



1.折弯关注要点
折弯是电连接器冲压的主要工序和重要环节。一般来讲在折弯过程中要关注以下方面。
(1)合适的压料方式 坯料的压料面积要满足折弯需要,必要时,应预留折弯工艺面,折弯后去除余量;另外要确保顶托零件及弹性元件工作可靠。
(2)必备的折弯能力 应把握工艺是否具备实施弯曲的能力,如折弯缘高度、折弯对称程度等。
(3)微小的回弹调整 对材料回弹进行细微调整是必要的,但应尽可能地通过折弯进行角度成形,对于如材料批次间的少量差异,可对折弯作业进行微量调整。
(4)合适的材料特性 材料特性应满足成形工艺要求,如应避免折弯角外缘开裂等。
(5)正确的折弯形状 折弯形状要符合设计要求。通常折弯形状具有连接器的弹性使用功能,对接触区的正压力及疲劳寿命也有很大影响,应特别注意圆弧部位的规整性。
(6)充分的零件刚性及耐疲劳特性
2.主要折弯方式
连接器冲压件的折弯主要有三种方式:常规折弯(见图5-11)、侧向折弯(见图5-12)和滑块折弯(见图5-13)。
3.弯曲件常见缺陷与消除
(1)回弹 弯曲件从模具中取出后,存在弹性变形,使工件的角度和圆角半径发生变化,与模具相应形状不一致,这种现象称为回弹。
1)影响回弹的因素主要有:①材料的力学性能,材料屈服强度越高,回弹越大。②材料的相对弯曲半径r/t(r为折弯内径,t为材料厚度),r/t越小,回弹越小。③折弯形状,一般V形折弯的回弹比L形的要小。④模具间隙,折弯凸模和凹模的间隙越大,回弹越大。
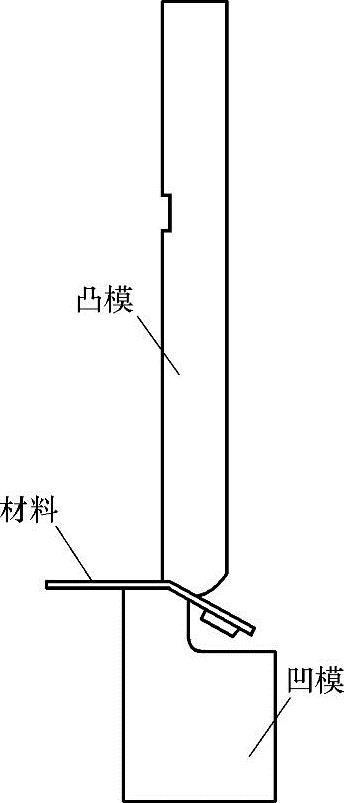
图5-11 常规折弯示意图
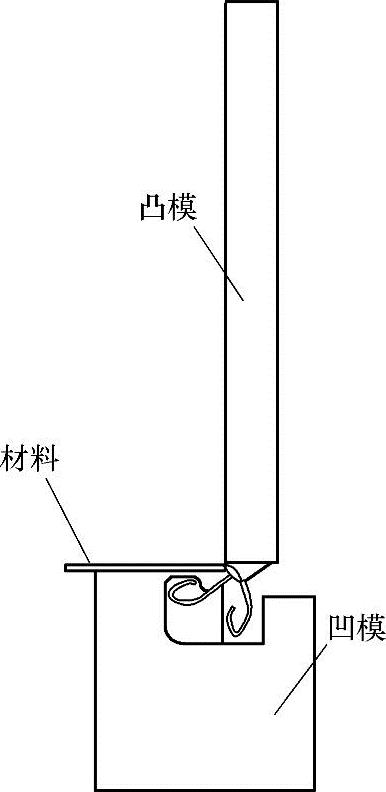
图5-12 侧向折弯示意图
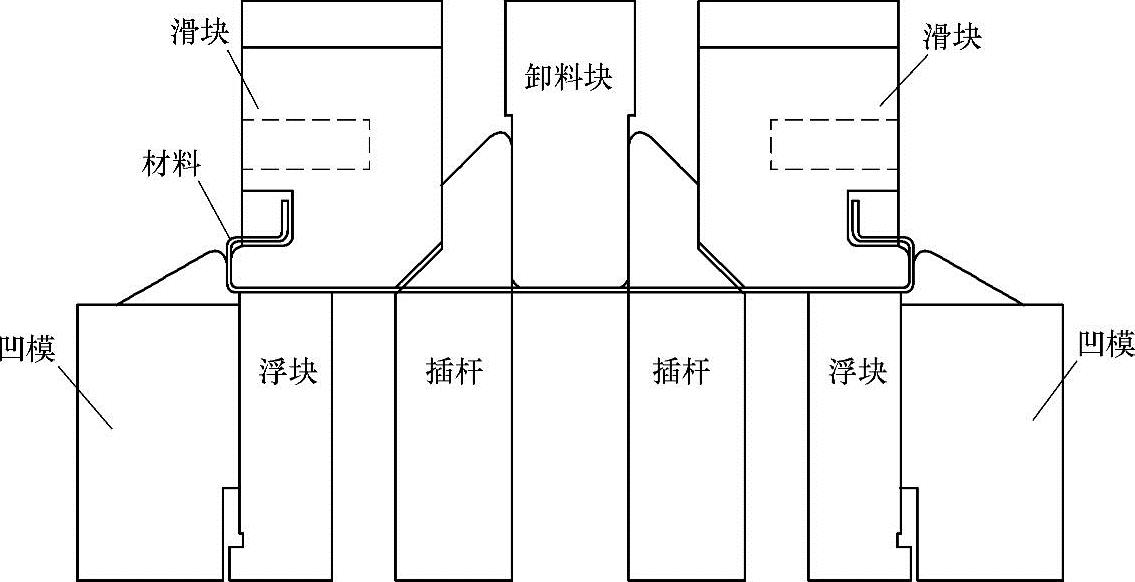
图5-13 滑块折弯示意图
2)电子件的折弯部分大都有弹性力要求,一般不允许在折弯处通过打压痕或缩小折弯间隙来克服回弹。克服回弹主要有以下几种方法。
①补偿法,即按预先估算或实验所得的回弹量,在模具相应工作部分予以“扣除”,使弯曲件回弹后达到要求的形状和尺寸。②分步折弯法,即通过增加折弯次数调整折弯点,达到所需的形状和尺寸。③调整折弯角度法。对于角度要求很高的电子产品,常规补偿难达要求,需增加调整工位来满足要求,这在连续模中最为常用,也是一种提高效率的方法。
(2)弯曲裂纹 多产生在折弯半径过小的情况下。制件的折弯宽度较小,裂纹出现在宽度两端;折弯宽度较大,裂纹沿着折弯线在其中部附近产生。
1)影响裂纹的因素有:材料的机械性能和折弯半径。(https://www.xing528.com)
2)消除方法有以下几种:①在材料确定的状况下,尽量采用大折弯R角。②折弯线垂直于轧制板材的纵向纹路。③增加折弯步骤,如将90°折弯分两步,先折45°,再折90°。④将下料的毛刺面放在折弯内侧,若不能改变折弯方向,可将毛刺去除。
(3)孔的精度不好 如图5-14所示,因孔距折弯线太近,由拉深引起方孔变形。
消除方法有:
1)产品设计时就将孔距折弯线的距离变大。
2)折弯时加大压料力,减少材料流动。
3)在允许的情况下,在折弯处加凸筋,减少材料流动。
4)采用先折弯后冲孔的工艺方式。
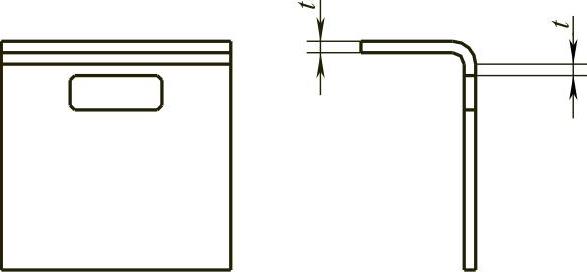
图5-14 孔距折弯线太近
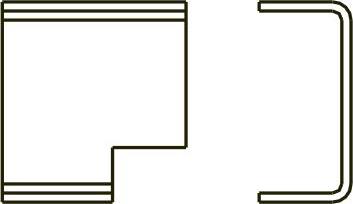
图5-15 不对称折弯产生变形
(4)不对称折弯产生变形 如图5-15所示,因上下折弯线长度不一,折弯线会产生偏移。
消除方法有:
1)为保证折弯时接触阻力一致,可改变折弯件的R角。
2)若毛坯上有孔,可以孔定位,防止偏移。
3)增加压料装置,保证材料先压住后再折弯。
4)用外形定位,防止材料移动。
5)若压力机的精度不够,更换为高精度的压力机。
(5)V形弯曲时引起直边弯曲 进行V形弯曲时,若凹模过宽,会变成内弯曲状态;若凹模宽度过窄,则变成外弯曲状态,如图5-16所示。
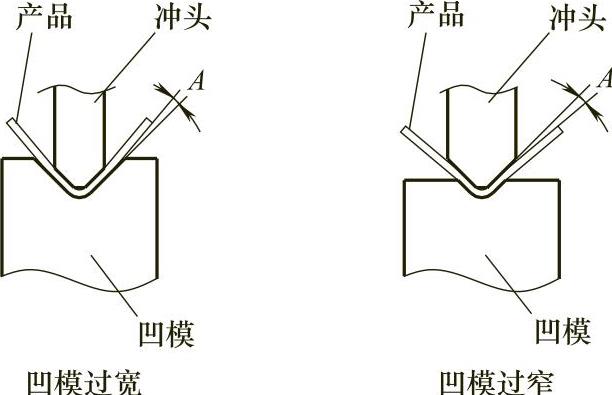
图5-16 折弯对比示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。