均采用图5-50中标示4所示的压板固定方式,拆卸简便。凹模均采用导板压住的固定方式,在工作零件下面的下垫板和下模座中,有一个对应的贯通直孔(俗称敲击孔),这样无需拆卸模板,通过该孔即可更换工作零件。
模具维护时经常需要将销钉敲出,销钉孔受力不均会出现损伤,从而降低模具精度。因此,该模具采用了内螺纹型销钉,拆卸时采用如图5-51所示的拉拔器,既不损伤销钉孔,又降低了拆模的劳动强度。
(2)防跳屑措施 跳屑是指冲裁完成后,本应留在凹模腔中的废料却随凸模跳出,留在下模表面或刃口处。跳屑容易在产品上留下压痕,影响表面质量,并加速工作零件磨损,甚至造成刃口崩损。
根据该模具结构,针对具体情况,设计了以下两种防跳屑方案。
对于圆形冲孔(如槽型导正孔),将凹模刃口设计成如图5-52所示的倒锥式,形成凹模壁部比废料轮廓小,使废料呈弯曲状卡在其中,以防止其跳出。对于对称形状冲裁,将整体凹模做成分体组合形式,并相互错开a=0.002~0.005mm(见图5-53),使废料形状不再
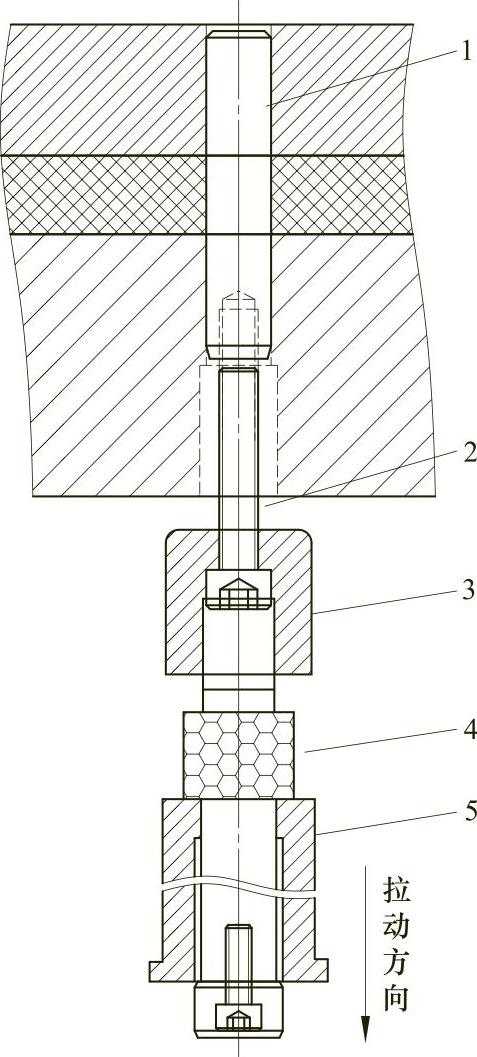
图5-51 销钉拔出结构
1—销钉 2—螺钉 3—拉拔头 4—拉拔杆 5—锥子

图5-52 倒锥式凹模刃口(https://www.xing528.com)
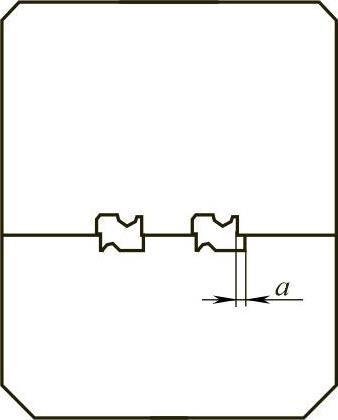
图5-53 分体、错位式凹模
简单、对称,防止了因吸附力均匀而产生的跳屑现象。
(3)扇形调整机构 针对冲压加工中可能会出现的扇形、间距不均、平面度差等缺陷,在模具设计中都设计了相应的调整机构。以扇形调整机构为例说明,其结构如图5-54所示。
在投影仪下,如果发现冲压条料出现图5-44所示的扇形变化时,松开紧固螺钉6,将调整螺钉7向内拧;调整斜楔5则被向内推,调整凸模2在斜面作用下向上浮动,上端的梯形凸台作用在条料的内侧,条料被迫由内扇向外“伸展”,达到调整作用。
图5-54中的放大视图B表明,调整凸模2的底部为对称斜面,而梯形凸台为偏心未知(见放大视图A)。所以,如果条料扇形方向与图5-44所示相反,则可将调整凸模2反向,梯形凸台作用在条料外侧,迫使条料向内“靠拢”。
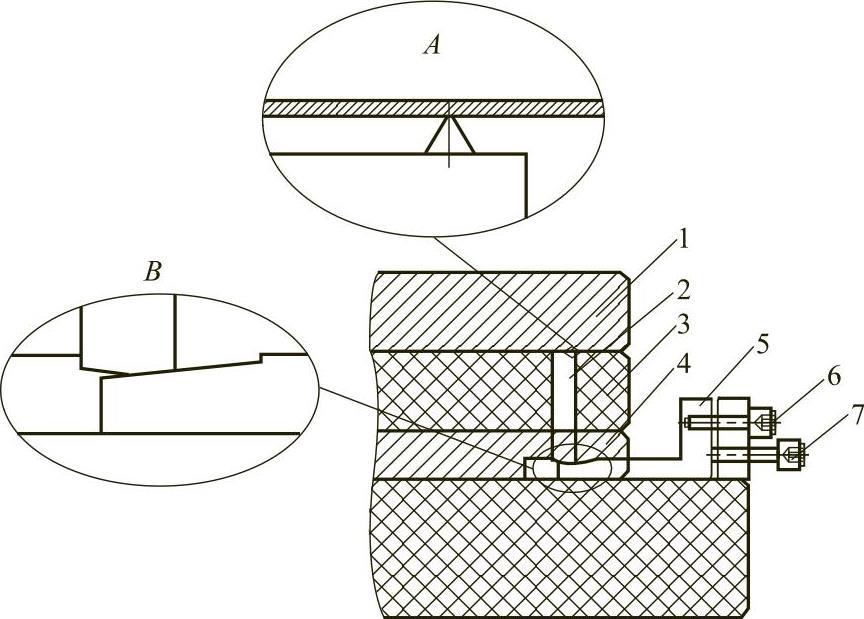
图5-54 扇形调整结构
1—卸料板 2—调整凸模 3—凹模固定板 4—下垫板 5—调整斜楔 6—紧固螺钉 7—调整螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。