



精密电机冲片(铁心)级进模排样种类繁多。通常,模具制造厂根据需方的电机冲片(铁心)产品图和相关技术协议书,进行级进模排样设计。通过排样设计,确定模具规格,制件在模具中的冲压顺序,制件上各部分哪些先冲,哪些后冲,共有几个工位及工位间的冲压工艺性论证,每个工位的冲压内容,冲压一次能出几件,条料的载体形式与搭边,冲裁力、工位步距、模具压力中心的确定,材料利用率、铁心和废料输出方向等。排样设计很重要,是模具结构设计的主要依据。排样图设计的好坏直接关系到模具制造的成败。如果排样图设计有错误,会导致制造出来的模具无法冲出合格制件,而使整副模具报废。因此,在排样设计时一定要仔细,反复思考,可以确定几种不同的方案进行比较,或套用生产过的典型排样图。总之,需得出一个最优化的方案才能使用。
对于专业制造精密电机冲片(铁心)级进模的企业而言,经过多年来对大量的各类模具的设计与制造,已经积累了各类模具的排样图,并可根据不同的电机铁心及各种排样特征,选定出典型的精密电机冲片(铁心)排样图,并编号入册,这不仅加快了销售报价,同时也传承了企业的实践经验和先进技术。
1.排样图编号方式(鸿达标准)
典型精密电机冲片(铁心)排样图的编号方式由冲片代号与排样参数编码两级组成,排样参数编码排列顺序依次为:列数、搭边、铁心、气隙。
(1)排样图编号表示方式(见图2-33)
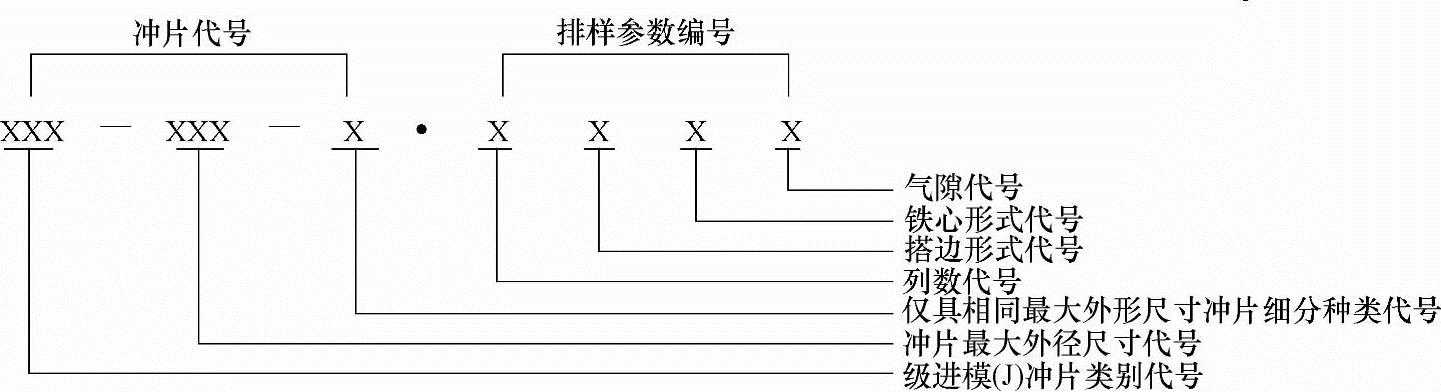
图2-33 典型精密电机冲片(铁心)排样图编号方式
(2)排样参数特征及编号
1)列数(排数)。是材料利润率的关键要素,列数的多少,决定于冲件的生产量,常见的有单列、双列、三列、四列、五列(三列以上称为多列)。
2)搭边。是排样图中相邻冲压件轮廓间的最小距离(料距)或冲压件轮廓与条料边缘的最小距离(料宽),它也影响材料利用率。搭边虽然是废料,但在冲裁工艺中却有很大的作用:补偿纵剪条料误差,确保冲出合格制件;增加条料的刚性,方便条料送进;有搭边的冲压件精度高。常见的搭边形式有料宽、料距全搭边;料宽、料距全无搭边;多排中的料宽有搭边或不搭边。
3)冲片形式。在精密电机冲片(铁心)级进模排样中,有定子、转子全散片;有定子散片、转子叠片;有定子叠片、转子散片;有定子叠片、转子叠片带扭槽;有定子大回转叠片、转子叠片带扭槽;有定子、转子全大回转叠片等。
4)气隙。电机定子和转子间的气隙。在排样中有切气隙工位,将定子和转子间的部分气隙切去,减少转子铸铝后的金工切削量,提高生产效率。
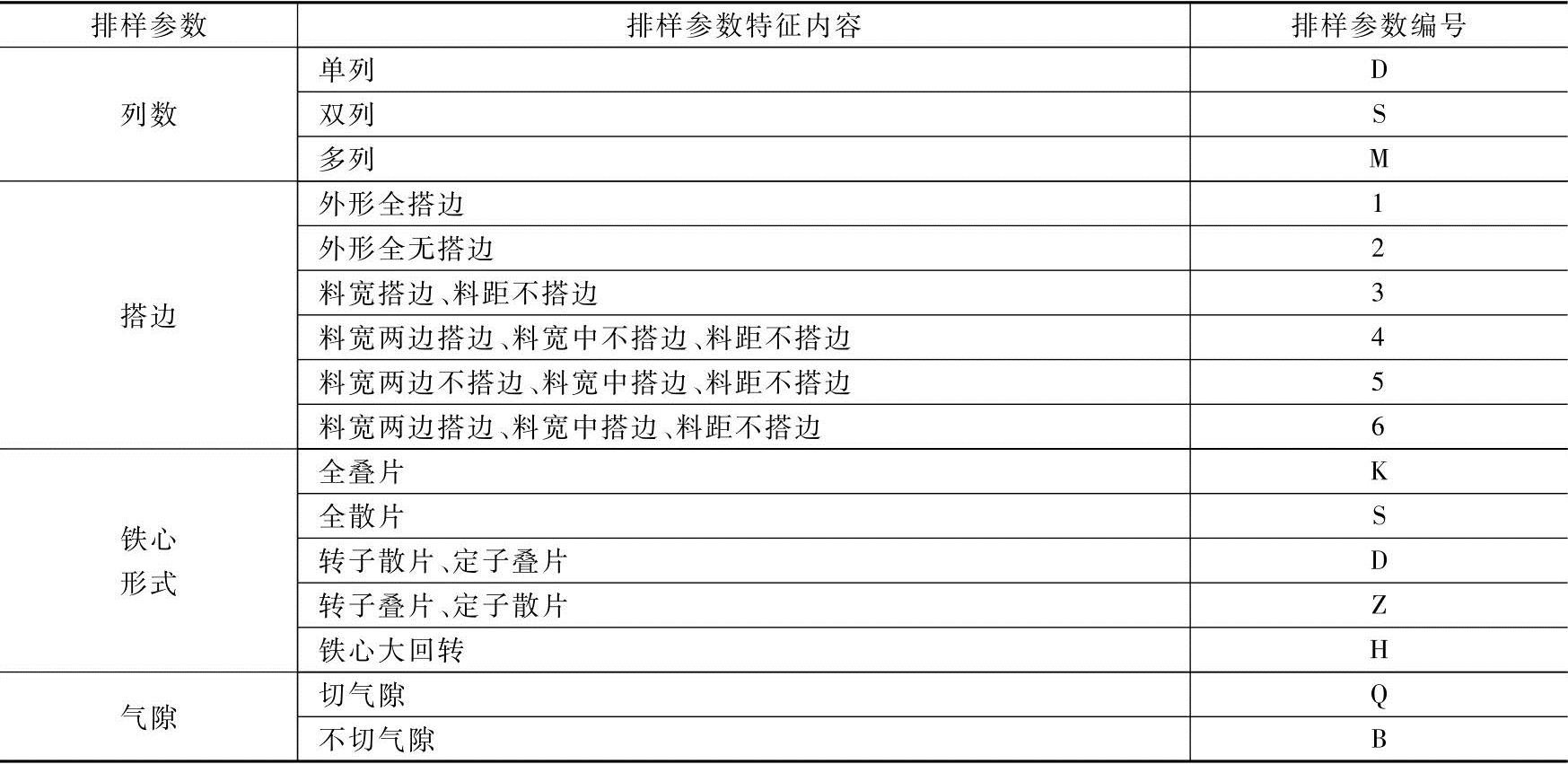
(3)排样参数、特征编号明细表(见表2-47)
表2-47 排样参数、特征编号明细表
2.典型排样示例
(1)单相串励电机铁心 83mm×78mm方形定子叠片、双列、料宽有搭边、料距不搭边、料中不搭边、转子直叠、切气隙。
排样图编号:JA3—83×78—1·S4KQ;典型排样图如图2-34所示。
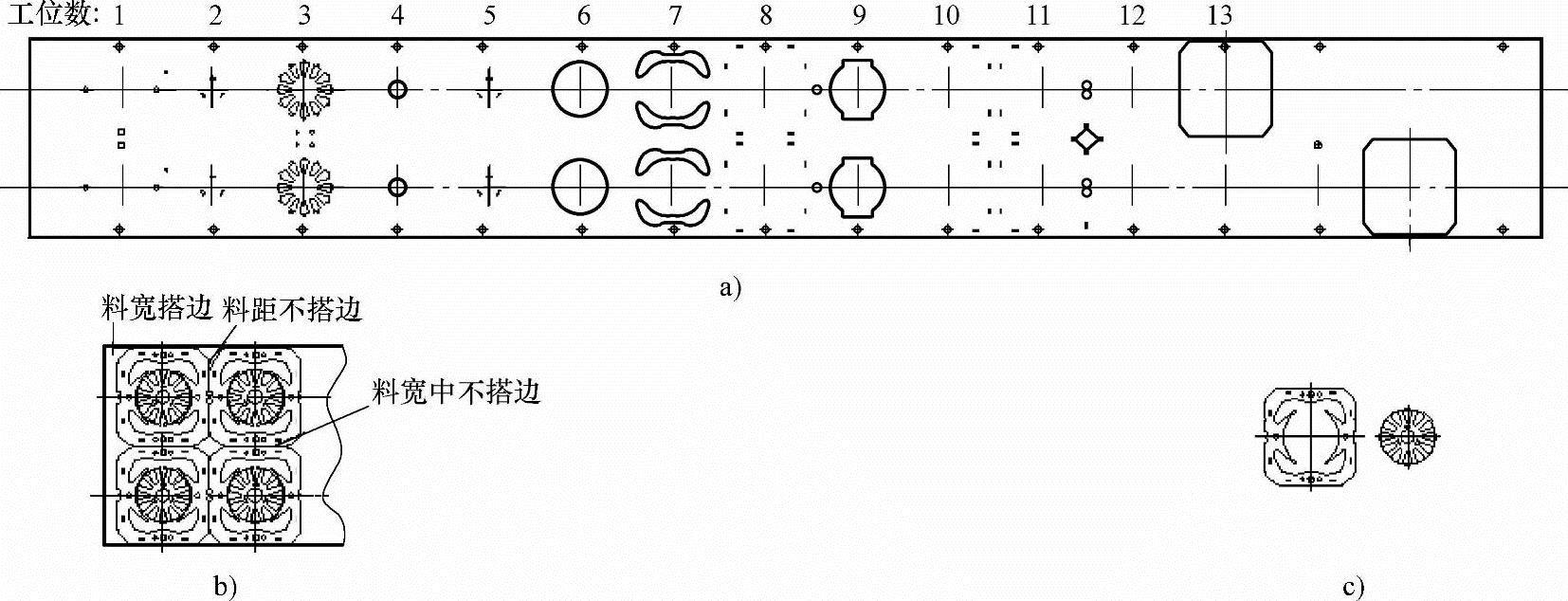
图2-34 典型排样图—单相串励电机铁心
a)排样图 b)料带图 c)零件示意图
工位说明:
第1工位:冲导正钉孔及工艺孔。
第2工位:冲转子铁心分离记数通孔(设气缸抽板)。
第3工位:冲转子槽形孔、定子按装孔。
第4工位:冲转子轴孔。
第5工位:冲转子叠片铆点。
第6工位:转子片落料、叠压。
第7工位:冲定子槽形孔。
第8工位:定子铁心分离记数通孔(设气缸抽板)。
第9工位:冲定子气隙。
第10工位:冲定子部分叠片铆点。
第11工位:冲定子部分叠片铆点及料距、料中工艺孔。
第12工位:空。
第13工位:定子铁心落料、叠压。
(2)单相家用电机铁心 定子圆形叠片、最大外径φ90.04mm、双列,料宽有搭边、料距不搭边、料中不搭边、转子叠片带扭槽、不切气隙。
排样图编号:JB1—90.04—1·S4KB;典型排样图如图2-35所示。
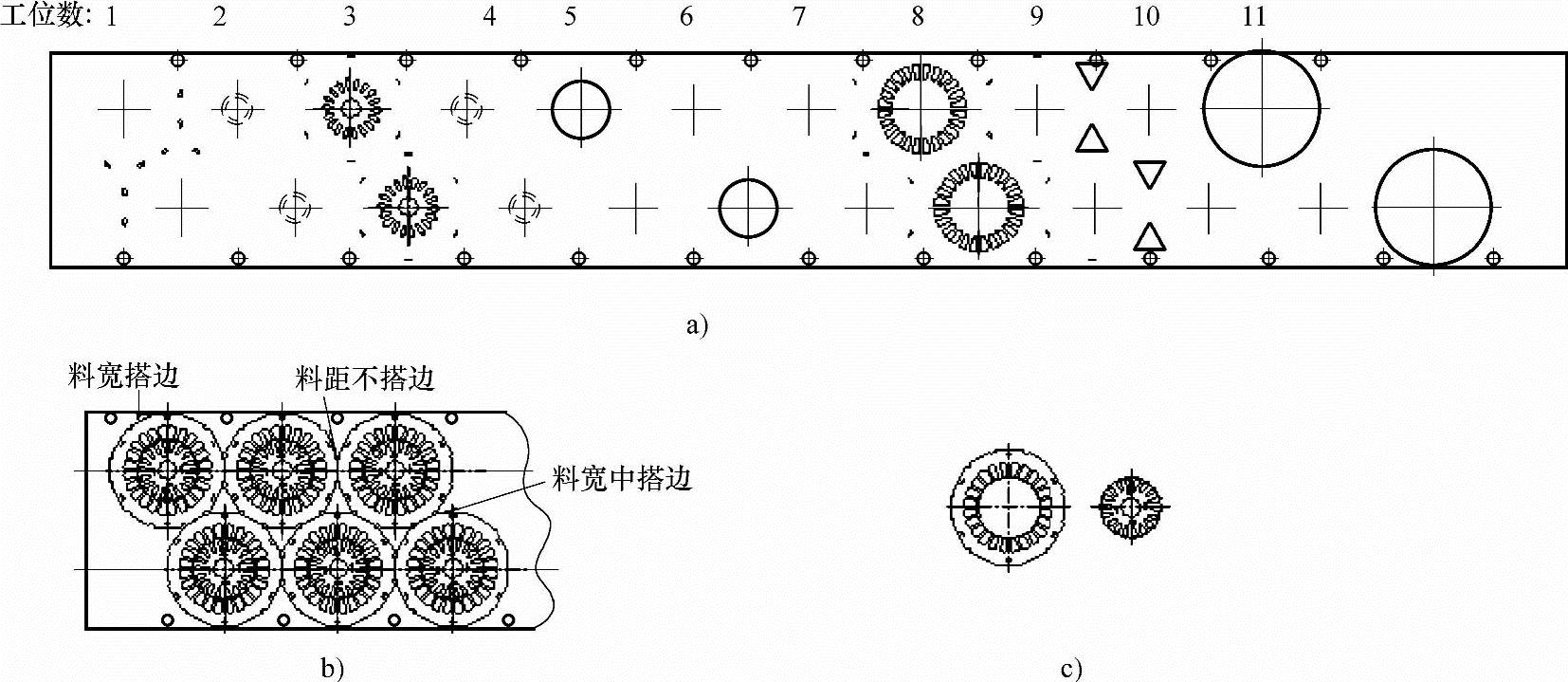
图2-35 典型排样图—单相家用电机铁心
a)排样图 b)料带图 c)零件示意图
工位说明:
第1工位:冲转子扭槽叠铆点让位工艺孔、导正钉孔及工艺孔。
第2工位:冲转子铁心分离记数通孔(设气缸抽板)。
第3工位:冲转子槽形孔、转子轴孔及定子铁心分离记数通孔(设气缸抽板)。
第4工位:冲转子叠片铆点。
第5工位:转子片落料、叠压、扭槽(设蜗轮、蜗杆扭转机构)。
第6工位:空。
第7工位:空。
第8工位:冲定子槽形孔、部分叠片铆点。
第9工位:冲定子部分叠片铆点及三角搭边废料。
第10工位:空。
第11工位:定子铁心落料、叠压。
(3)单相家用电机铁心 108mm×108mm方形定子散片、单列,料宽有搭边、料距不搭边、转子叠片带扭槽、不切气隙。
排样图编号:JB3—108×108—1·D3ZB;典型排样图如图2-36所示。
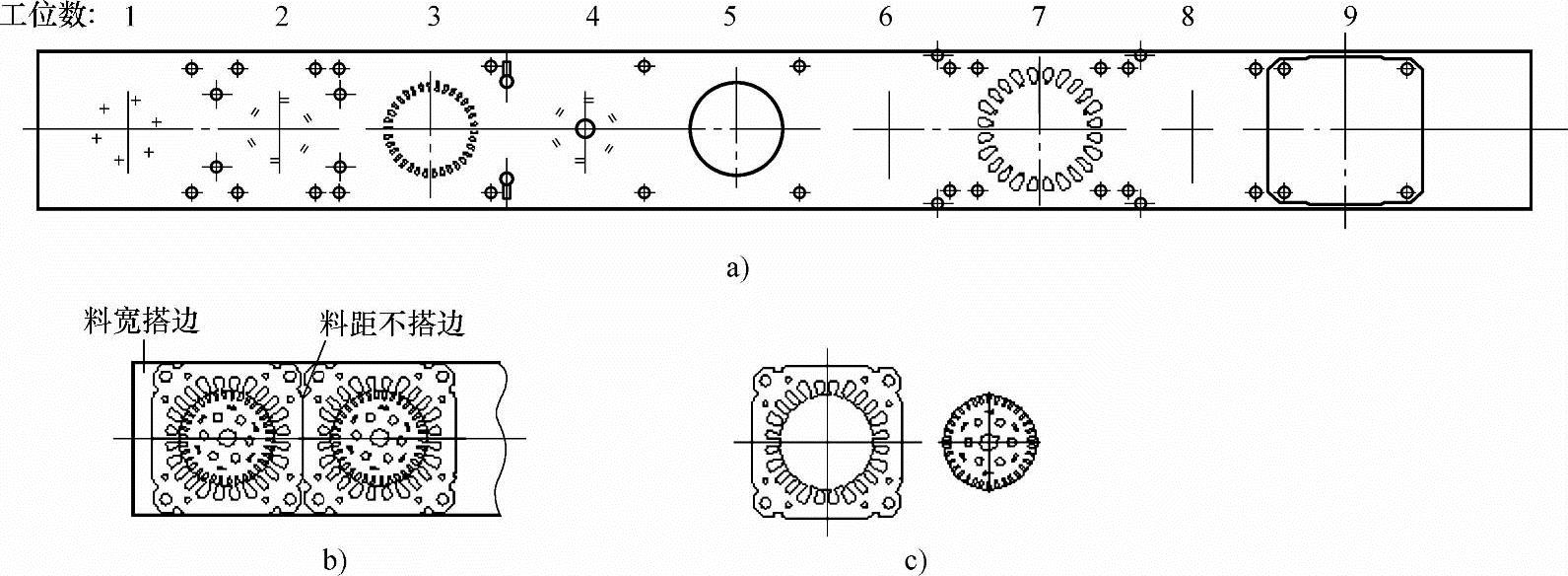
图2-36 典型排样图—单相家用电机铁心
a)排样图 b)料带图 c)零件示意图
工位说明:
第1工位:冲转子扭槽叠铆点让位工艺孔及导正钉孔。
第2工位:冲转子铁心分离记数通孔及圆铆钉孔(设气缸抽板)。
第3工位:冲转子槽形孔及料距工艺孔。
第4工位:冲转子叠片铆点及轴孔。
第5工位:转子片落料、叠压、扭槽(设蜗轮、蜗杆扭转机构)。
第6工位:空。
第7工位:冲定子槽形孔及按装圆孔。
第8工位:空。
第9工位:方形定子铁心落料、叠压。
(4)单相罩极电机铁心 定子圆形叠片、最大外径为φ62.88mm、副定子异形叠片、双列、料宽有搭边、料距不搭边、料宽中有搭边、转子叠片带扭槽、不切气隙。
排样图编号:JC1—62.88—1·S6KB;典型排样图如图2-37所示
工位说明:(https://www.xing528.com)
第1工位:冲转子扭槽叠铆点让位工艺孔及导正钉孔。
第2工位:冲转子铁心分离记数通孔、副定子局部外形切口(设气缸抽板)。
第3工位:冲转子槽形孔。
第4工位:冲定子铁心分离记数通孔、副定子局部外形切口、转子轴孔。
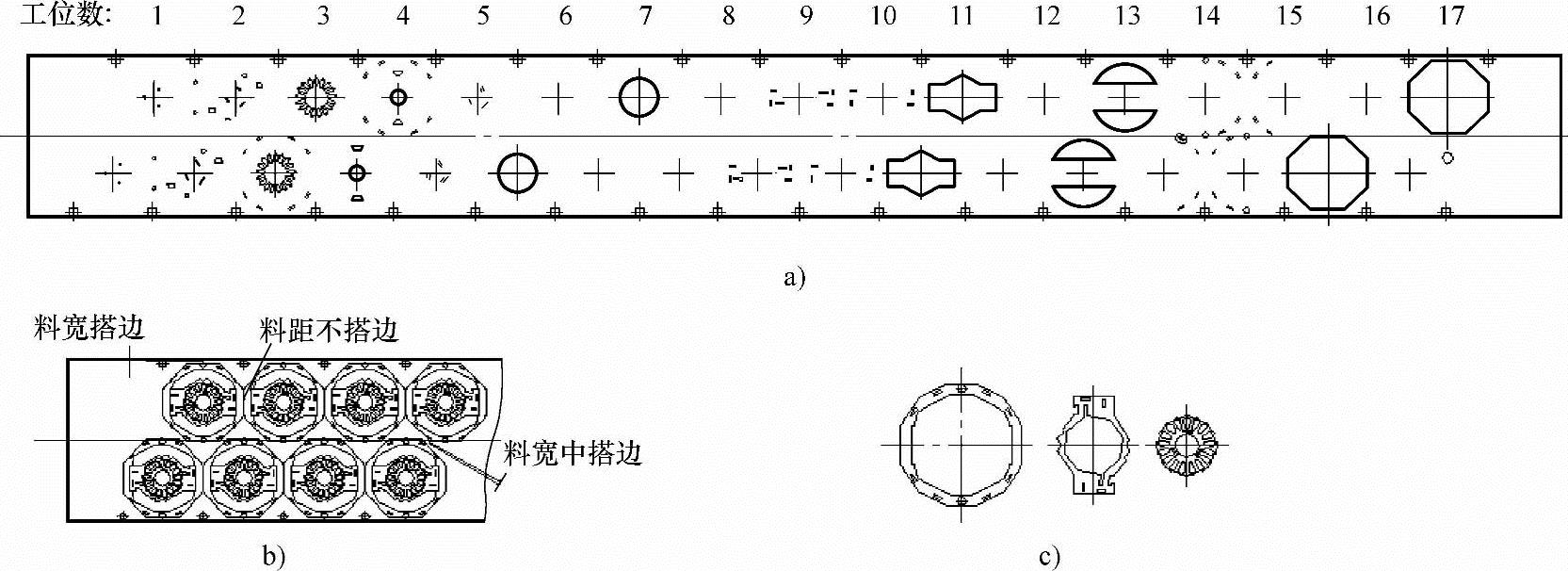
图2-37 典型排样图—单相罩极电机铁心
a)排样图 b)料带图 c)零件示意图
第5工位:冲转子叠片铆点。
第6工位:空。
第7工位:转子片落料、叠压、扭槽(设蜗轮、蜗杆扭转机构)。
第8工位:空。
第9工位:冲副定子铁心分离记数通孔、局部外形切口(设气缸抽板)。
第10工位:冲副定子叠片铆点。
第11工位:副定子铁心落料、叠压。
第12工位:空。
第13工位:冲定子槽孔。
第14工位:冲定子叠片铆点、按装圆孔。
第15工位:冲定子叠片铆点。
第16工位:空。
第17工位:定子铁心落料、叠压。
(5)永磁电机铁心 转子外径为φ42.14mm、三列、料宽有搭、料距有搭边、料宽中有搭边、转子直叠、不切气隙。
排样图编号:JD1—042.14—1·M1KB;典型排样图如图2-38所示。
工位说明:
第1工位:冲中排转子扭槽叠铆点让位工艺孔及导正钉孔。
第2工位:冲中排转子铁心分离记数通孔(设气缸抽板)。
第3工位:冲中排转子轴孔A(设气缸抽板)。
第4工位:冲中排转子槽形孔。
第5工位:冲中排转子轴孔B(设气缸抽板)。
第6工位:冲转子叠片铆点。
第7工位:空。
第8工位:冲中排转子片落料、叠压、扭槽(设蜗轮、蜗杆扭转机构)。
第9工位:空。
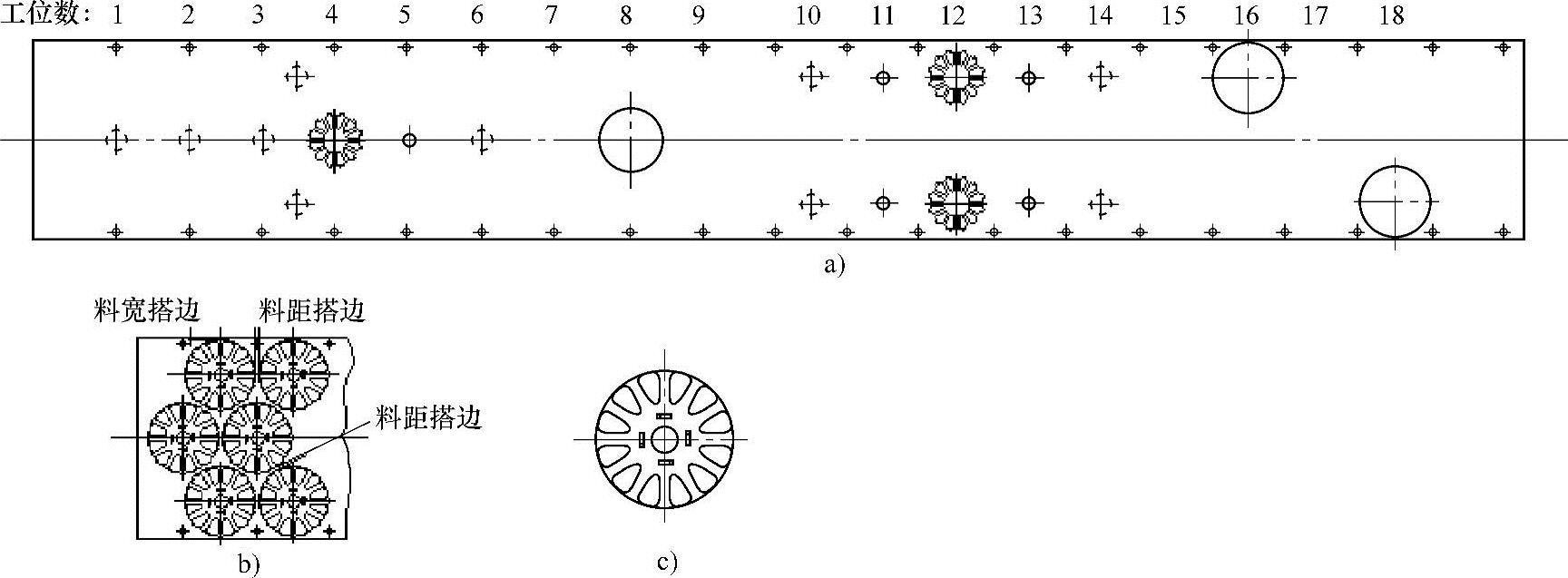
图2-38 典型排样图—永磁电机铁心
a)排样图 b)料带图 c)零件示意图
第10工位:开始是冲上、下两排铁心,工位作用与中排相同,只是转子扭槽叠铆点让位工艺孔,在冲中排时的3和4工位间已冲出。
(6)工业电机铁心(发电机) 定子圆切边叠片、最大外径为φ198mm、单列、料宽有搭边、料距有搭边、转子直叠不切气隙。
排样图编号:JE2—198—1·D1KB;典型排样图如图2-39所示。
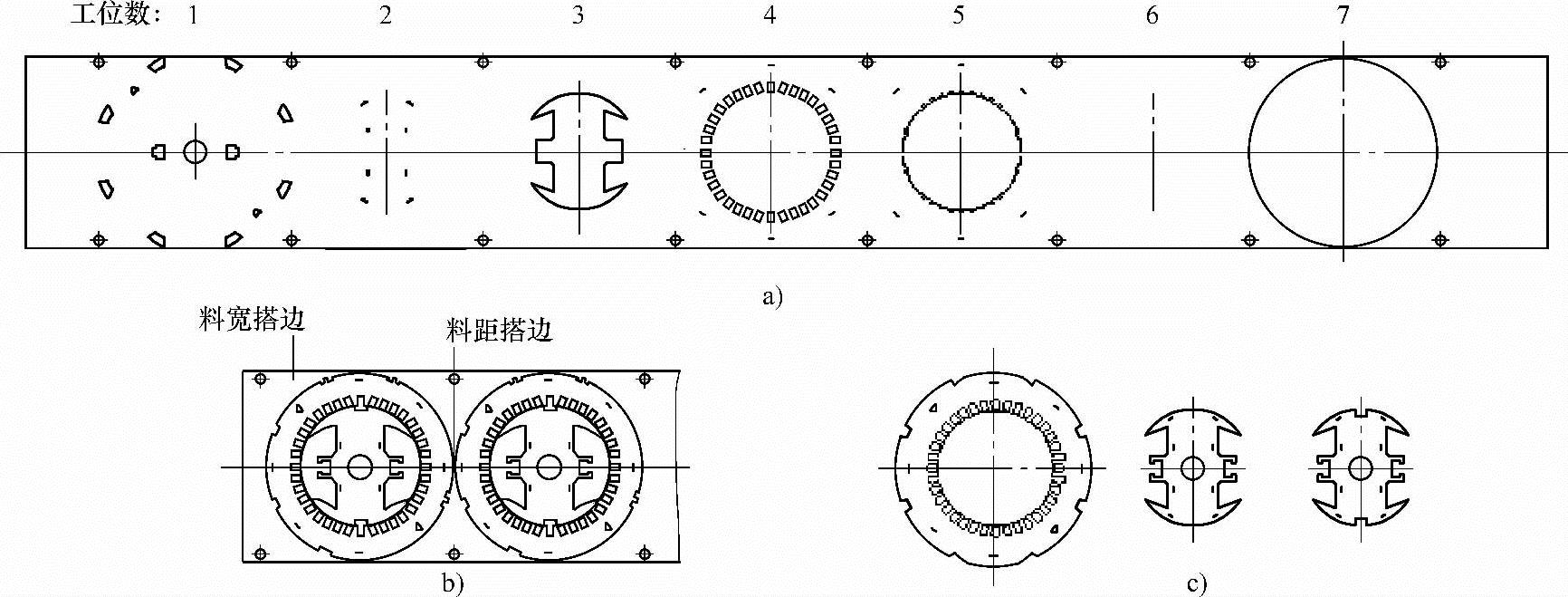
图2-39 典型排样图—工业电机铁心
a)排样图 b)料带图 c)零件示意图
工位说明:
第1工位:冲定子外形焊接槽,转子轴孔、局部切口及导正钉孔。
第2工位:冲转子铁心分离记数通孔和叠片铆点(设气缸抽板)。
第3工位:冲转子铁心落料、直叠。
第4工位:冲定子槽形孔、铁心分离记数通孔(设气缸抽板)。
第5工位:冲定子槽口及内径。
第6工位:空。
第7工位:定子铁心落料、叠压。
(7)塑封电机铁心 半圆拼块叠片定子铁心、最大直径为φ78mm、双列、料宽有搭边、料距有搭边、料中有搭边、转子叠片带扭槽、定子切气隙。
排样图编号:JF1—078—1·S1KQ;典型排样图如图2-40所示。
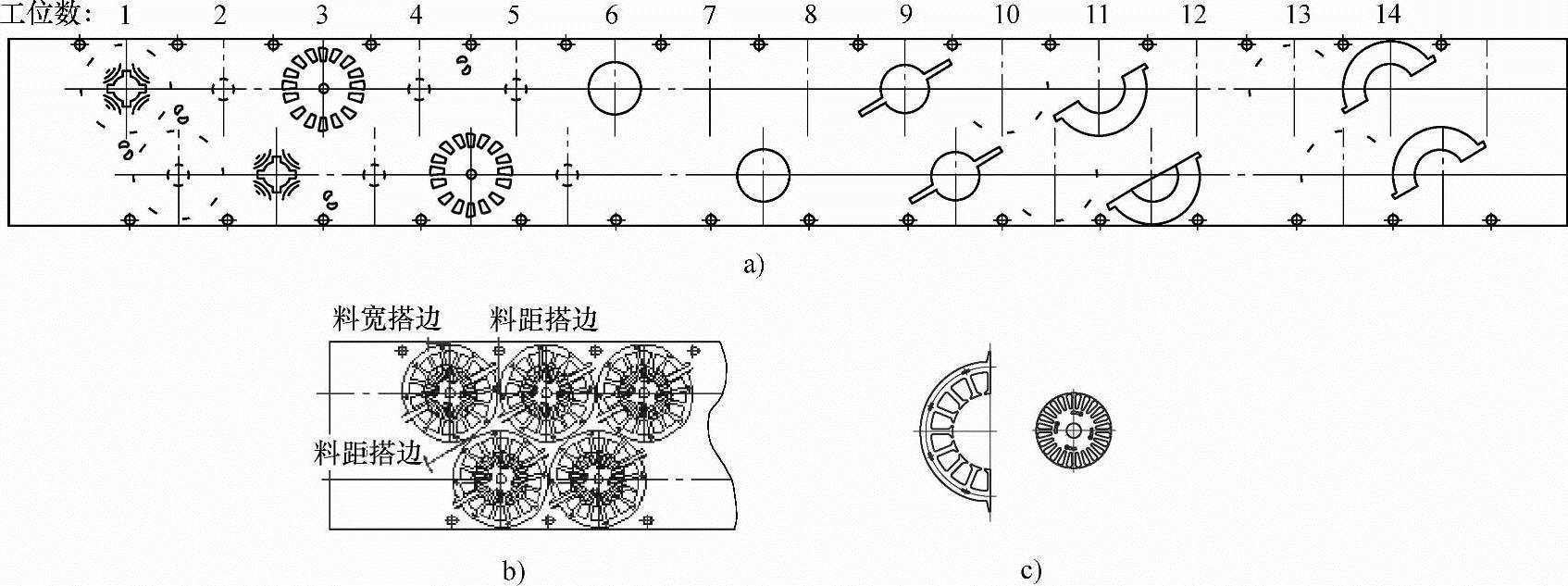
图2-40 典型排样图—塑封电机铁心
a)排样图 b)料带图 c)零件示意图
工位说明:
第1工位:冲转子槽形孔、定子铁心分离记数通孔(设气缸抽板)、定子外形尖角切口及导正钉孔。
第2工位:冲转子铁心分离记数通孔(设气缸抽板)。
第3工位:冲定子槽形孔、转子轴孔。
第4工位:冲转子铁心分离记数通孔(设气缸抽板)。
第5工位:冲转子叠片铆点。
第6工位:转子片落料、叠压、扭槽(设蜗轮、蜗杆扭转机构)。
第7工位:空。
第8工位:空。
第9工位:冲定子槽口。
第10工位:半圆定子铁心记数通孔(设气缸抽板)。
第11工位:半圆定子铁心落料、叠压。
第12工位:空。
第13工位:冲定子叠片铆点。
第14工位:半圆定子铁心落料、叠压。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。