



1.模具的安装与调试
翅片冲压级进模属于精密模具,安全使用很关键,稍有不慎就可能造成事故,严重的会使整套模具报废。在安装、调试模具时应注意以下问题:
1)清洁压力机滑块下平面和工作台板上平面。
2)调整压力机闭合高度,使其近似接近模具闭合高度。
3)将模具放置在压力机工作台板上,将模具落料孔与压力机工作台板落料孔重合,安装下模定位销及固定螺栓。
4)使用压力机的寸动功能,将压力机滑块逐渐降至接近闭合高度,微调压力机闭合高度使其与模具闭合高度一致。
5)将压力机运行至下死点状态,安装上模固定螺栓。
6)检查压力机润滑系统及高压气路系统,确保润滑油路、高压气路畅通。
7)冲裁模部分先用铝料单冲冲切剪裁,观察检查毛刺情况,判断冲裁间隙是否正常。
8)安装调试开卷、送料及切断模的工作情况。
9)使用规定的材料,试冲压若干零件,检查冲件质量和冲模工作情况。
2.模具的使用与维护
任何精密多工位级进模,经过试冲验证合格后,若保持其最佳使用效果,除了应有高精度的冲压设备外,还必须做到合理使用、保养和维护,这样才能保证冲出合格的制件和达到最高的使用寿命,取得最理想的技术与经济效益。
模具的维护保养工作贯穿于从使用到保管的整个过程,现从4个方面来分析模具的保养和维护。
(1)产品的检查 由于产品的质量直接由模具的制造和装配质量所决定,因此通过检查产品的质量,会了解模具的使用性能,知道存在的问题,该不该进行修理。产品质量的检查内容至少有如下几点。
1)产品的尺寸精度是否符合图样要求,是否超差,一般若超差则说明刃口有磨损。
2)产品形状及表面质量有无各种成形缺陷,如果孔位偏移说明模具定位有问题,表面起皱说明成形凸凹模有磨损等。(https://www.xing528.com)
3)毛刺是否超过规定标准,一般情况下毛刺变大说明刃口变钝了,如果刃口不进行修磨,毛刺会越来越大。
(2)作业点检工作
1)做好压力机点检工作,一般1个季度(或更换模具前)要点检1次,具体的点检方法严格参照压力机说明书,确保安全防护装置是否处于完好可靠状态。
2)在安装模具前,必须确认压力机的滑块与工作台面的平行度、垂直度,否则会对模具精度造成损害。生产前,应点动压力机冲至下死点,查看限位柱的上下间隙,限位柱有4~6个,保证在无料状态下其间隙不超过0.10mm。
3)模具与压力机连接的定位销和固定螺钉,要确认是否有松动;应2~3个月检查1次,生产旺季时要增加检查频率。
4)半个月检查1次各保持架和导柱、导套的磨损情况。为延长模具导柱导套的使用寿命,建议每8小时或是在运行一段时间后,提升压力机,使保持架脱离导套,手动抬升每一个保持架并将其旋转。这样可以防止保持架在导套中的同一位置持续运转,导致导套内壁及导柱外壁出现滑痕。
5)确认润滑油的情况(参照压力机供油手则)。
6)确认边切和异形切排废料是否正常;及时清理废料不然会造成众多事故发生;检查冲孔和其他有废料排出的子模排废料是否顺畅。其中特别是冲孔子模,很容易发生堵料现象,尤其是小孔径的模具(7mm及以下),在冲孔堵料时要按照以下顺序来逐一排除。
用镜子及手电来检查冲孔工位,看是否存在因破孔而产生废料堆积现象。如果废料堆积,会出现吹气阻塞并会妨碍到清理工作,若未能被及时发现,则后果将会很严重。当压力集聚到一定程度,会损坏冲孔的凸凹模,也会损坏冲孔翻边凹模套。
具体检查要求如下:①吹废料气压是否符合要求(气压应为0.6~0.8MPa),特别注意吹废料的压力机角度值(150°~240°)是否正确。②冲孔凸、凹模刃口是否磨损严重,此时可以更换刃口好的凸凹模对比确认。③检查堵料的凹模落料孔内壁是否光滑或落料孔与切口是否同心等。④如以上问题都已确认但还是堵料,应向模具供应商咨询。
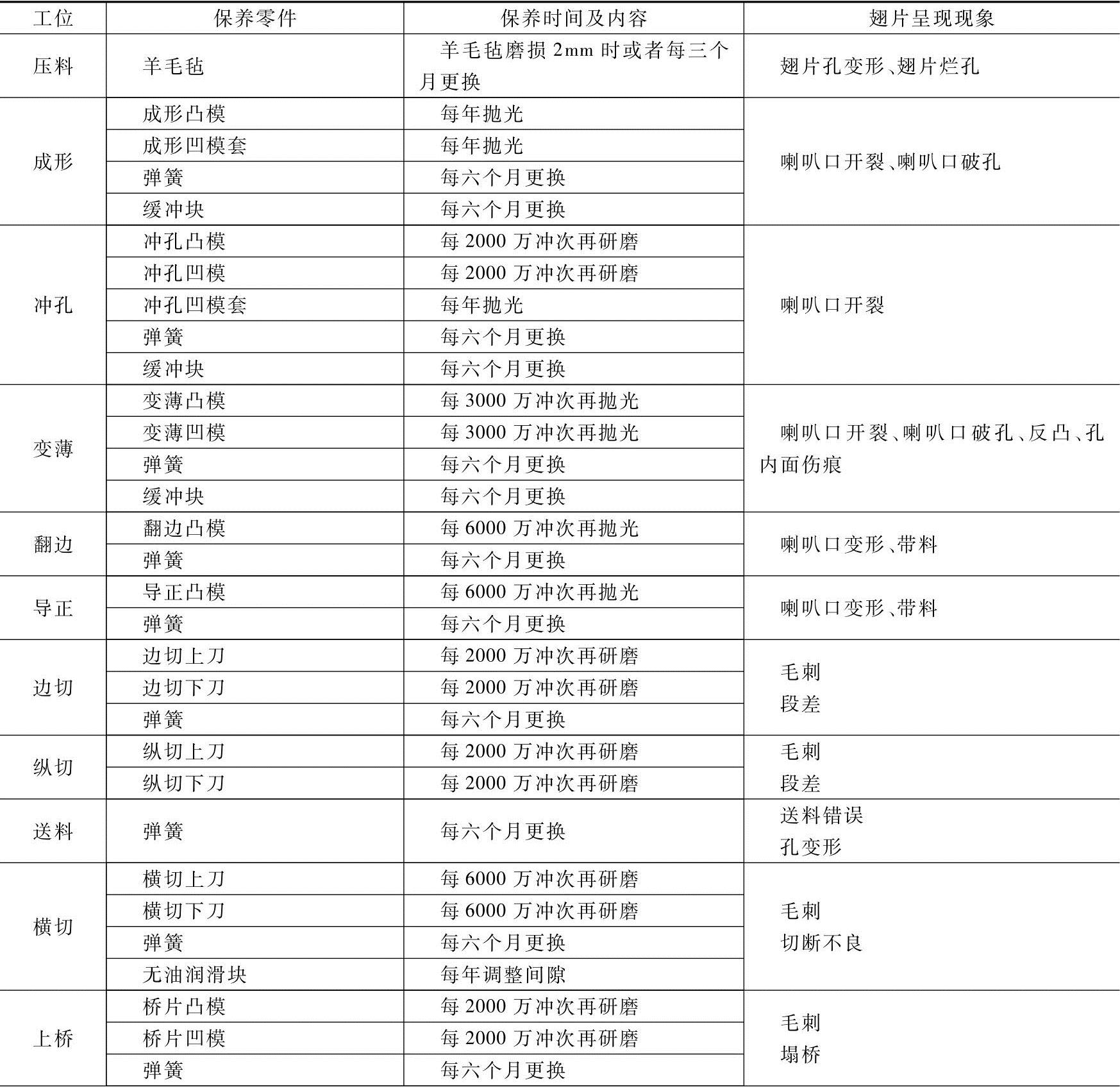
(3)模具各子模的保养要求(见表3-13)
表3-13 模具各子模的保养要求
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。