



【摘要】:工件的夹紧与释放由电磁阀YV控制,夹紧信号来自压力继电器KP。表5-6 双头钻床控制PLC的I/O配置图5-28 双头钻床控制PLC的I/O接线图3.深孔钻削控制的梯形图程序深孔钻削控制的梯形图程序如图5-29所示。图5-29 深孔钻削控制的梯形图程序4.电路工作过程分析分析过程中应注意梯形图与“继电器-接触器”电路图的区别。
1.双头钻床的控制要求
待加工工件放在加工位置后,操作人员按下起动按钮SB,两个钻头同时开始工作。首先将工件夹紧,然后两个钻头同时向下运动,对工件进行钻孔加工,达到各自的加工深度后,分别返回原始位置,待两个钻头全部回到原始位置后,释放工件,完成一个加工过程。
钻头的上限位置固定,下限位置可调整,由4个限位开关SQ1~SQ4给出这些位置的信号。工件的夹紧与释放由电磁阀YV控制,夹紧信号来自压力继电器KP。
两个钻头同时开始动作,但由于各自的加工深度不同,所以停止和返回的时间不同。对于初始的起动条件可以视为一致,即夹紧压力信号到达,两个钻头在原始位置和起动传号到来,则具备加工的基本条件。由于加工深度不同,需要设置对应的下限位开关,分别控制两个钻头的返回。
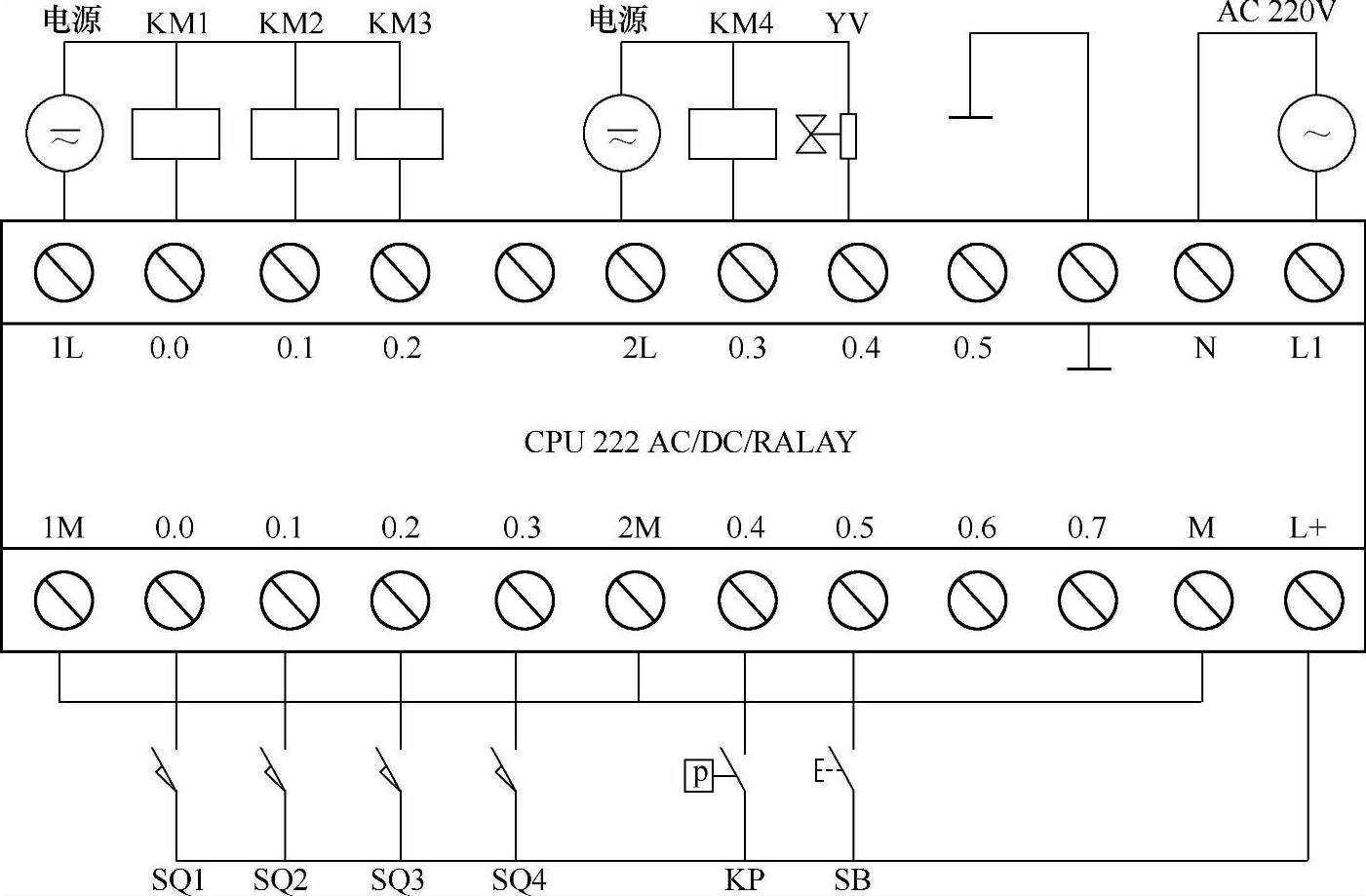
2.双头钻床控制PLC的I/O配置和PLC的I/O接线
PLC的I/O配置见表5-6,其I/O接线图如图5-28所示。
表5-6 双头钻床控制PLC的I/O配置

 (https://www.xing528.com)
(https://www.xing528.com)
图5-28 双头钻床控制PLC的I/O接线图
3.深孔钻削控制的梯形图程序
深孔钻削控制的梯形图程序如图5-29所示。
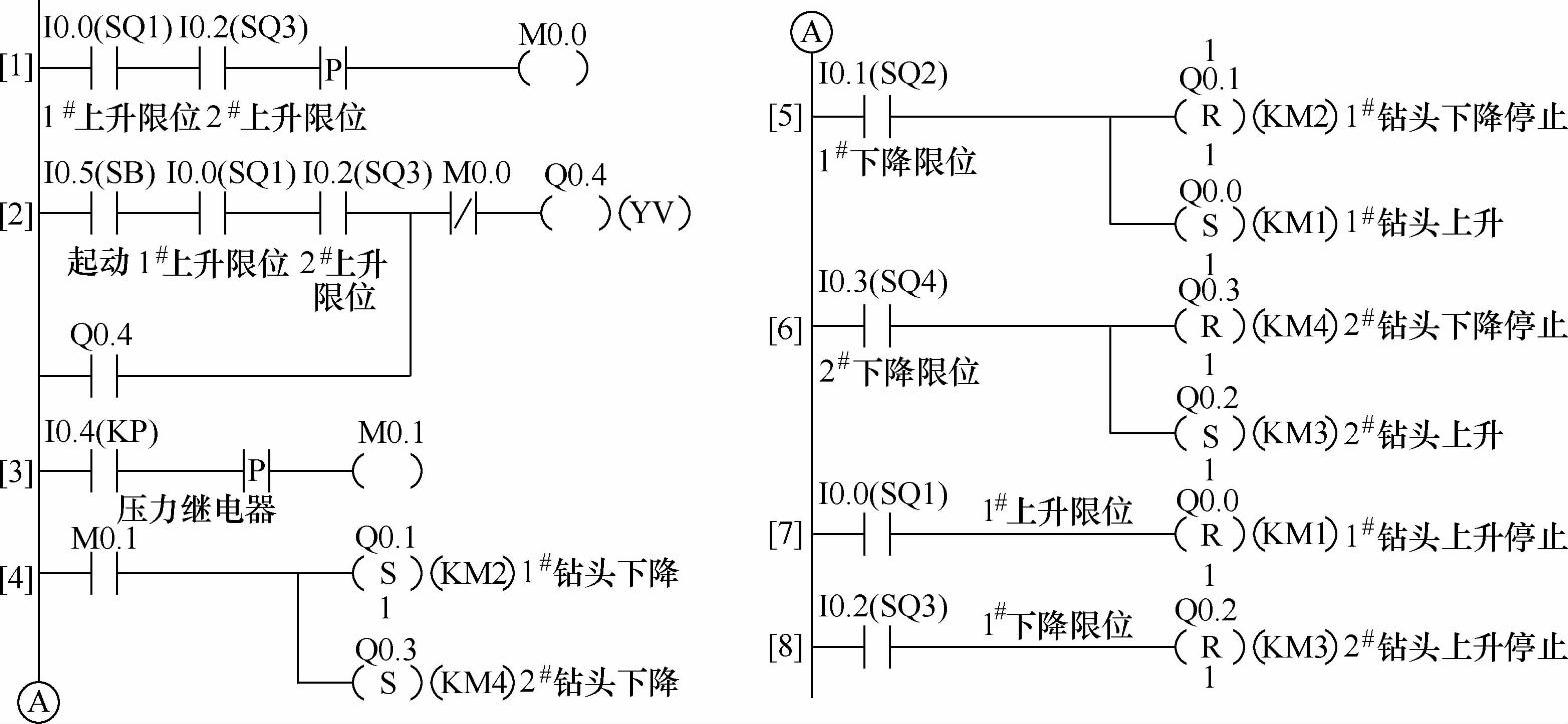
图5-29 深孔钻削控制的梯形图程序
4.电路工作过程分析
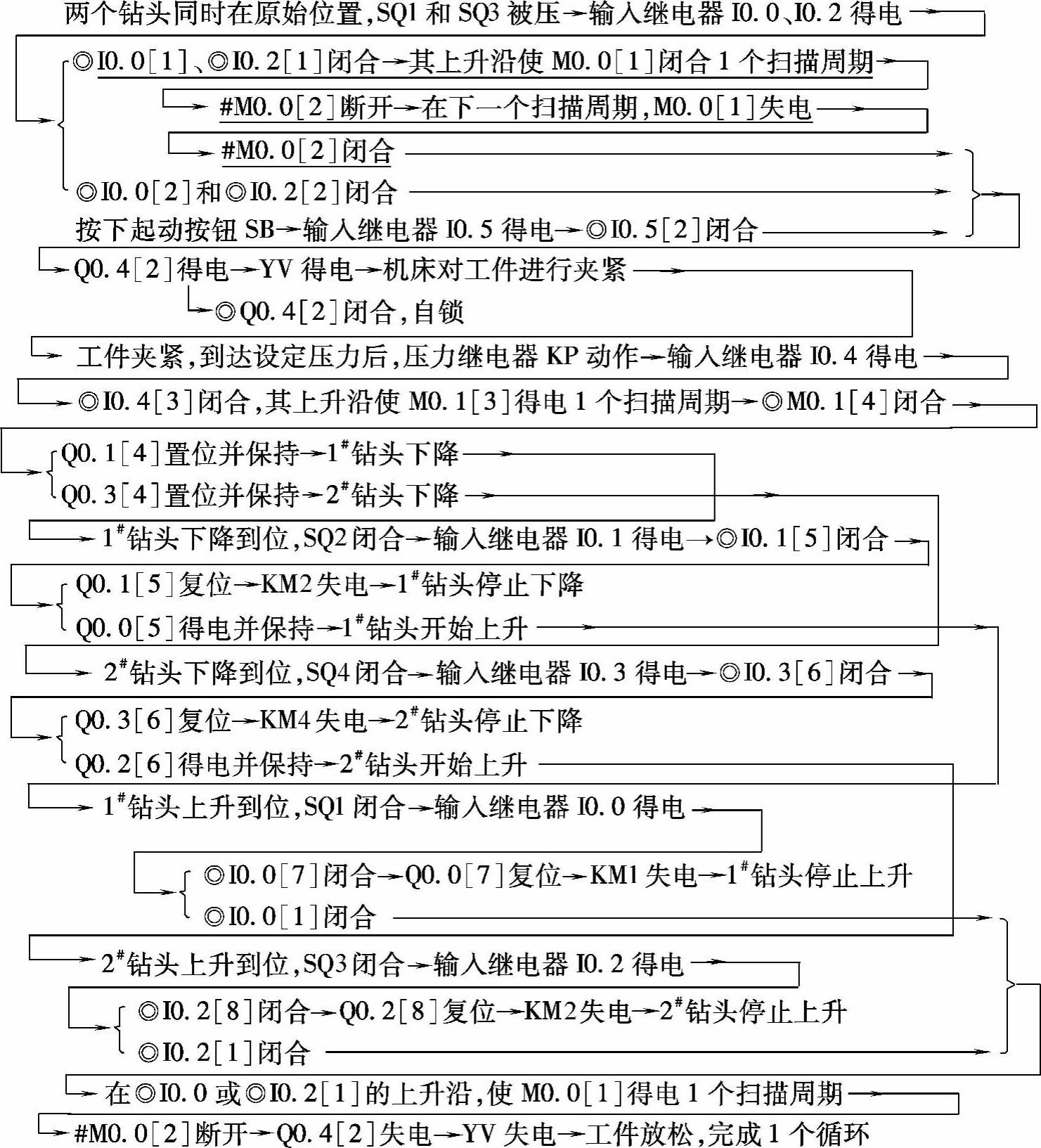
分析过程中应注意梯形图与“继电器-接触器”电路图的区别。梯形图是一种软件,是PLC图形化的程序,PLC梯形图是不断循环扫描串行工作的,而在“继电器-接触器”电路图中,各电器可以同时动作并行工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。