



1.带料输送
衡量连接器的冲压工艺重点在两个方面。一是作为高速精密冲压应保证输送的可靠性,二是冲压工艺的稳定性。首先要考虑为了满足产品精度及工艺性要求,各工序的顺序应如何设置,其次要考虑单个工序的工艺性。因此,带料输送和工序设计的合理性是电连接器高速冲压的关键。
电连接器带料输送的可靠性,是保证实施高速冲压生产的基础,包括以下要素:①送料顺畅,带料可在模具内无阻挡前行。②定位准确,确保带料停在所需要的位置。③停止及时,出现异常及时检测并立即停机。
2.稳定送料的要素
一般而言,以下几个具体方面有助于提高冲压生产送料的稳定性。
(1)带料方面 重点在于提高材料的刚性和限定材料运送的空间。
1)在模具内尽可能采用双边带料,并通过辅助机构使带料成为刚性良好的框架结构。
2)在模具进料位置应设置初始导正装置,减少材料在前后、上下方向的摆动。
3)在模具出料口应限定带料运送空间,使带料平稳前行。
(2)导引及抬料 重点在于抬料平稳,导引有效,并防止变形。
1)抬料零件设置均匀,抬料和压料零件应尽可能分开。
2)导引孔、导引面形状规整,尺寸精度高。
3)在导位针下方,一般应设置抬料件,以免导位针插入材料。
4)一般应在冲出导位孔后,不间断地布置两支导位针。(https://www.xing528.com)
5)导引销或导引块脱料,应可靠顺畅,不会导致变形。
(3)材料轮廓修正 重点是使材料平直,达到平稳输送。
1)对带料沿边修正,一般修正量为3t~5t(t为料厚),使材料边缘平齐,并消除材料分条的内应力。
2)在模具冲压生产过程中,对材料采取平整措施,如对材料局部打点。
3.冲裁工序和成形工序
电连接器冲压与其他类型的制件一样,分为冲裁工序和成形工序。电连接器采用高速精密级进模冲压,与其他类型制件采用的常规模具冲压并无太大差别。但是,由于电连接器采用高速精密冲压生产方式,制件的形状、尺寸及外观要求又特别严格,因此在冲裁和成形的工序中,应在细节上采用一些有别于常规的结构形式,以符合和满足产品制造的需要。
电连接器冲压件的冲裁工艺要求相当严苛,具体表现在两个方面:一是断面质量,即对塌角、剪切面、撕裂面和毛刺的要求;二是冲裁过程形成的制件坯料,即提供成形工序所需要的恰当形状和尺寸。冲裁工艺需要对带料进行稳定可靠的导引、定位和压料,要保证合适的冲裁间隙以及顺畅脱料。因此,高速精密级进模具的精度和带料输送的精度是关键要素。
4.冲裁下料结构
电连接器冲裁下(落)料有两种结构,一种是垂直下料常规结构,如图5-9所示,废料从凹模垂直落下;另一种是撕破式下料结构,如图5-10所示,制件被脱料舌片托出凹模。
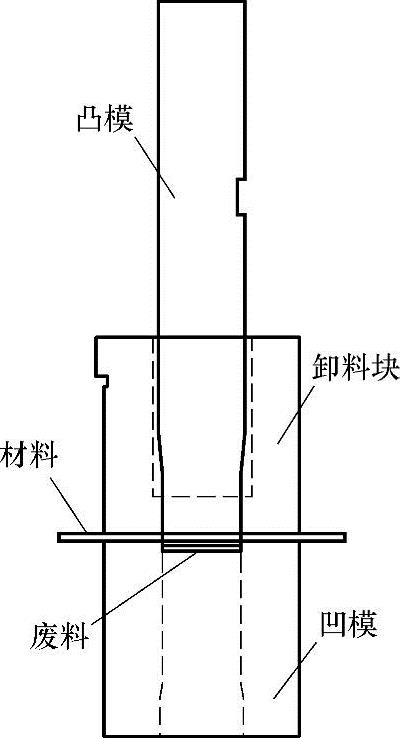
图5-9 垂直下料常规结构示例图
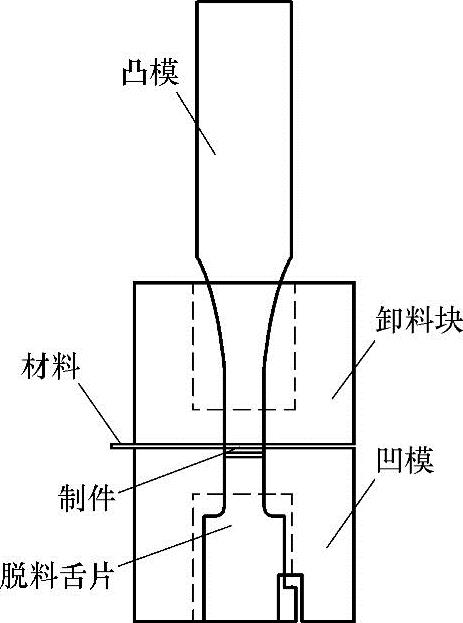
图5-10 撕破式下料结构示例图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。