



精密电机铁心从模具中冲压出来不再进行切削加工,定子铁心直接进入定子绕嵌线,转子铁心进入铸铝加工或电枢绕嵌线。因此,铁心冲压件的尺寸精度和形位公差要求都很高。图2-32所示是常见的定转子冲片、铁心的产品图,对应的主要技术条件如下。
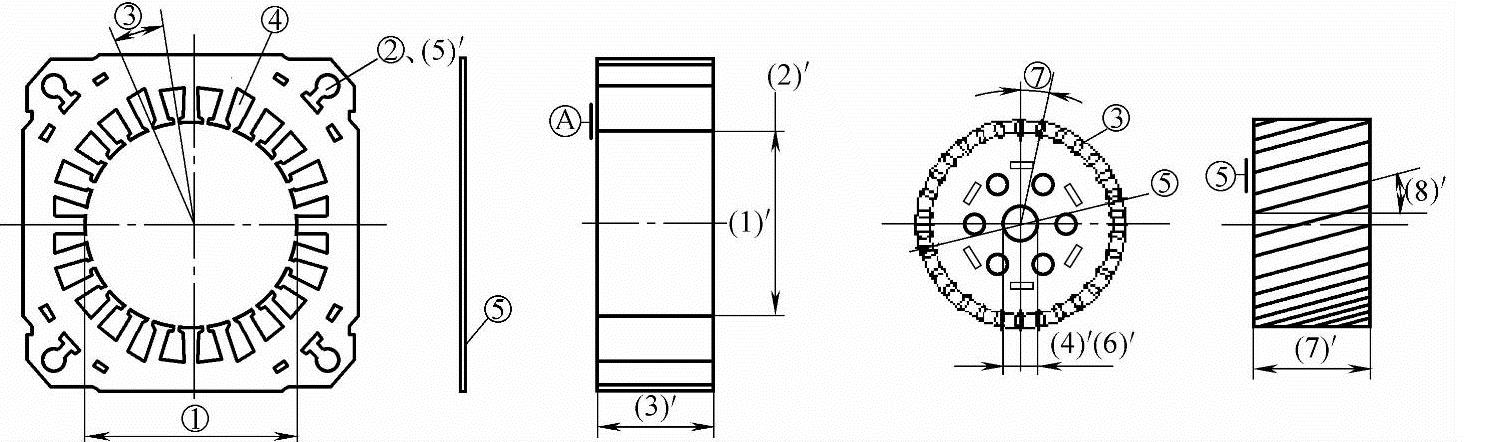
图2-32 定转子冲片、铁心的产品图
(1)冲片
1)定子冲片内径尺寸精度:①IT6~IT7级。
2)定子冲片边上的4个圆按装孔径精度:②IT6~IT7级。
3)定子冲片槽分度误差:③不大于±0.05mm。
4)定子冲片槽形尺寸公差:④按GB/T 1804-m级。
5)定子冲片平面度:⑤按冲片尺寸的大小,一般在0.15~0.5mm之间(直径200mm以下)。
6)转子冲片轴孔尺寸精度:⑥IT6~IT7级。
7)转子冲片槽分度误差:⑦不大于±0.03mm。
8)转子冲片槽形与轴孔同轴度:⑧不大于φ0.05mm。
9)转子冲片槽形尺寸公差:⑨按GB/T 1804-m级。(https://www.xing528.com)
10)定、转子冲片毛刺小于0.05mm。
(2)铁心
1)定子铁心内径圆柱度:(1)'不大于0.05mm(内径150mm以下)。
2)定子铁心内径轴线对A面的垂直度:(2)'按铁心厚度,一般在0.20~0.50mm之间。
3)定子铁心上、下面平行度:(3)'不大于0.50mm(直径200mm以下)。
4)转子铁心轴孔圆柱度:(4)'不大于0.02mm(直径20mm以下)。
5)定子铁心4个圆按装孔与定子内径基准轴线的位置度:(5)'不大于φ0.05mm。
6)转子铁心轴孔对B面垂直度:(6)'按铁心厚度,一般在0.10~0.30mm之间。
7)转子铁心上、下面平行度:(7)'不大于0.30mm(直径70mm以下)。
8)转子铁心扭槽斜度及方向:(8)'扭槽斜度0.8~1.5槽之间;扭槽方向有左旋、右旋。
9)定子、转子铁心叠片扣紧力:以1×4的矩形铆点,每个铆点的扣紧力不小于20N。
10)定子、转子冲片90°、180°大回转自扣冲压,解决条料厚薄差引起的铁心平行度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。