



1.纵剪机组
纵剪机组一般由开卷机、纵剪机、收卷机三部分组成。工作时,按开料图尺寸调整滚刀间距(为节约用料,有时多种规格一起开料),再将开卷机上的料架直径调小,以便卷料进入,然后用行车将整卷材料(料宽有1M和1.2M两种规格)吊套入开卷机料架上,调大料架直径,直至涨紧整卷材料。起动开卷机电源,将卷料引入纵剪机工作台上,起动纵剪机电源进入纵剪,当条料出滚道200mm时,关闭开卷机、纵剪机电源,用带表卡尺测量条料尺寸是否符合开料图尺寸要求,确认符合后再起动开卷机、纵剪机电源,直至纵剪条料经过渡坑到收卷机上料后,便可连续进行纵剪作业。
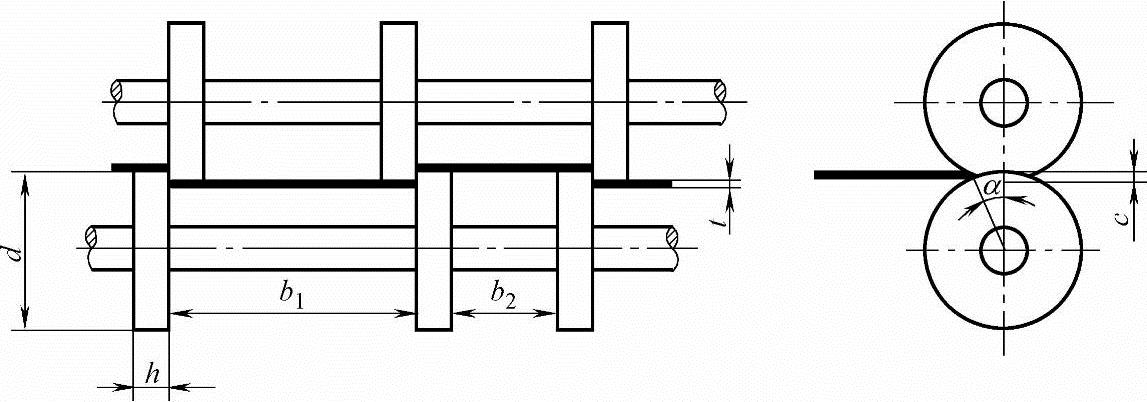
纵剪机是利用一对圆形的滚动刀刃来剪裁卷料的。一对滚动刀刃分别按装在两根轴上,借齿轮传动作反向转动,滚动刀刃间的距离b1、b2可按不同条料的宽度要求进行调整,可同时剪出不同宽度规格的条料,并可连续送料纵剪,不受长度限制,便于组成自动流水生产线。图2-31所示为纵剪、滚刀轮示意图。轴上装有多对刀轮,一般均用高速钢制成(W18Cr4V)。它们直径相同,转速相同,只是对应刀轮转向相反,两刀轮之间有重叠部分c。当材料插入滚刀间时,刃口与材料间的摩擦力会把卷材拉入进行剪切。与此同时,滚刀作用于板材的压力也会产生将板材推回的趋势。因此,欲确保纵剪的顺利进行,必须使摩擦力大于推回力。在生产实践中,解决的方法是选择一个上下滚轮最合理的咬合角a,此角与材料的厚度及滚刀直径有关,根据实际生产中得出经验,当纵剪0.5mm硅钢片时:咬合角a=6°,重叠高度c=0.5mm,滚动刀刃直径d=181mm,滚动刀刃厚度h=40mm。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-31 纵剪、滚刀轮示意图
2.卷料堆放
精密电机铁心冲压生产的卷料需有一个专用堆放区域,区域内有卷料置放架。置放架的排列位置,需考虑便于行车吊运操作及查看卷料规格。从收卷机下来的卷料其内外料头均需用胶带纸封牢,并在外卷表面用记号笔标注材料牌号、厚度、开料尺寸。对于暂且不用的卷料需用防潮包装纸整卷包装,以便防锈。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。