



模具设计的流程如图4-30所示。
(1)分析产品图 该产品为成熟冲压产品,完全符合冲压工艺要求,可直接进入工序分解。
(2)工序分解 该产品主要由冲裁、压防水槽、散热片压台阶、内引线精压和打弯工序组成。该引线框需要局部镀银,打弯后的引线框电镀难以掩膜,故在级进模设计时不考虑打弯,而在电镀完以后再进行切断打弯。
(3)确定工艺方案 首先安排压防水槽工序,以保证冲裁后引线的尺寸要求和位置要求。其次安排冲裁、内引线精压、压台阶各工序。该引线框材料为厚薄料,对厚料部分两次冲裁,粗冲和精冲,以减少冲裁毛刺,获得较小的冲裁塌角。为了提高效率和材料利用率,零件冲压采用双排设计,一工步冲四个产品。此外,在模具上设计侧刃,以满足冲切后引线框条侧弯的要求。
(4)绘制产品展开图 根据展开尺寸计算,结合经验,确定产品的展开图(见图4-31)。
(5)绘制排样图 根据确定的工艺方案,最后确定冲压排样图(见图4-32)。
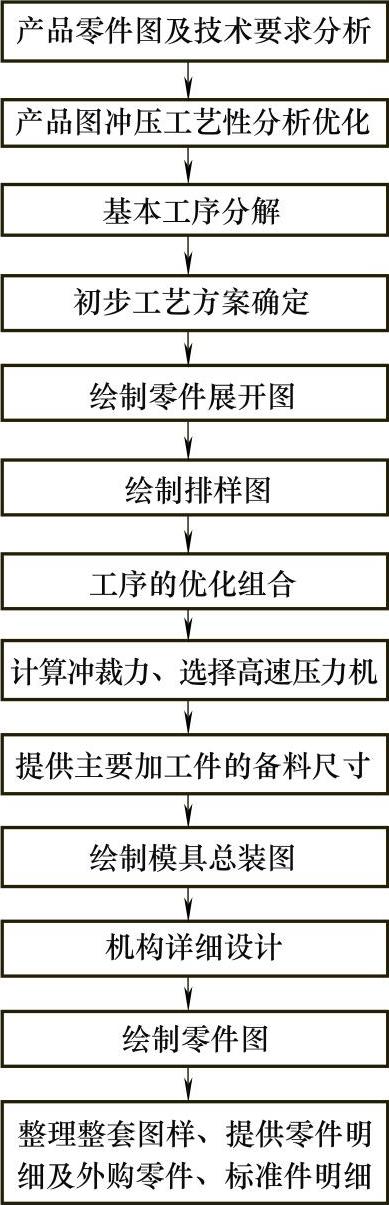
图4-30 模具设计流程图
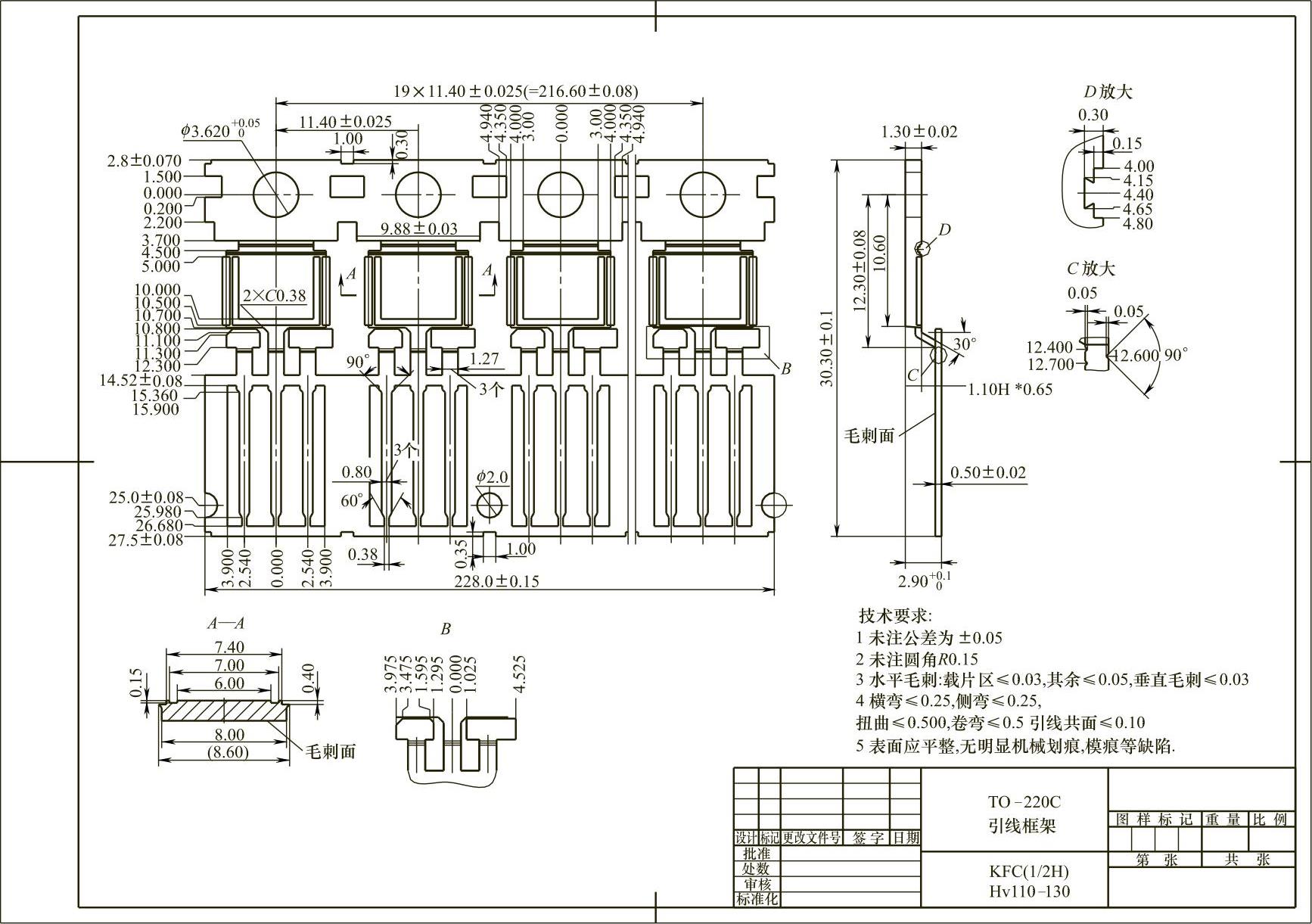
图4-31 TO-220引线框展开图
 (https://www.xing528.com)
(https://www.xing528.com)
图4-32 TO-220引线框排样图
(6)工序的优化组合 根据经验,最后确定图4-32排样图所示的组合工序。
(7)计算冲裁力
板料厚度:t1=1.30mm=0.0013m,t2=0.50mm=0.0005m
冲裁周边长度:L1=62.713mm=0.062713m,L2=187.865mm=0.187865m
冲裁力P冲:P冲=1.3Lτt=(1.3×0.062713×280×0.0013×2+1.3×0.187865×280×0.0005)×4≈0.094MN
(8)选择高速压力机
1MN=100tf,0.094MN=9.4tf
根据理论经验值,压力机吨位一般选择冲裁力5倍以上,因此选60t压力机足以满足冲压生产需要。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。