



翅片模具设计与其他精密级进模设计类似。首先在分析制品要求包括产能的基础上,确定合理的模具类型和冲压成形工艺,作出排样图,计算冲裁力及压力中心,选择高速压力机,再进行模具总装图结构设计。
一般在产品图上都体现相关技术参数和要求,如表面形状、步距大小、孔径大小、翻边高度,使用材料的厚度,以及产量要求等,由此来初步确定模具大小,分多少列、分几步进等。
1.翅片冲压工艺分析
1)根据材料性能、料厚、翅片图成形尺寸、翻边高度等,确定模具类型。图3-36所示为V形波纹翅片产品图,其技术要求为:翅片表面形状是波纹片,翅片边缘设有1mm宽的波纹压花,列距为22mm,孔距为25.4mm,孔径为φ9.83,有0.25高的双眼皮,料厚度0.105时要求翻边高度为1.2~2.0mm,料厚度0.115时要求翻边高度为1.3~2.4mm。
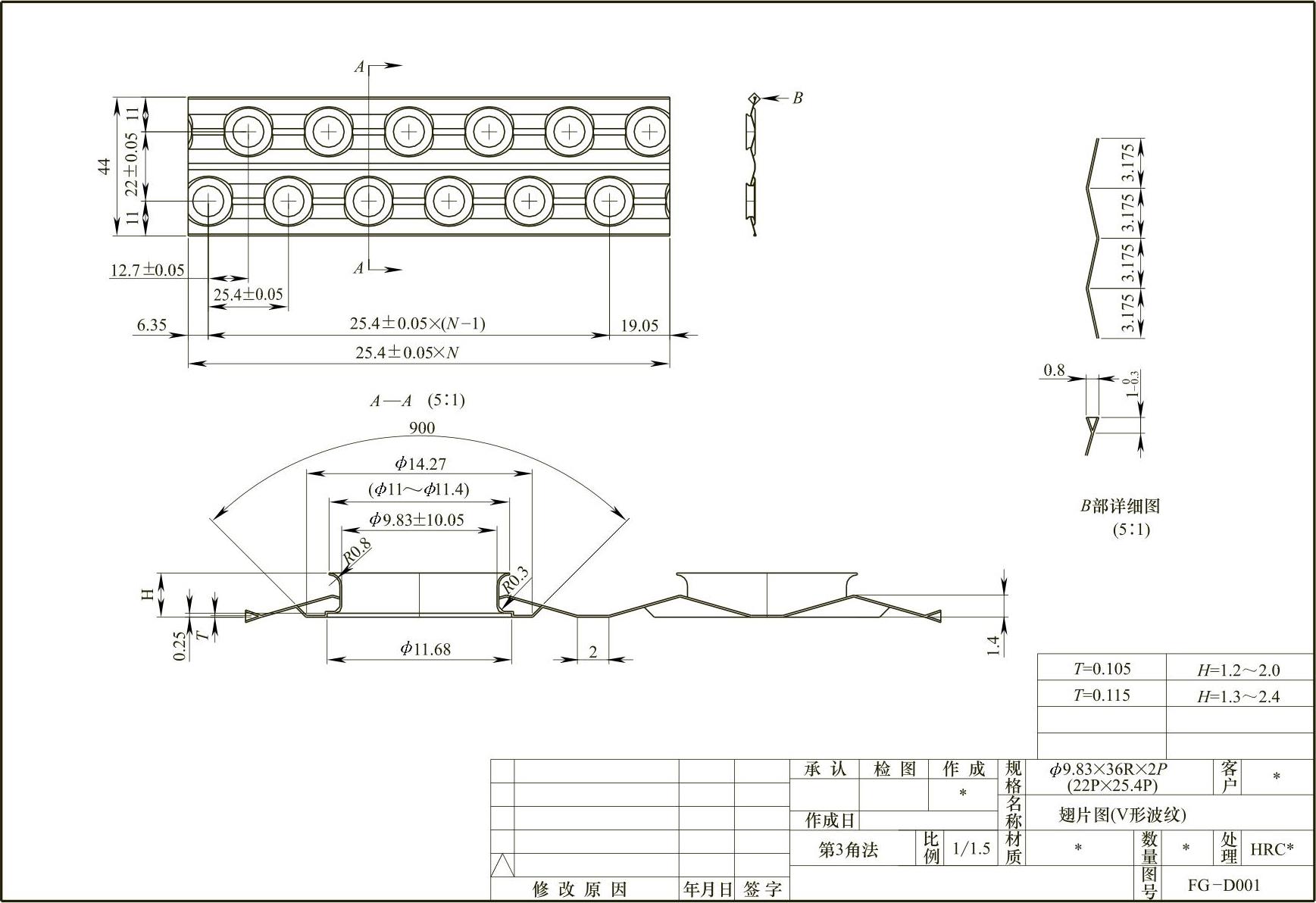
图3-36 V形波纹翅片产品图
在料厚度确定的情况下,由于翻边高度要求不同,选择的成形方式也不同。总体来说,翅片成形主要是拉深和变薄拉深两种方式,以及在此基础上的兼用。翻边高度要求较高时,普通拉深型模具难以满足,通常采用混合型模具。通过拉深将材料拉高后再经过变薄拉深,将高度提高。翻边高度太低也不利于产品质量,翻边过低后没有直线部,翅片堆料后经过胀管容易叠片,影响换热器的换热率。通常此时模具也会设计成混合型,通过变薄拉深子模的挤压,使翅片强度增加,胀管时不容易叠片。
在翅片冲压成形过程中,铝箔的机械性能对模具设计影响很大。铝箔的机械性能主要是硬度、伸长率、抗拉强度、杯凸值。如果铝箔的硬度不够、强度低,在冲孔过程中容易粘料,堆料时容易弯曲,但过高会降低模具的使用寿命。伸长率决定了翅片拉深所能达到的变形程度和拉深次数。
总之,要根据产品要求、料厚、材料的机械性能等综合因素,确定成形方式,选择模具结构是拉深型、非拉深型、还是混合型(DOF型)。
根据图3-36所示的产品要求,初步确定采用拉深型,成形工艺为拉深—冲孔翻孔—翻边—边切—导正—纵切—送料—横切。
2)成形系数的确定。模具类型确定后,计算模具的拉深步数和成形系数,如拉深系数、翻孔系数、变薄系数等。根据模具规格,可计算出拉深第1步最大可使用起伏成形的材料面积,根据料厚计算得出第1步拉深的打包直径。最后1步拉深打包直径根据冲孔翻边子模的成形系数来确定。一旦拉深第1步和最后1步的直径确定后,即可根据材料的伸长率,计算拉深系数、调整后得出拉深的步数和每步拉深凸模的直径。
拉深是翅片加工最基本和最先进行的冲压工序。除少数翻孔高度要求特别低的翅片外,一般都要经过3次以上的拉深。拉深次数主要决定于拉深高度的要求,并与翅片孔径有关。一般低翻边要求(翻边高度在三分之一翅片孔径以下)的翅片,孔径为φ7mm、φ8mm的,拉深次数为3~4次;孔径为φ9.52mm、φ12.7mm、φ13mm、φ16mm,拉深次数为4~6次,孔径较大的翻边较高,拉深次数也较多,高的达10次。
考虑到整料连续拉深的特点和保证顺利拉深,不出现拉破、拉裂等缺陷,实际运用时常常把拉深系数取得大一些。一般翅片模都采用多次拉深成形,每步拉深系数控制在0.8左右,拉深次数增多1~2次,这样虽有些保守,但在一些不确定影响因素的情况下,拉深效果会比较好。
大步距的翅片,在要求翻边高度较高时,可增加拉深次数。
冲孔主要体现在冲孔凹模上,冲孔凹模直径通常为翅片直径。根据经验,由翻孔系数一般为80%得出冲孔凹模内径尺寸。根据冲裁间隙一般为料厚的10%得出冲孔凸模外径尺寸。
翻边系数一般直接按翅片孔径来确定。为了对翅片材料进行精确定位,提高翅片的冲压质量,翻边凸模在模具中兼起到导正作用,凸模圆角半径越大越好,并尽可能用抛物线形、锥形后球形凸模,这样利于使凸模顺利进入翻边孔,如图3-37所示。
2.模具排样
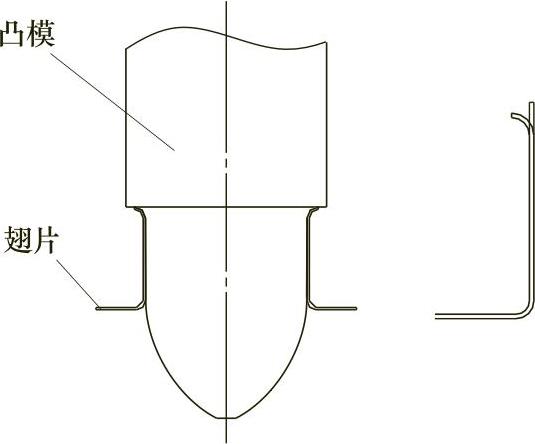
图3-37 凸模圆角半径
工件排样是冲压工件及模具设计的重要环节,将直接影响到模具大小、材料利用率、工件质量、生产率、模具制造难易程度、模具寿命等。
排样图设计是关键的一步,根据翅片图所示的步距和技术协议确定的列数,先将步距孔排样。排样要综合考虑以下因素:①各道冲压工序在排样设计中的顺序。②工位的确定和空工位的位置。③送料方式及位置。④送料过程的精确定位。⑤压力中心的合理布局。⑥模具总体的结构和位置。
图3-38所示为φ9.52mm×12R×2P(21.65P×25P)模具工位排样图。
先将步距21.65P×25P和12R确定好后,通过计算得出模具的工序为拉深(6步)—冲孔—翻边—空位—边切—导正—纵切—送料—横切。
拉深6步可为2个子模,波纹成形在后一步拉深时同步完成。在翻边与边切子模之间预留百叶窗空位。
根据模具所配压力机的装模高度和滑块行程,确定模具的总闭合高度,根据压力机工作台的大小和翅片零部件的大小确定模具上下大模板的宽度。
上述因素定好后可进行模具的单个子模的结构设计。
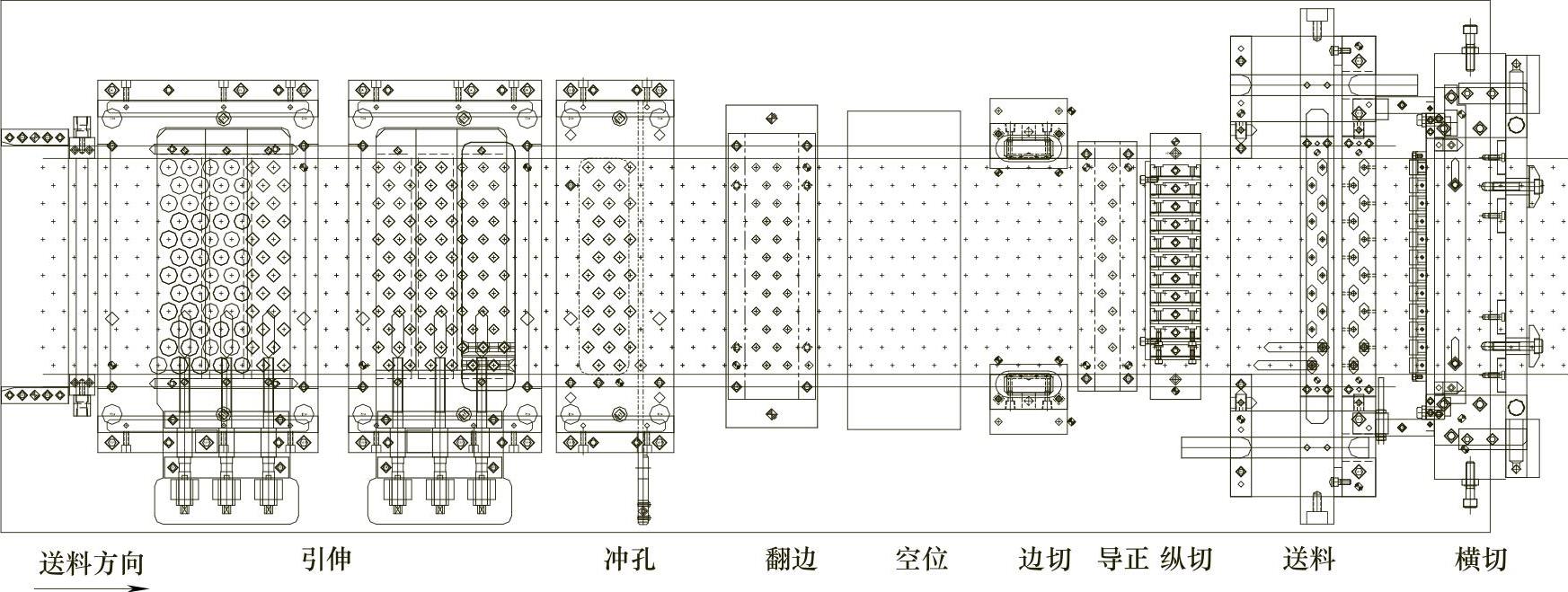
图3-38 模具工位排样图
3.结构设计
(1)拉深工序 首先确定拉深子模的整体结构。
为了便于送料和避免翅片表面划伤,通常采用圆筒朝上设计。在上模上安装垫板、凹模板,下模上依次安装凸模固定板、压板和卸料板,如图3-39所示。
为使凸凹模在成形时降低其摩擦力,抑制工件破裂,提高成形极限和产品质量,延长模具寿命,在上模有自动喷油装置,在垫板上开有油气槽,通过垫板直接喷到凹模板内。
因翅片要求翻边高度可调,所以在拉深子模设计时凸模高度是可调整的,通过凸模下面的斜楔来实现拉深高度的可调性。
凸凹模的间隙:间隙值应合理选取,间隙过小会增加摩擦力,使拉深件容易破裂,且易擦伤表面和降低模具寿命;间隙过大,又易使拉深件起皱,影响工件精度。
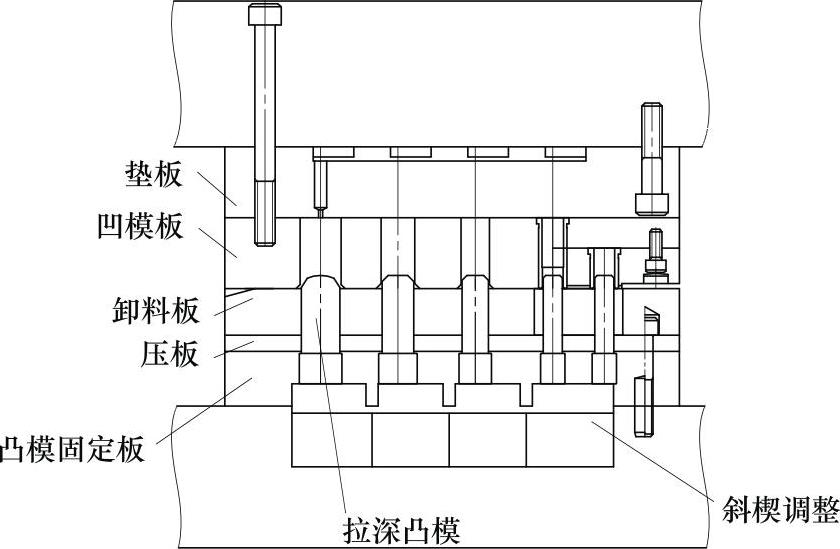
图3-39 拉深工位
凸凹模直径和圆弧尺寸的确定:对铝箔进行拉深时,拉深凹模圆角半径的大小对于拉深过程有很大影响,因为坯料被拉深时,是在凹模圆角部位滑动,并产生较大弯曲变形后,又进入凹模的直壁部被重新拉直。如果凹模圆角半径r凹太小,那么在该处的变形阻力、摩擦阻力和反复弯曲阻力都要增大,模具磨损也增大。另外,如果r凹减小,则极限拉深系数m也会增大,材料的允许变形程度会减小。为减小拉深力,使变形更容易,应取大圆角。但若取圆角太大,压边圈压料面积减小,易于起皱,也不利于拉深顺利进行。根据经验,对铝、黄铜、纯铜等材料,在料厚小于3mm时,圆角半径可按料厚的5~8倍选取,对第一次拉深和薄料尽量取大值,以后拉深凹模圆角半径按公式r凹n=(0.6~0.9)r凹(n-1)选取。
凸模圆角半径r凸太小时,同样会使材料在这个部位弯曲程度增加,且局部变薄现象加重,这种弯曲和变薄的痕迹,还会在以后的工序中留在零件的侧壁上,影响零件的质量。过小的r凸还会增加修改工序,及以后工序的成形难度。增大凸模圆角半径则可以降低拉深所需的力,增加毛坯危险断面的强度,改善工件质量。但若r凸过大,会使拉深时底部被压的面积减少,材料悬空部分比例增大,促使这部分毛坯起皱,所以凸模圆角半径也应大小适中。拉深件的精度主要取决于最后一道工序拉深凸、凹模的尺寸,一般最后一步拉深时取(https://www.xing528.com)
r凸=(0.08~0.12)d
式中 d——拉深凸模直径,而相邻各级拉深取
r凸=(0.7~0.8)r凸(n-1)
式中 r凸(n-1)——第n-1次拉深后的凸模圆角半径。
凸模固定采用浮动固定方式,利用凸模下面的斜楔调整凸模的高度。
卸料方式:因凸凹模间隙较大,在拉深成形时凹模为圆角,材料卡在凹模的情况很少,一般不考虑上模卸料。在高翻边时材料会挂在凸模上,不利于送料,设计时会考虑通过下模的卸料板,将材料卸出凸模。
对于高翻边模具,为了保证孔的周边不产生过多的皱纹,边料在拉深时不致被拉深成材料重叠,必须增大料宽,这样会增大用料成本。因此对于较深的拉深,需对首次拉深采取单独分开、单独压边的拉深方式,在压边时其动作不受以后各次拉深的影响,或在拉深卸料板两侧装上防皱条,使其材料在成形时被拉住后两侧,以减少皱纹。
有的翅片要求平面上有波纹或蜂窝,这时一般与最后一道拉深工序放在一起,设有成形板,通过它来完成波纹或蜂窝的成形工序。
由于成形工序是和最后一道拉深工序在一起完成的,成形部分全做在最后一道拉深工序的模具上,为了便于制造,波纹或蜂窝成型凸、凹模通常采用镶拼结构。
(2)冲孔工序 为减小模具结构尺寸,将冲孔和翻边工位复合,由一个子模完成。
凸模采用台阶式结构,凹模为凸、凹模复合结构,凹模既是冲孔凹模,又是翻边凸模,凹模采用双直壁结构,有利于减小凸模与凹模之间的磨损(见图3-40)。
为了防止冲孔废料粘在片料上出现重叠冲压,在冲孔凸模上设有气孔,借助高压空气使废料通过凹模和工作台上的落料孔,进入废料箱。
冲孔凸凹模间隙对冲裁件质量、冲裁力、模具寿命等都有很大影响。通常翅片料厚在0.1mm左右,冲裁间隙取为料厚的10%,约0.01mm。
冲孔凸凹模尺寸确定:冲孔凹模为翅片孔内径尺寸,凸模尺寸决定了翻孔系数,根据经验为凹模的80%左右,这样工件不容易开裂。
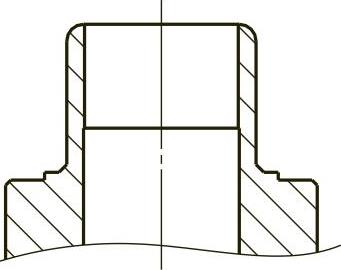
图3-40 凹模采用双直壁结构
为保证翅片坯料从上模卸下,保证正常送料,上模设有卸料钉。通过卸料板将翅片从凹模卸出。
为保证翻孔凸缘的挺直,凸凹模之间的间隙一般取单边扣除料厚+0.05,凸模采用平顶圆弧过渡结构,翻边凹模圆角半径一般直接按翅片图样要求。
(3)翻边(喇叭口)工序 翻边由斜楔固定板、凸模固定板、卸料板、凹模板、垫板组成。凹模板和垫板采用插销定位、螺栓连接方式固定在下大模板上。其余通过定位销钉和螺栓装在上大模板上,如图3-41所示。
卸料板采用侧限位板扣在凸模固定板上,运动时靠凸模导向,卸料板与凸模固定板的相对位置通过导柱来保证。凸模固定板上模有块斜楔固定板,通过斜楔的调整来对翻边高度进行调整。
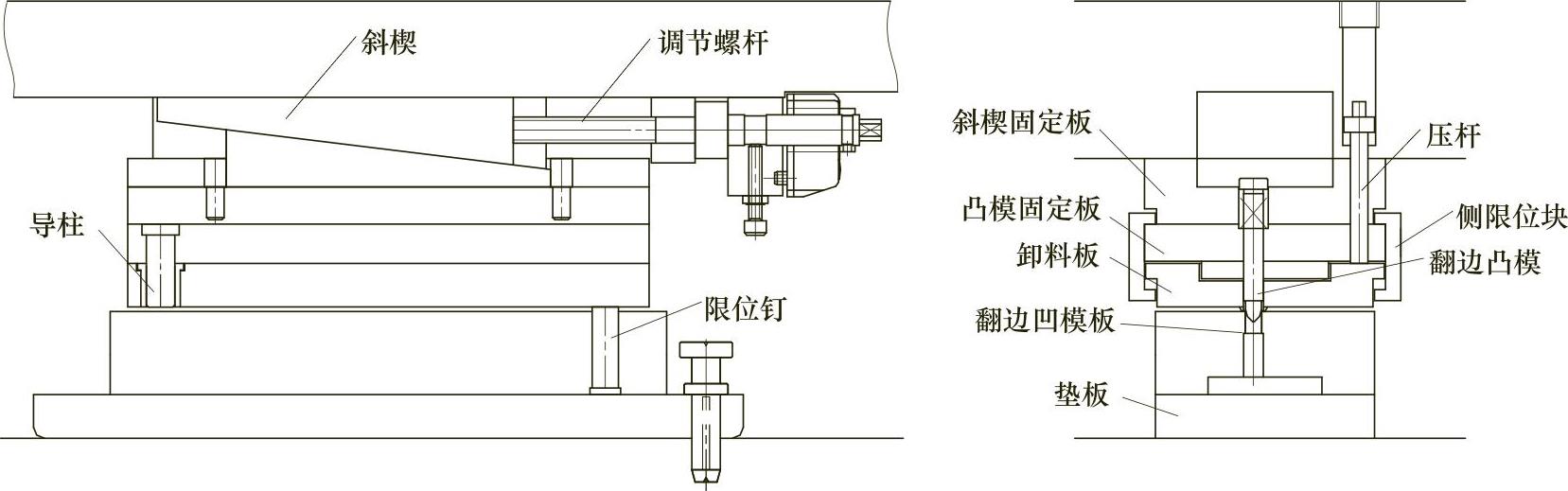
图3-41 翻边(喇叭口)工位
在翅片图上虽然对喇叭口未做严格的尺寸要求,但喇叭口不能出现开裂,否则在胀管后会露铜,造成产品报废。
翻边凸模在设计时前端采用近似椭圆头结构,并设有一段直径为翅片孔的圆柱部分,从而对成形后的翅片进行导正、定位。
翻边时,凸模前端椭圆头首先进入翅片上已有的孔内,对翅片进行导正定位,由圆柱部分进行精确定位,然后借助台阶圆角向下翻喇叭口。所以该凸模具有导正和翻边双重作用。具体结构如图3-42所示。
(4)边切、纵切分条工序 边切是将翅片两侧多于的废料剪切掉,以达到翅片图样要求。分条是将翅片在列数上按热交换所需进行分割的工序。
边切常采用浮动凸模的独立结构,凸模的定位通过上刀座来实现,通过上模的上、下运动完成凸模与凹模的重合相切。
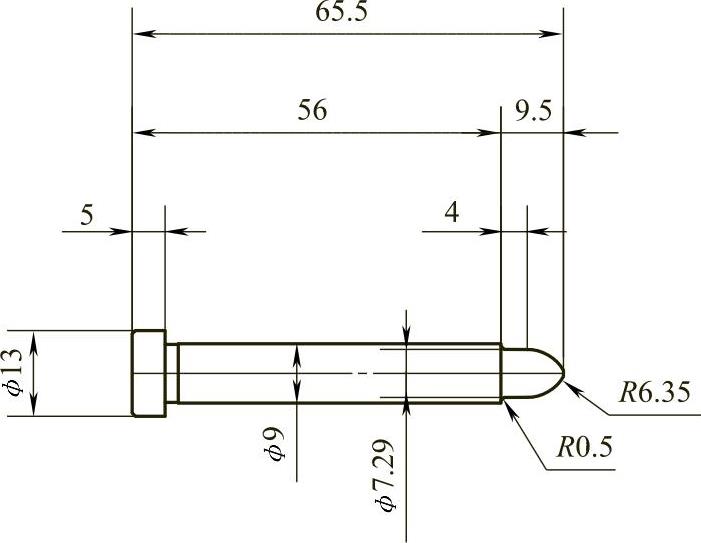
图3-42 凸模具有导正和翻边双重作用
纵切上、下刀固定在固定块上,固定块利用螺钉及定位槽按规律分别定位在上、下模板之间,通过上、下模运动完成分条工作。在上固定块与上刀座之间有6mm的垫条,通过垫条的抽拔来实现不同列数的产品。
如有压花边的产品,在边切凸凹模和纵切到上做成压花形状,上、下模之间对应刃形应相吻合,上模、下模任意列之间的刃口高度差需相等,从而保证分条两侧一致。
(5)横切工序 横切是整套模具的最后一个工序。由于翅片长度由每排孔的数量决定,压力机滑块运行一次只能完成一次冲孔,这就需要压力机完成多次冲压后才能切断一次。因此,为了能够实现自动控制切断动作,保证翅片级进模的正常运行,在单台压力机上,必须借助滑块机构之外的其他动力(气动),同时这个动力还得受压力机滑块运动的控制,这样,自动控制技术的应用在该套翅片级进模的设计中是必不可少的。
为保证上、下刀切断刀配合精度,子模上下运动采用无油润滑块配磨后对滑动板进行导向。如图3-43所示。
(6)送料工序 的设计送料机构的传动是由两个分机构实现的,即曲柄摇杆机构和曲柄滑块结构联合作用。
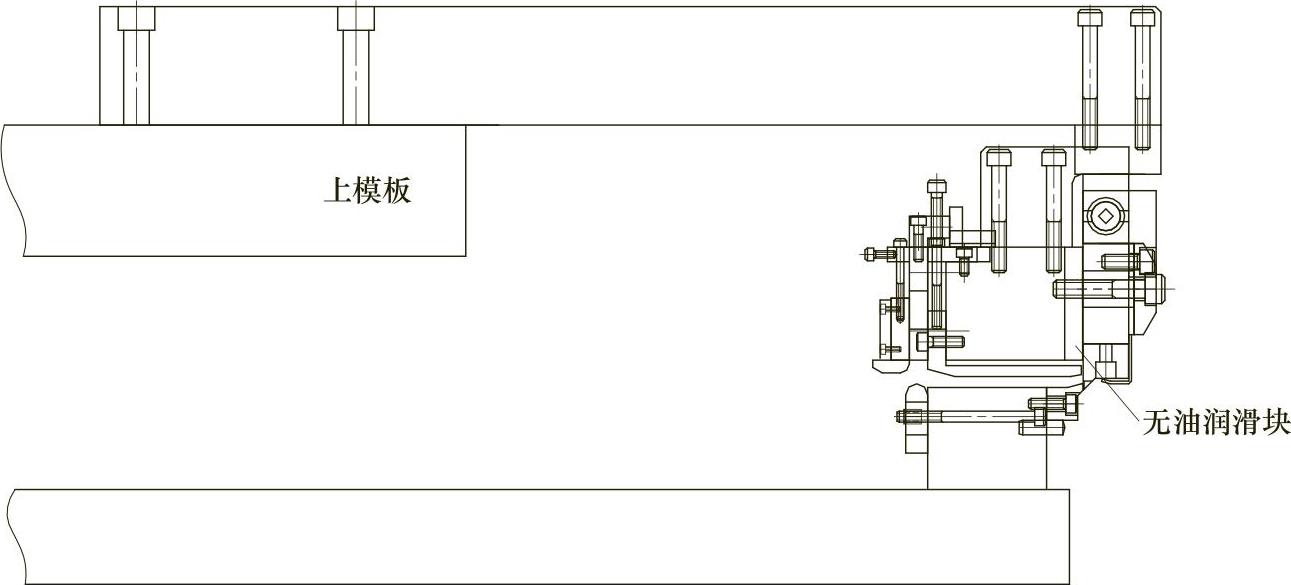
图3-43 无油润滑块结构
级进模的送料装置主要由活动板,固定板和导杆组成。活动板与导杆时过盈配合,不产生相对运动,送料时,活动送料板上的送料指挂住翻边孔将翅片送一个步距,返回时,固定送料板上的送料指挂在翅片孔支撑,防止翅片后移,保证步距不变。为了保证滑块往复运动的稳定性,滑块利用两根导向杆进行导向,通过送料传动轴同时驱动左右两套曲柄连杆带动滑块进行送料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。