



1.主要模具材料品种与选用
(1)优质碳素结构钢(GB/T 699—1999)
1)45钢(GB/T 699—1999)。45钢是常用的调质结构钢,强度较高,塑性和韧性尚好,可加工性优良,经调质处理后,其综合力学性能比其他中碳结构钢好,但淬透性较低,通常均在调质或正火状态下使用。其焊接性差,焊前需预热,焊后应进行去应力退火。45钢是制造模座、垫板、常规模卸料板等模具结构件以及打杆、套环等零件经常选用的材料。在级进模中常被用于模座垫板、要求不高的扭转结构件和小零件。45钢在国内不同厂家及各国标准中对应的牌号见表2-14。
表2-14 45钢在国内不同厂家及各国标准中对应的牌号

2)50钢(GB/T 699—1999)。此钢属高强度中碳结构钢,可加工性中等,冷变形塑性低,焊接性差,热处理时无回火脆性,但淬透性较低,水中临界直径为13~30mm,并且水淬时有开裂倾向。50钢通常在正火或淬火、回火或高频表面淬火后使用。适用于制造耐磨性要求较高,动载荷及冲击作用不大的零件,常用于一般性模架类零件。50钢在国内不同厂家及各国标准中对应的牌号见表2-15。
表2-15 50钢在国内不同厂家及各国标准中对应的牌号

3)55钢(GB/T 699—1999)。55钢特性与50钢相近,经热处理后有较高的强度和硬度,但塑性韧性差,水中临界淬透直径为15~32mm,并且水淬时有开裂倾向。通常在正火或淬火、回火或高频表面淬火后使用。适用于制造要求较高强度和耐磨性或弹性的零件,如齿轮,连杆,扁弹簧等。55钢在国内不同厂家及各国标准中对应的牌号见表2-16。
表2-16 55钢在国内不同厂家及各国标准中对应的牌号

4)BM48C(东莞宝钢)。其化学成分、机械性能介于45钢和50钢之间,具有均匀颁布的硬度和组织,良好的切削加工性能、抛光性能和焊补性能。适用于制造塑料模具,各模具的模架等。
5)S48C(日本JIS)。其机械性能介于45钢和50钢之间,通常在正火或淬火、回火或高频表面淬火后使用。适用于制造模具上的一般结构件及模架零件。
(2)合金结构钢(GB/T 3077—1999)
1)非预硬钢。
①40Cr(GB/T 3077—1999)。40Cr是最常用的合金调质钢,其抗拉强度、屈服强度及淬透性均比40钢高,适用于制造中等载荷和中等速度的零件,经调质并高频表面淬火后,可制作表面硬度及耐磨性要求较高而无很大冲击的零件。在调质状态下常用于模架类零件。适用于制作级进模中的模座,卸料板件等零件。各国标准中40Cr对应的牌号见表2-17。
表2-17 40CY在各国标准中对应的牌号

②50Cr(GB/T 3077—1999)。淬透性较好,经正火或调质后可加工性良好,退火后可加工性也较好;钢的冷变形塑性低,焊接时有开裂倾向,所以焊前需预热到200℃,焊后应消除应力;一般在淬火及回火或调质状态下使用。适用于制造重载荷及受摩擦的零件。50Cr在各国标准中对应的牌号见表2-18。
表2-18 50CY在各国标准中对应的牌号

③38CrMoAl(GB/T 3077—1999)。为传统使用的高级氮化钢,有很好的氮化性能和强度,氮化处理后有高的表面硬度、耐磨性及高的耐腐蚀性;淬透性不高,可加工性尚可,但冷变形塑性低,焊接性差;须在调质及氮化处理后使用。适用于制造要求高的耐磨性、高疲劳强度和相当大的强度,热处理后尺寸要求精确的氮化零件。38CrMoAl在各国标准中对应的牌号见表2-19。
表2-19 38CYMOAl在各国标准中对应的牌号

④30CrMnSi(GB/T 3077—1999)。常用的高强度调质结构钢,淬透性较高,热处理后具有高的强度和足够的韧性,在正火状态下冷变形塑性中等,在退火状态下可加工性良好,一般经调质处理后使用。适用于制造重要用途零件,如高速载荷的砂轮轴、齿轮、链轮、轴、轴套等;也可用于工作在振动载荷下的焊接结构和铆接结构。
2)预硬钢。
①NAK55(日本大同,防腐预硬钢)。日本大同制钢株式会社专利钢NAK55是不需任何热处理、适用于镜面抛光加工的预硬化钢。NAK55主要用于镜面抛光模具,电视机滤光板、化妆品盒等模具,精密皱纹加工模具,汽车零件放电加工模具等。NAK55在不同厂家及各国标准中对应的牌号见表2-20。
表2-20 NAK55在不同厂家及各国标准中对应的牌号

②HPM1(日本日立)。有优秀的镜面加工性,良好的韧性、强度和耐磨性,优秀的抛光性。广泛用于橡胶、塑料模具,高强度模具板,汽车零件等。
③NAK80(日本大同)。在NAK55基础上改进的材料,镜面研磨性能好,放电加工性能好,焊接性能佳,不需要进行热处理,可直接加工生产模具。主要用于生产塑胶模具,也适用于要求变形极小的级进模卸料板座等。NAK80在不同厂家及各国标准中对应的牌号见表2-21。
表2-21 NAK80在不同厂家及各国标准中对应的牌号

④W35B(舞阳)。普通优质塑膜钢,预硬性良好,板厚大于80mm时硬度不均匀,具有良好的机械加工特性和抛光性能,适用于塑料模、模架等。
⑤P80A(舞阳)。预调质硬化塑料模具钢,镜面研磨性极佳,可达到令人满意的光洁程度;钢板预硬化硬度高,有良好的切削加工性能;使用时可保持高精度;蚀刻性能好,放电加工时表面细致美观,可取代梨花蚀皮。适用于高性能精密塑料模、橡胶模具、冲压模具及产业机械等各种零件。
⑥B20(宝钢)。非调质预硬塑胶模具钢,硬度不均匀,用于取代S45C~S50C,材料的切削加工、抛光、焊接和耐腐蚀性能均得到改善,用于制造模架。
⑦B20H(宝钢)。普通粗钢,在B20基础上,添加了部分合金元素,使材料的抛光性能、耐腐蚀性能和表面氮化性能更好,硬度比B20有所提高。但还是存在硬度不均匀,抛光性能和焊补性能良好。用于制作模架、塑料模具、预硬零件。
⑧BPD25(宝钢)。普通粗钢,特性和用途与B20H相似,是在B20H的基础上,添加和改进部分合金元素,提高锰的含量,用镍代替钒。使材料的抛光性能,耐腐蚀性能和表面氮化性能更好,交货硬度的均匀性和钢胚的质量得到了提高。适用于制造中等要求预硬模架或下模件。
⑨B30(宝钢)。加工性能良好,适用于制造塑胶模具、模架等。
⑩B30H(宝钢)。在B30非调质预硬态塑料模具钢的基础上进行了改进,组织和硬度沿大模块截面分布均匀,切削加工性能和焊接性能更好。具有极佳的抛光性能、耐腐蚀性能和表面氮化性能,无需热处理,在硬度为33~37HRC的情况下经锻造后硬度基本不变。适用于制造塑料模的预硬形腔、高品质的塑料模具、模架等。
(11)1130PH(宝钢)。其组织和硬度沿模块截面分布均匀,在重新热加工前后组织和硬度基本不变,型腔加工前后无需热处理,有利于钳工一次性完成抛光和修整,材料具有良好的加工性能和焊接性能。具有极佳的抛光性能、耐腐蚀性能和表面氮化性能。适用于制造高要求的大型模架及下模件。
(12)12B40(宝钢)。为非调质预硬钢,组织和硬度沿模块截面分布均匀,加工后无需热处理,镜面研磨性极佳,有良好的机械加工性能和焊接性能,耐腐蚀性好,适合进行氮化处理。适用于制造精密塑胶模具。
(13)13B40H(宝钢)。特性和用途基本与NAK80一致,为其国内代用牌号。研磨抛光容易,镜面性好,淬透性高,时效变形小,具有良好的电火花加工性能、补焊性能、图案蚀刻性能和冷热加工性能。适用于制造工作温度300℃以下,使用硬度小于45HRC,要求高镜面、高精度的各种注塑模具。
(14)143Cr2Mo(GB/T 1299—2000)。有良好的切削加工性能、镜面研磨性能、电火花加工性能和抛光性能。经机加工成形后,不需要进行高温热处理,可经表面渗碳或氮化处理,淬透性较好,可预硬交货。预硬后沿材料截面硬度分布均匀。适用于制造尺寸精度及表面粗糙度要求一般的塑料模和压铸低熔点金属的模具等。3Cr2Mo在不同厂家和各国标准中对应的牌号见表2-22。
表2-22 3CY2MO在不同厂家和各国标准中对应的牌号

(15)15P20M(舞阳,太钢,东特)。性能和组织都比P20差,但是价格比P20便宜,是P20的经济型替代品。适用于制造塑料模和模架板件等。
(16)16P20H(舞阳,太钢,东特)。组织结构较45钢好,能提高加工精度,抛光性能良好,具有良好的淬透性,适用于制造塑料模具,加工成精密塑膜及镜面模具等。
(17)17NIMAX(一胜百)。是一种新型塑料模具钢,机加工性能优良,不必焊前预热及焊后热处理。具有高的硬度和韧性,使模具具备抗凹陷能力,适合做模具蚀纹加工,有优良的抛光性能。适于制作不同类型的塑胶模具、模具模座和各种工程部件。
(18)18718(南钢、太钢、东特、舞阳、宝钢)。由于加了1%(质量分数)的Ni,淬透性极佳,可预硬交货。具有良好的电火花加工性能和抛光性能。预硬后沿大断面材料截面硬度分布均匀。用于制造生产批量较大,模具尺寸较大,形状复杂,尺寸精度,表面粗糙度及表面抛光性能要求较高的高质量塑胶成型模具。718钢在不同厂家及各国标准中对应的牌号见表2-23。
表2-23 718钢在不同厂家及各国标准中对应的牌号

(19)19PAK90(日本大同)。抗腐蚀性能良好,保养简单,适合做普通塑料模,模架等。PAK90钢在不同厂家及各国标准中对应的牌号见表2-24。
表2-24 PAK90钢在不同厂家及各国标准中对应的牌号

(20)20ROYALLOY(奥地利百禄)。模座模架用不锈钢,抗磨性佳,是特殊加硫易切削钢,加工性能、延展性能佳。无需热处理,可直接供货态使用。适合于制造高耐腐蚀和耐磨性要求的模座及模架。
(3)碳素工具钢(GB/T 1298—2008)
1)T8A。有较高的硬度,一定的韧性和耐磨性,但热硬性低,淬透性差,淬火时易过热变形大,塑性和强度较低。适用于制造要求较高硬度,具有一定耐磨性和韧性的各种工具,如形状简单的模子和冲头,切削软金属的刀具、打眼工具等。T8A在各国标准中对应的牌号见表2-25。
表2-25 T8A在各国标准中对应的牌号

2)T10A。硬度和耐磨性比T8高,韧性尚可,但热硬性和淬透性差,淬火变形大。适用于制造切削速度不高、不受突然的冲击而要求有一定耐磨性和韧性的刀具,如车刀、锉刀、铰刀、丝锥、刮刀,要求不高的冷切边模,轻载冲模等。T10A在各国标准中对应的牌号见表2-26。
表2-26 T10A在各国标准中对应的牌号

3)T8MnA。特性与用途和T8钢相似,但淬透性较好,故还可以用于制造较大截面尺寸的工具。T8MnA在各国标准中对应的牌号见表2-27。
表2-27 T8MnA在各国标准中对应的牌号

(4)合金工具钢
1)Cr12。(GB/T 1299—2000)一种广泛应用的冷作模具钢,有高的强度、较好的淬透性和良好的耐磨性,淬火变形小,但冲击韧性差。适用于制造承受冲击载荷较小,要求高耐磨性的工件,如冷冲模冲头、冷剪切刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模等。还适用于制作轻载冲裁模、精冲模、级进模中的垫板,定转子收紧圈(基体),转子扭转套,支撑套,扭转摆杆,扭转拨杆,调整垫块,联轴套,蜗杆保持架和其他一些小零件,刃口最佳硬度为60~62HRC。Cr12在各国标准中对应的牌号见表2-28。
表2-28 CY12在各国标准中对应的牌号

2)Cr12MoV(GB/T 1299—2000)。与Cr12钢同属高碳铬的莱氏体钢,但其淬透性,硬度、耐磨性、强度均比Cr12钢高;热处理时体积变形小,并有较好的热加工性,碳化物分布均匀。适合于制造截面尺寸较大,形状复杂、工作条件繁重的各类冷冲模具和工具。还适用于制造精冲模和重载冲裁模,制作级进模的凹模固定板,凸模固定板,卸料板等,刃口最佳硬度为60~62HRC。Cr12MoV在各国标准中对应的牌号见表2-29。
表2-29 CY12MOV在各国标准中对应的牌号

3)Cr12Mo1V1(GB/T 1299—2000)。特性与效果和Cr12MoV相似,但晶粒细化效果好,故淬透性和韧性均比Cr12MoV钢好,能空淬淬硬,可与Cr12MoV互换使用,刃口最佳硬度为60~62HRC。Cr12Mo1V1在各国标准中对应的牌号见表2-30。
表2-30 CY12MO1V1在各国标准中对应的牌号

4)9CrWMn(GB/T 1299—2000)。一种应用较为广泛的量具钢,有较高的淬透性、一定的硬度和耐磨性,较好的韧性,淬火后变形和扭曲小,但形成网状碳化物较敏感,使刀具刃口有剥落的危险,热加工应严格控制工艺。适用于制造要求变形小的细而长的和形状复杂的量具以及截面尺寸不大而形状复杂的高精度冷冲模、塑料模等。最佳使用硬度为57~59HRC。9CrWMn在各国标准中对应的牌号见表2-31。
表2-31 9CYWMn在各国标准中对应的牌号

5)CrWMn(GB/T 1299—2000)。一种应用较为广泛的量具钢,也称油钢,有较高的淬透性、一定的硬度和耐磨性,较好的韧性,淬火后变形和扭曲小,但形成网状碳化物较敏感,使刀具刃口有剥落的危险,热加工应严格控制工艺。适用于制造要求变形小的细而长的和形状复杂的量具以及截面尺寸不大而形状复杂的高精度塑料、冲压模等,刃口最佳硬度为55~59HRC。CrWMn在各国标准中对应的牌号见表2-32。
表2-32 CYWMO在各国标准中对应的牌号

6)Cr5Mo1V(GB/T 1299—2000)。碳化物细小均匀,有较高的空淬性能,截面尺寸≤100mm的工件可完全淬透,并且变形小,韧性比Cr12钢高耐磨性稍低。适用于制造需要耐磨同时要求韧性的冷作模具钢;也可代替CrWMn,9MnW钢制作小型冷冲裁模、下料模、成形模和冲头等。Cr5Mo1V在各国标准中对应的牌号见表2-33。(https://www.xing528.com)
表2-33 CY5MO1V在各国标准中对应的牌号

7)Cr4W2MoV(GB/T 1299—2000)。性能较稳定,与Cr12钢相比,所制造模具的使用寿命有较大提高;共晶碳化物颗粒细小均匀,有较高的淬透性和淬硬性,较好的耐磨性和尺寸稳定性。可代替Cr12钢制作电器硅钢片冲裁模,可冲裁厚度为1.5~6mm的弹簧钢板,使用寿命一般比Cr12和Cr12MoV钢提高一倍以上;也可用于制造冷镦模、落料模、冷挤凹模等。
8)9Mn2V(GB/T 1299—2000)。有较高的硬度和耐磨性,淬火时变形较小,淬透性也较好,过热敏感性小,碳化物不均匀性较CrWMn低。适用于制造小型轻载冷冲模具,特别适合于制造各种要求变形小,耐磨性较高的精密量具、精密丝杆、磨床主轴。9Mn2V在各国标准中对应的牌号见表2-34。
表2-34 9Mn2V在各国标准中对应的牌号

9)6W6Mo5Cr4V(GB/T 1299—2000)。淬透性好,并具有类似高速钢的高硬度和高耐磨性等良好的综合力学性能;但热加工温度范围较窄,变形抗力较大,并且容易脱碳,应在工艺上予以注意。适用于制造冷挤压凹模,上下冲头等模具。
10)7CrSiMnMoV(爱之制钢SX105V)。为火焰淬火模具钢,可在模具加工完后,采用氧乙炔喷枪或其他加热器,对模具的刃部或其他部位进行加热后空冷淬火,一般淬火后可以直接使用。该钢具有良好的淬透性,φ80mm的钢材经过淬火后距表面30mm处的硬度可达到60HRC以上,心部和表面硬度差值为3HRC。火焰淬火时,经180~200℃预热,用喷枪加热至900~1000℃淬火,硬度可达到60HRC以上,可得到深度超过1.5mm的淬硬层。适用于制造重载冷冲模。
11)DC53(日本大同)。具有高硬度,高温回火520~530℃硬度可达62~63HRC。高韧性,韧性比SKD11高两倍,可以防止工具、模具龟裂于崩缺,从而提高模具寿命;改善了SKD11的巨大碳化物,可防止造成刀口碎裂。具有良好的切削性能、研磨性能和线切割性能。适用于冲裁模、冷作成形模、冷拉模、成形压辊,冲头,刃口最佳硬度为60~62HRC。
表2-35 DC53在各国标准中对应的牌号

12)Cr8(东北特钢)。性能比Cr12差,但价格便宜,可用来代替Cr12制作模板等零件。
(5)高速工具钢
1)W18Cr4V(GB/T 9943—2008)。为钨系高速钢,也称白钢,是应用最广泛的一个高速钢牌号。热处理温度范围宽,淬火不易过热,易于磨削加工;热加工时不易氧化,在500~600℃时硬度仍可保持在52~58HRC;碳化物不均匀,高温塑性均较钼系高速钢差,不适宜制造大型及热塑成形的刀具,对有些硬性材料满足不了刀具硬度和热硬性的要求。适用于制造加工中等硬度材料(300~320HB),工作温度在低于600℃时仍要保持切削性能的一般刀具和复杂刀具。W18Cr4V在各国标准中对应的牌号见表2-36。
表2-36 W18CY4V在各国标准中对应的牌号

2)W6Mo5Cr4V2(GB/T 9943—2008)。为钨钼系高速钢类,具有碳化物颗粒细小并且分部均匀、韧性高、耐磨性好、热塑性好;硬度和热硬性稍低;高温硬度与W18Cr4V相当。适用于制造各种需要承受冲击力较大的刀具和一般高速切削刀具,也适用于制造精冲模和易断凸模,刃口最佳硬度为62~64HRC。W6Mo5Cr4V2在不同厂家和各国标准中对应的牌号见表2-37。
表2-37 W6MO5CY4V2在不同厂家和各国标准中对应的牌号

3)W2Mo9Cr4VCo8(GB/T 9943—2008)。为高碳含钴超硬型钨钼系高速钢,有高的硬度(67HRC)和高温硬度、热硬性和易磨削等优点。适用于制造高精度和形状复杂的刀具,可加工铁基高温变形合金、铸造高温合金、钛合金及超高强度钢等,但韧性稍差,淬火硬度宜采用中下限,刃口最佳硬度为65~67HRC。W2Mo9Cr4VCo8在不同厂家和各国标准中对应的牌号见表2-38。
表2-38 W2MO9CY4VCO8在不同厂家和各国标准中对应的牌号

4)W6Mo5Cr4V2Co5(GB/T 9943—2008)。为一般含钴型钨、钼系高速钢,红硬性和高温硬度比W6Mo5Cr4V2钢高,但韧性下降。适用于制造高速切削刀具,及切削较高强度的材料,刃口最佳使用硬度为65~67HRC。W6Mo5Cr4V2Co5在各国厂家和各国标准中对应的牌号见表2-39。
表2-39 W6MO5CY4V2CO5在不同厂家和各国标准中对应的牌号

(6)粉末冶金工具钢
1)V4(一胜百)粉末冶金合金工具钢。具有高耐磨损性、高延展性、高抗黏着磨损。适合冲切高粘度材料,长寿命精冲模具,冷挤模,拉伸模,粉末压制模。最佳使用硬度为60~62HRC。
2)V10(一胜百)。为高碳高合金工具钢,性能与Cr12Mo1 V1相似。因采用粉末冶金制造,其合金成分均匀,具备高的耐磨性和韧性,易于冲裁薄材,具有高的耐磨粒磨损性、高韧性、高抗压强度。
适用于制造冷冲模刃口和对耐磨性要求高的各种刀具等,特别适合失效方式以磨粒磨损为主的长寿命生产的模具,如精冲模、矽钢片冲裁模、电路板冲切模、冷锻模、拉伸模、粉末压制模,常代替在实际应用中发生崩角或开裂的硬质合金材料。宁波鸿达精密模具公司使用的硬度为61~63HRC。
3)DEX20(日本大同)粉末冶金高速钢。DEX20的机械加工性能比一般传统方法制造的高合金工具钢好,热处理的尺寸稳定性也比较好,而且容易预测。具有高硬度、高韧性及高温回火的特性,耐磨性、韧性和变形都优于同成分传统高速钢,特别适合表面处理,如PVD镀钛。适合于薄板材下料及成形,如中碳钢或高碳钢板材的下料,冲切已硬化钢板或冷轧钢带,还可用于含玻璃纤维的塑料模、塑料成形机的零件等。刃口最佳硬度为63~65HRC。DEX20在不同厂家和各国标准中对应的牌号见表2-40。
表2-40 DEX20在不同厂家和各国标准中对应的牌号

4)DEX40(日本大同)。DEX40切削、磨削性能良好,高温强度极为出色。具有高硬度,良好的韧性、耐磨性、红硬性和热处理尺寸稳定性。其耐磨性,韧性,变形均优于同成分传统高速钢。适合制作多刃刀具,也适合制作一般要求的单刃模、冷锻模,对耐磨性有严格要求的冷冲模,刃口最佳硬度为64~66HRC。DEX40在不同厂家和各国标准中对应的牌号见表2-41
表2-41 DEX40在不同厂家和各国标准中对应的牌号

5)DEX60(日本大同)。为W-Mo-V-Co粉末冶金高速钢,其耐磨性,韧性,变形均优于同成分传统高速钢,适合制作精密冷冲模,各种高、热硬性要求的刀具。刃口最佳硬度为67~70HRC。
6)DEX80(日本大同)。为W-Mo-V-Co粉末冶金高速钢,其耐磨性、韧性、变形能力均优于同成分传统高速钢,具有高耐磨性、高抗压性,良好的淬透性、热处理稳定性和高的热硬性。
适合于制造精密冷冲模及各种红硬性要求高的刀具。刃口最佳硬度为66~68HRC。表2-42为DEX80在不同厂家对应的牌号。
表2-42 不同厂家DEX80对应的牌号

(7)硬质合金类
1)YG15(株洲601,四川自贡,浙江恒成,湖南博云)。使用强度是钨钴合金中最高的,耐冲击性最好,但耐磨性较低。适用于应力较大的条件下使用,制造冲击回转凿岩机凿坚硬和极坚硬岩层的钻头,压缩率大的钢棒、钢管的拉深模具、冲压模具等。
2)YG20(株洲601,四川自贡,浙江恒成)。适用于冲击力大的成形模,级进模,制作手表零件、乐器弹簧片、电池壳、牙膏壳、小尺寸钢球、螺钉、螺母等用的冲压模具,热轧麻花钻的压板等。
3)MZ30(株洲601)。强度高,耐磨性好。适用于Cu、Al、不锈钢等材料的薄片高速冲裁。
4)MD40A(博云东方)。给MD45做了电加工优化处理,具有更好的电加工性能。用途和MD45相似。
5)MD50A(博云)。将MD55做了电加工处理,具有更好的电加工性能,用途和MD55相似。综合性能好,韧性和抗蚀性好,适用于制造冲压标准件、紧固件、沉头钉、钢球的模具,以及大负荷高速冲裁。
6)YG12X(浙江恒成)。细颗粒,适合于制造拉丝模、拉管模、粉末冶金用模具、切削工具等。
7)HL20E(浙江恒成)。适用于制造标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具。
8)H2(日本住友)。属细颗粒钨钴合金,耐磨性较高,但使用强度、耐冲击性、耐振动性和耐崩裂性较差。适用于加工冷硬合金铸铁和耐热合金钢,也适用于普通铸铁的精加工,以及钢材、有色金属及其合金线材的细丝拉伸。
9)DA50(日本山合金)。使用微细颗粒和细颗粒原料、具备优越的耐磨性和韧性。适用范围最广,适用于各种工具。
10)RD50(日本山合金)。RD50是DA50在强度和耐腐蚀性上改良后开发的品种,增加了强度,放电加工时的耐电蚀性有较大改善,用途和DA50相似。
11)DC-650(德国都明)。高耐磨,高强度,中度耐震,低度耐冲击,刃口锋利。适用于冲裁各类薄片,厚度小于0.3mm的剃刀片、引线框、弹簧片、不锈钢片、硅钢片等冲压及拉深成形模具,滚压轮,硬质合金压印模。
12)DC-337(德国都明)。具有高度耐震性,耐冲击,中度耐磨,有高抗碎强度,其专利粉末用专利方法严格制造。适用于制造级进模,热、冷金属成形冲头,打孔冲头,冲模,冷挤压或反向挤压冲头,型锻心轴。
在美国和欧洲已经证明,特别适合电机定转子的高精冲压。
13)CF-H40S(奥地利森拉天时)。具有优秀的耐腐蚀性能,达到了耐磨和断裂韧度的理想配合,用途较广。
14)MB20EDM(德国兰帜)。耐线切割加工腐蚀,适用于冲裁模的制造。
15)G3(日本共立)。具有良好的耐磨性及抗崩刃性,适合制作各种工具、一般拉深模、粉末冶金成形模、轻载冲裁模、活塞、衬垫等。
16)G4(日本共立)。耐冲击性能稍高于G3,耐磨性能低于G3,用途基本和G3一致。
17)G5(日本共立)。耐冲击性能高于G4,耐磨性能低于G4,适合于制作一般冲裁模,重载拉深模等。
18)KG4(台湾春保)。耐磨性能佳,适合制作对耐磨性要求高的模具。
19)KG7(台湾春保)。耐磨性能较好,适用于制作对耐磨性要求较高的工模具。
20)KG6(台湾春保)。Co含量少于KG7,但粒度粗,硬度低于KG7,抗弯强度低于KG7。
21)WF30(台湾春保)。其超微颗粒使得合金强度提升,耐剥落,韧性较好,是一种适合用于模具锐利刃口加工的材料,可延长精密模具的使用寿命。
22)CD-337(美国肯纳)。具有特高强度、高耐震冲击性能,中度耐磨,有电加工防腐性能。适用于各类中、厚片的冲压,拉深,成形,压印,锻压模及硅钢片冲压。也适用于制造拉罐模具、冲击冲头、冷挤压凸模、厚冷轧钢板拉深模,特别适用于有粘性的材料冲裁。
23)CD-650(美国肯纳)。具有高耐磨性,高强度,中度耐震,低度抗冲击,有电加工防腐性能。适用于制造各类薄片、厚度小于0.3mm的引线框、弹簧片、钢片冲压模。
24)D40(日本富士)。耐磨性和韧性较好,适合于制造各种工模具。
25)D60(日本富士)。耐磨性和韧性较好,适合于制造各种工模具,韧性好于D40,硬度低于D40。
2.主要零件的材料牌号与性能
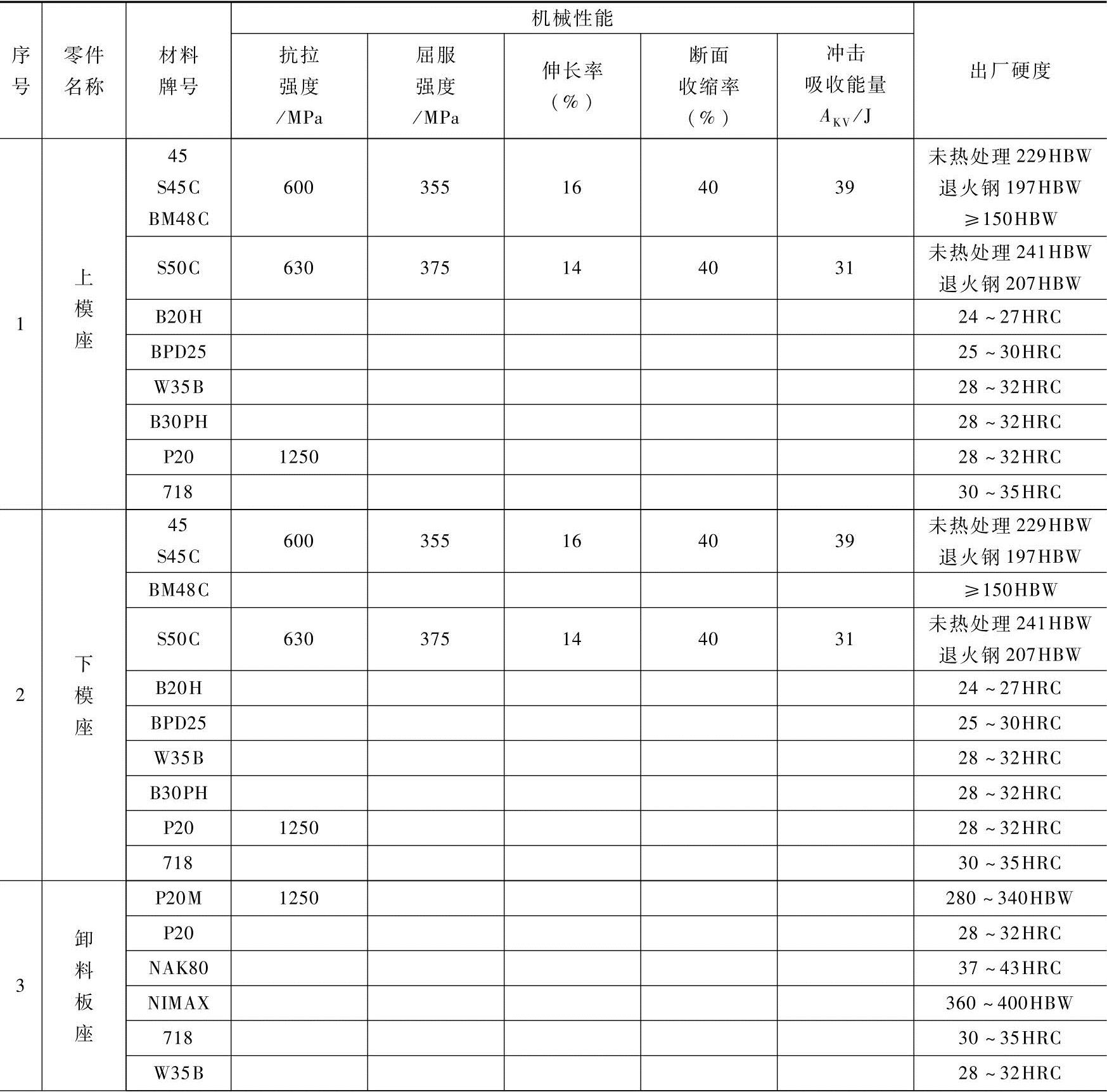
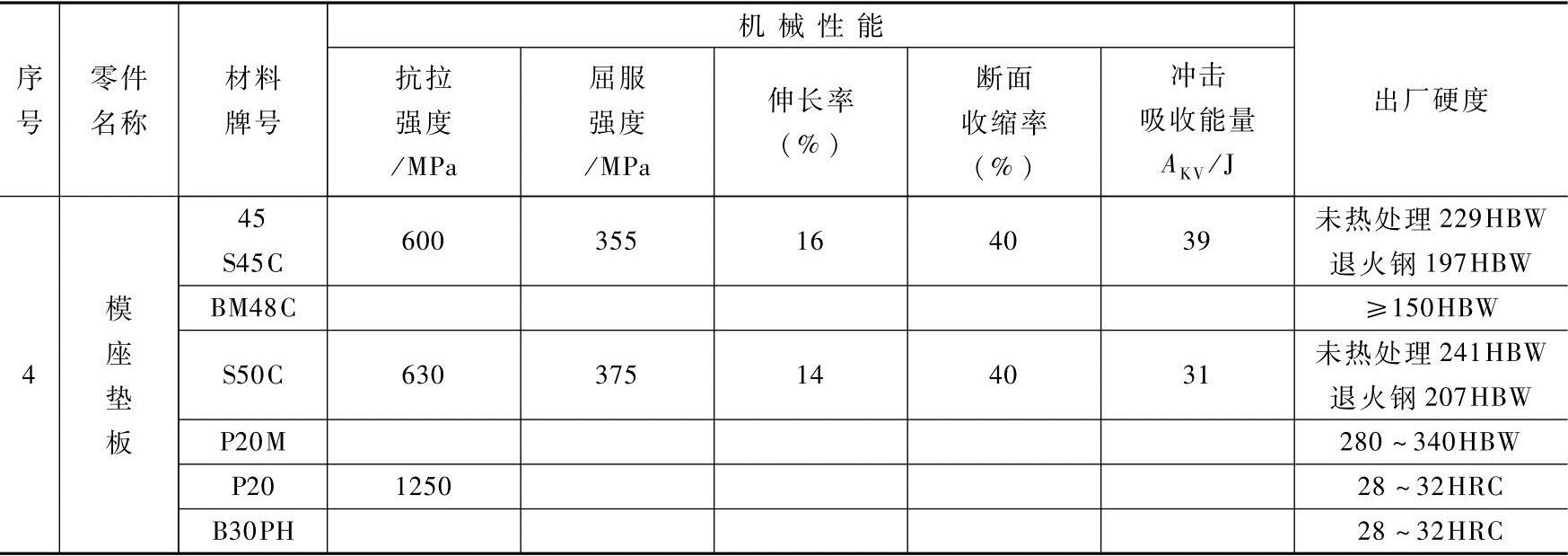
(1)上下模座、卸料板座、模座垫板(见表2-43)
表2-43 上下模座、卸料板座、模座垫板的材料牌号与性能
(续)
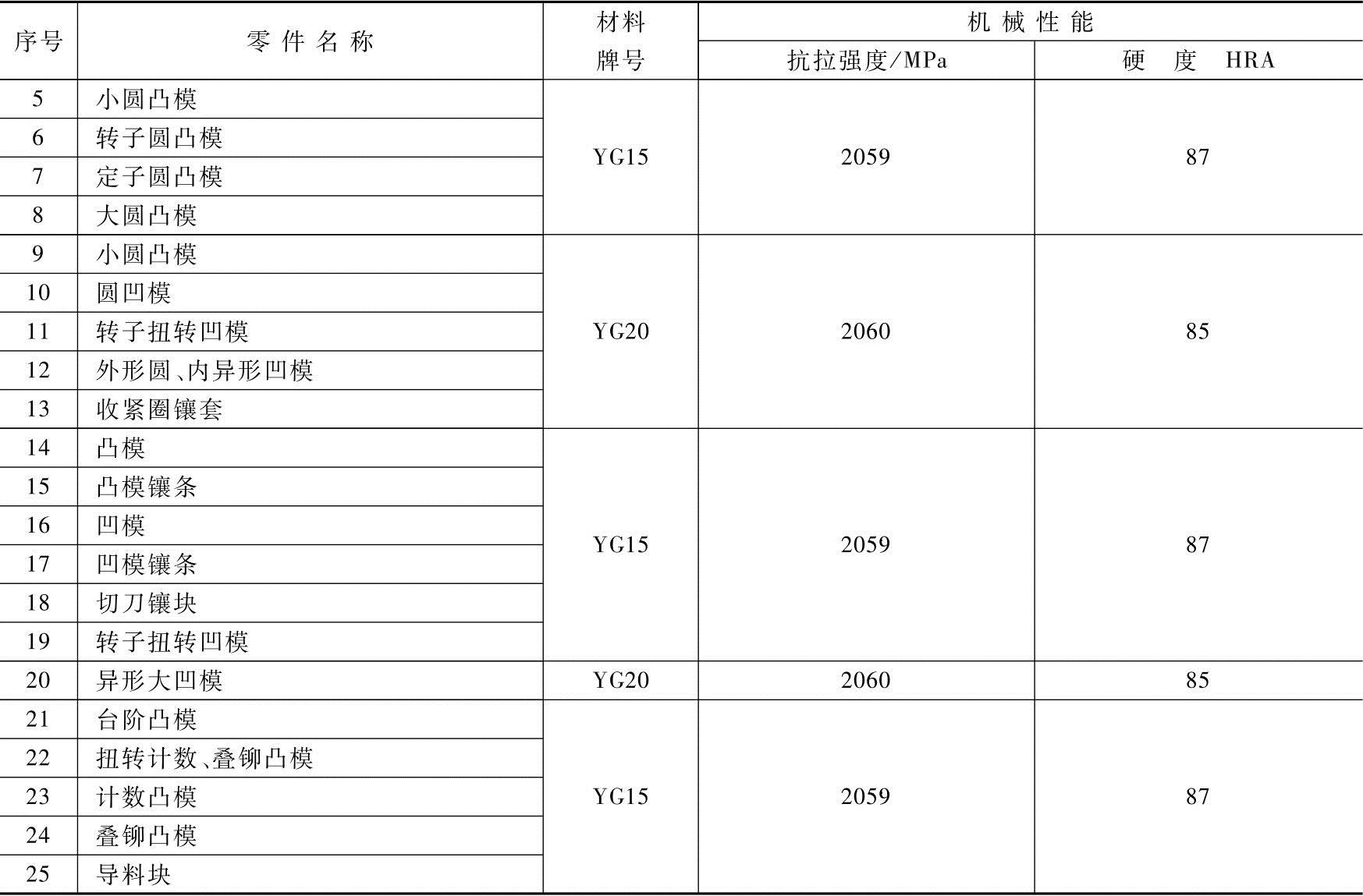
(2)凸模、凹模类零件(见表2-44)
表2-44 凸模、凹模类零件的材料牌号与性能
(3)其他板、套类零件(见表2-45)
表2-45 其他板、套类零件的材料牌号与性能
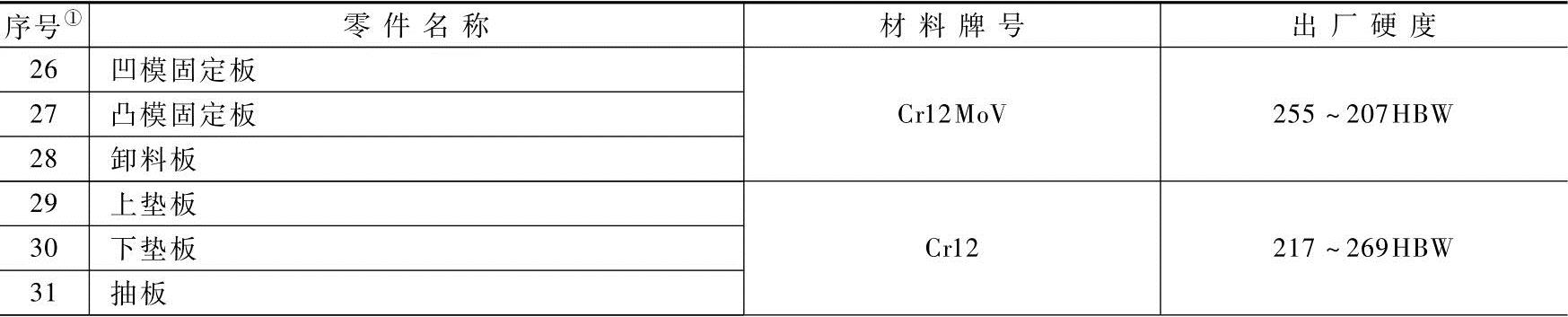
(续)
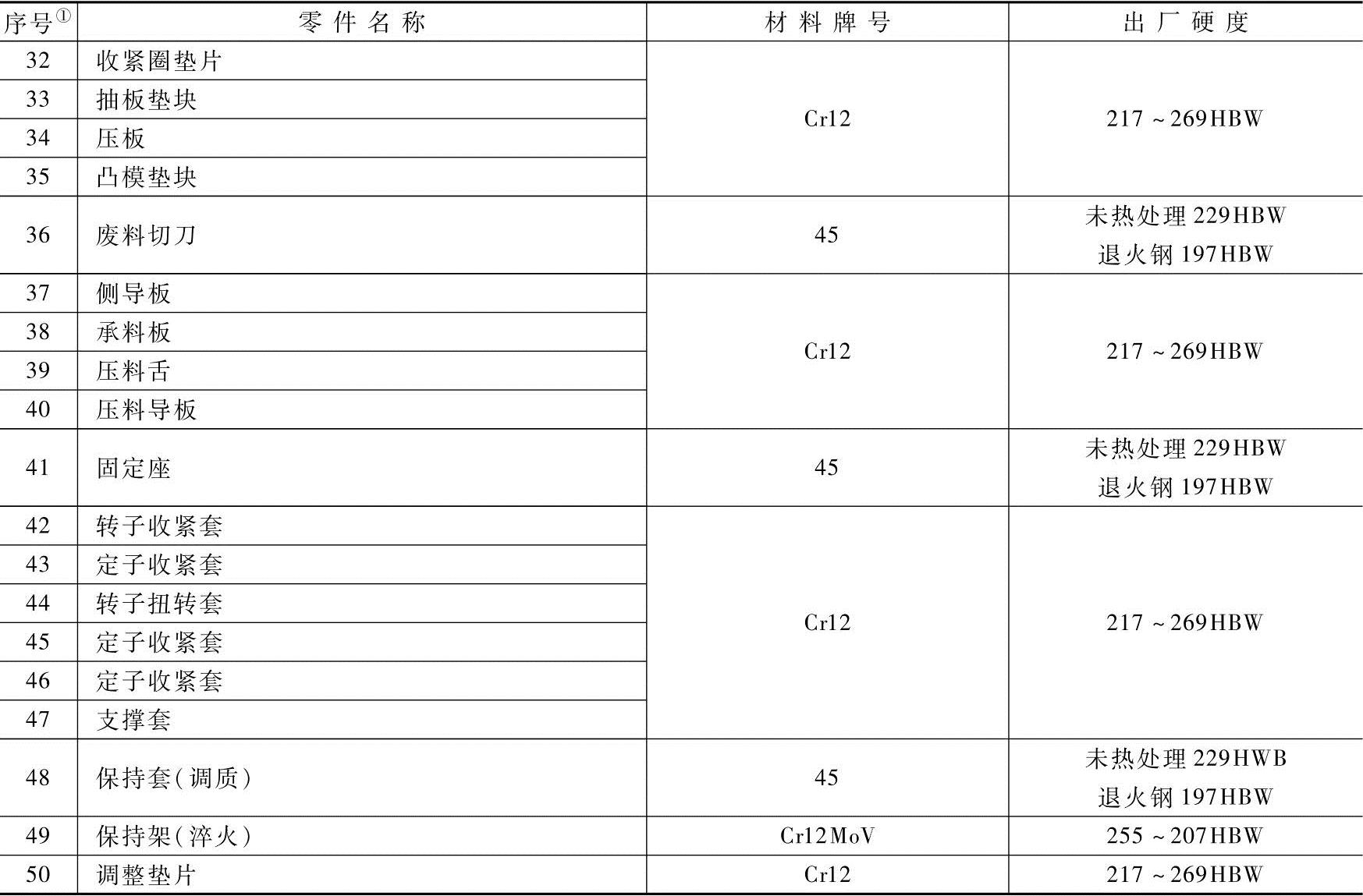
①序号接表2-44中序号排。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。