



1.深孔钻组合机床的控制要求
深孔钻组合机床进行深孔钻削时,为利于钻头排屑和冷却,需要周期性地从工作中退出钻头,刀具进退与行程开关的示意图如图5-24所示,在起始位置0点时。行程开关SQ1被压合,按下起动按钮SB2,电动机正转起动,刀具前进。退刀由行程开关控制,当动力头依次压在SQ3、SQ4、SQ5上时电动机反转,刀具会自动退刀,退刀到起始位置时,SQ1被压合,退刀结束;接着刀具又自动进刀,直到三个工作过程全部完成时结束。
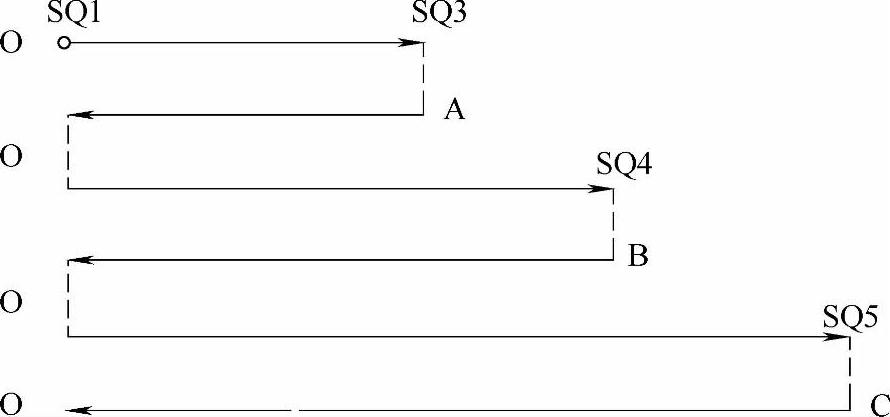
图5-24 深孔钻削时刀具进退与行程开关的示意图
2.PLC的I/O配置和PLC的I/O接线
PLC的I/O配置见表5-5;PLC的I/O接线图如图5-25所示。
表5-5 PLC的I/O配置表
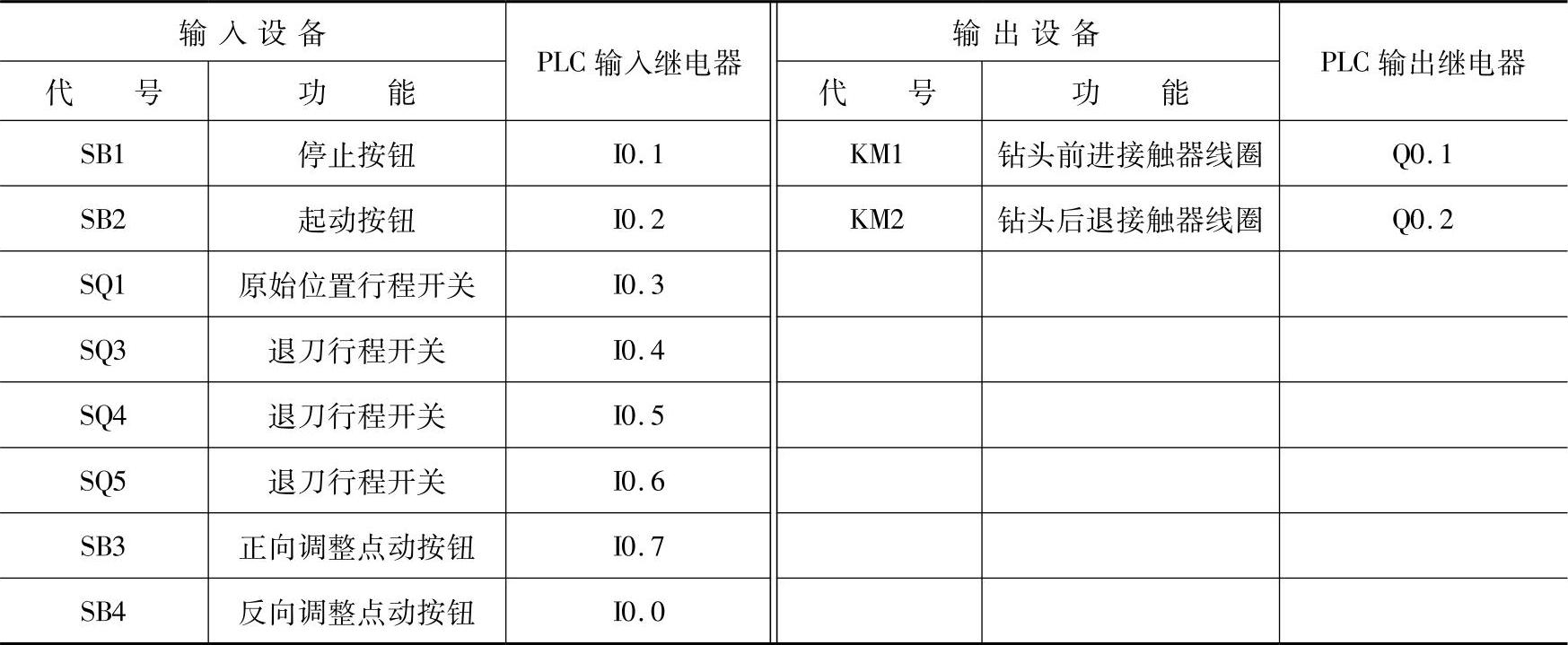
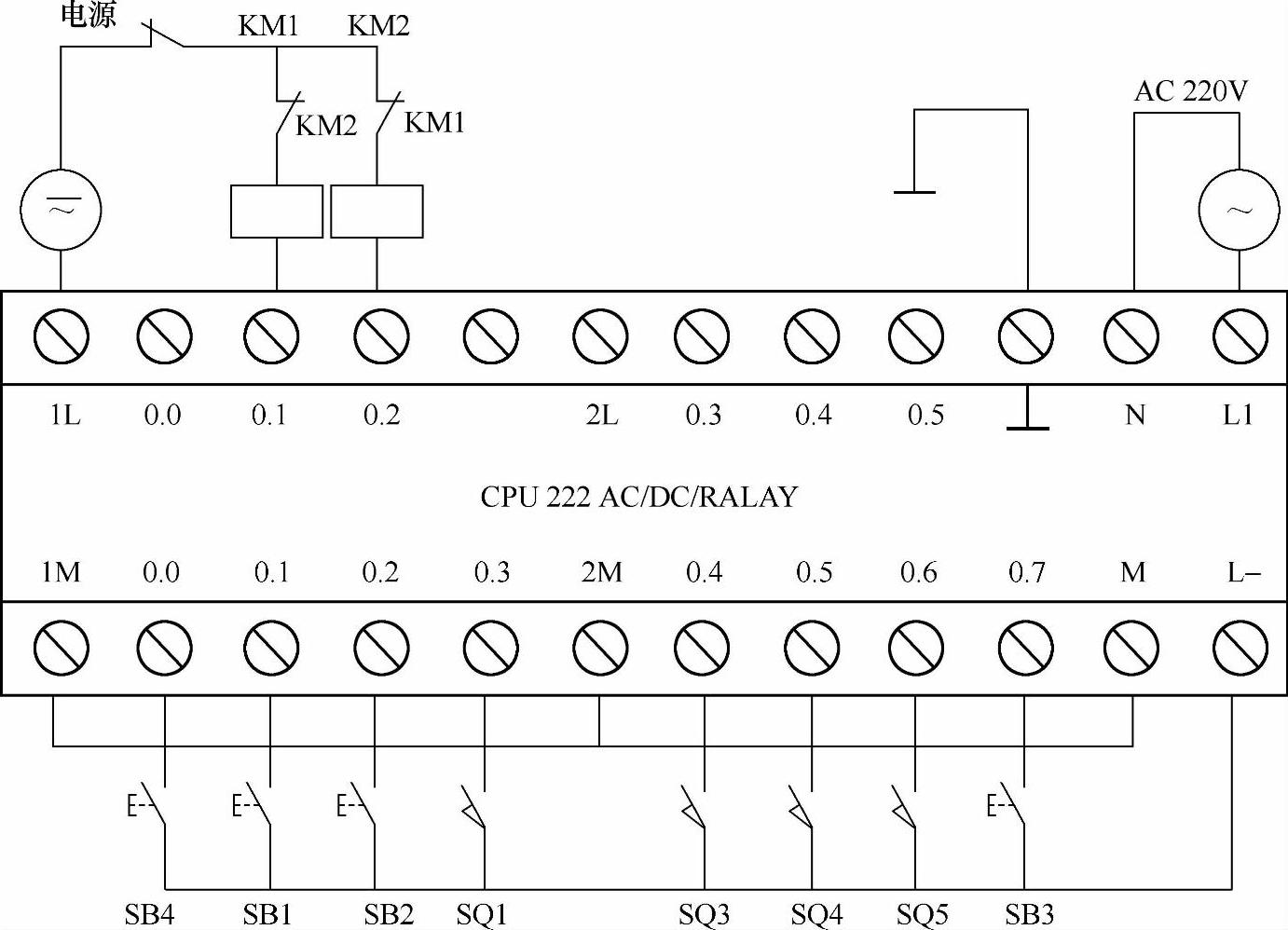
图5-25 PLC的I/O接线图
3.深孔钻削顺序功能图和控制梯形图程序
深孔钻削的顺序功能图如图5-26所示,其控制梯形图程序如图5-27所示。
钻头进刀和退刀是通过电动机的正转和反转来实现的,电动机的正、反转切换是通过两个接触器KM1(正转)和KM2(反转)切换三相电源线中的任意两相来实现的。为防止由于电源换相所引起的短路事故,软件上采用了换相延时措施。梯形图中的T33、T44的延时时间通常设定为0.1~0.5s。同时在硬件电路上也采取了互锁措施。PLC的I/O接线图中的FR用于过载保护。点动调整时应注意:若在系统起动后再进行调整,需先按下停止按钮(即使工件加工完毕停在原位)。

图5-26 顺序功能图
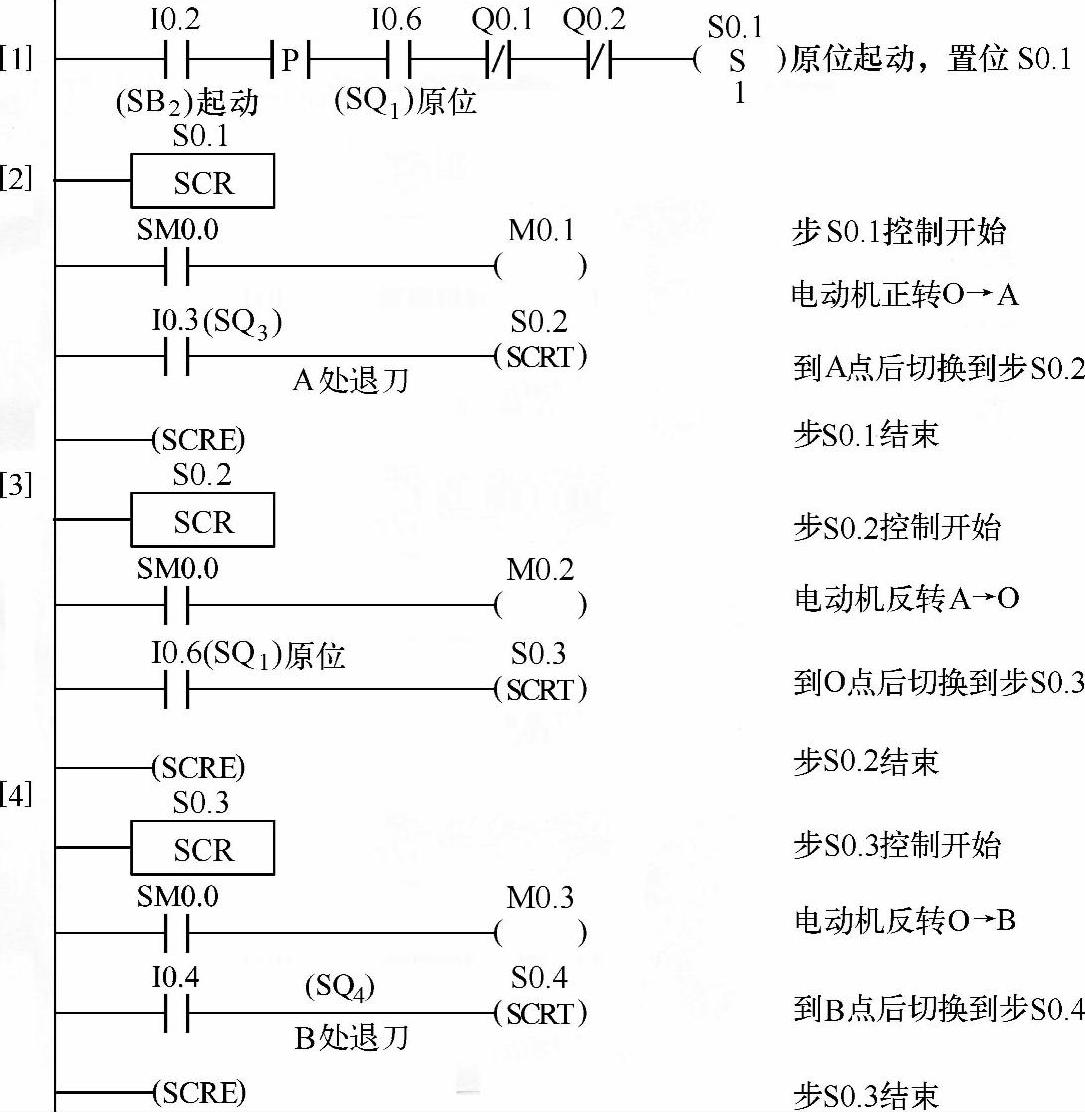
图5-27 控制梯形图程序
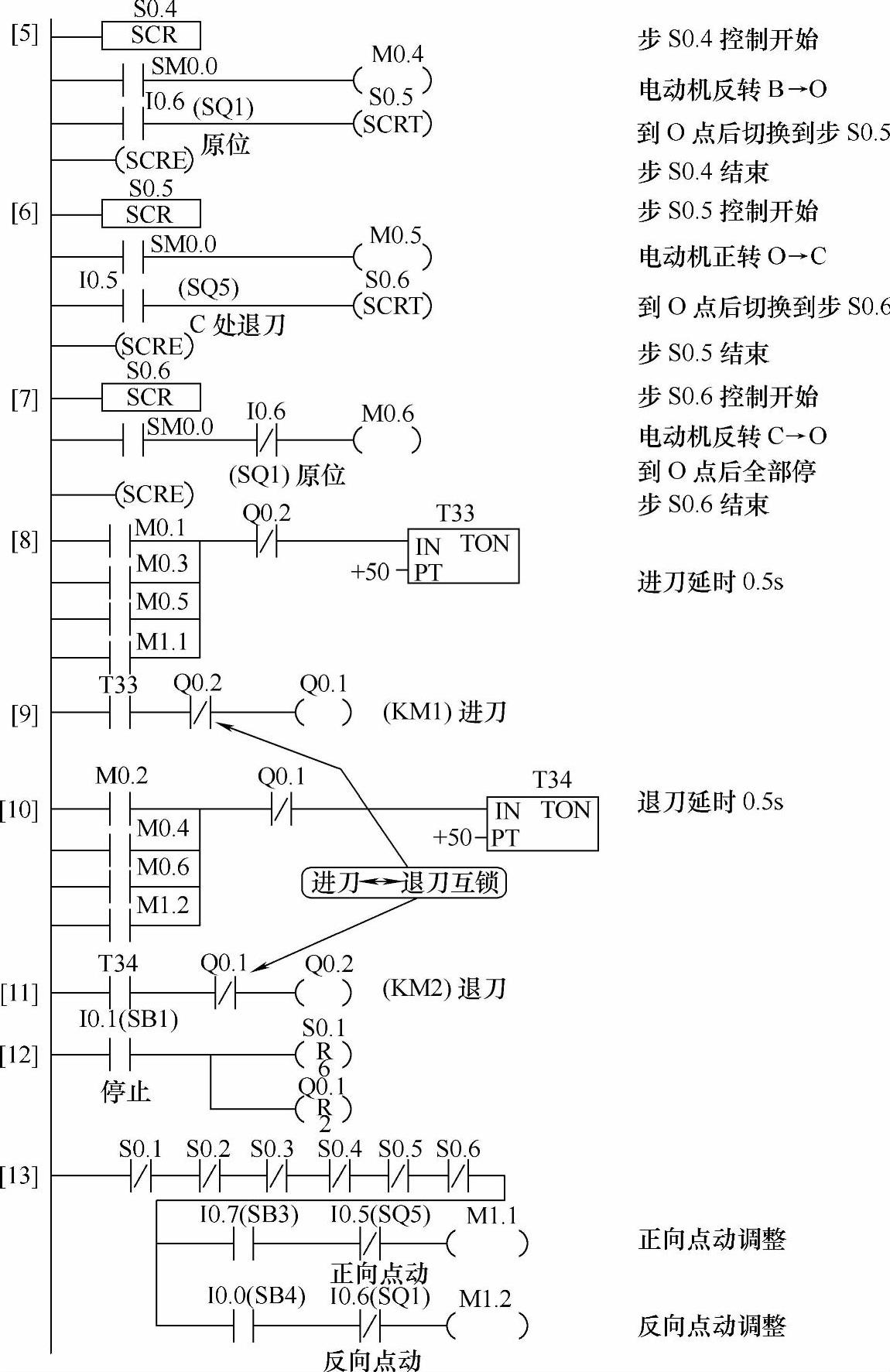
图5-27 控制梯形图程序(续)(https://www.xing528.com)
4.电路工作过程分析
(1)运行

1)步S0.1:
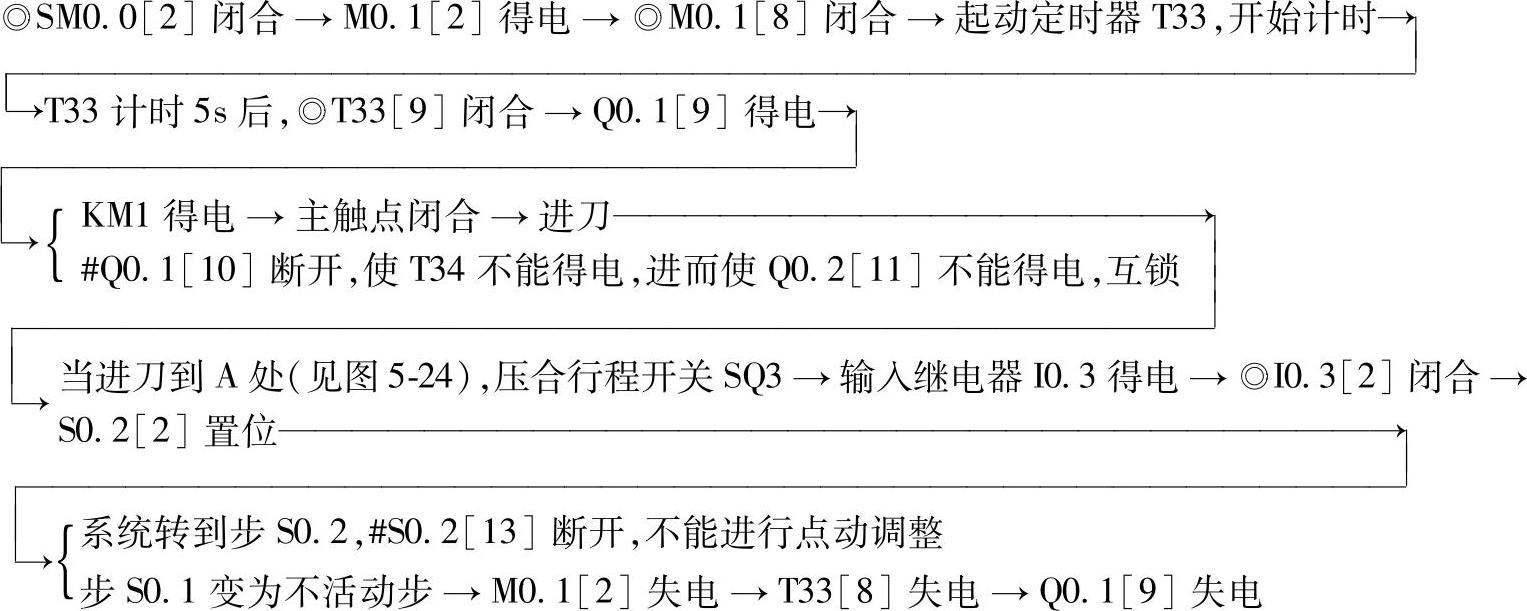
2)步S0.2:
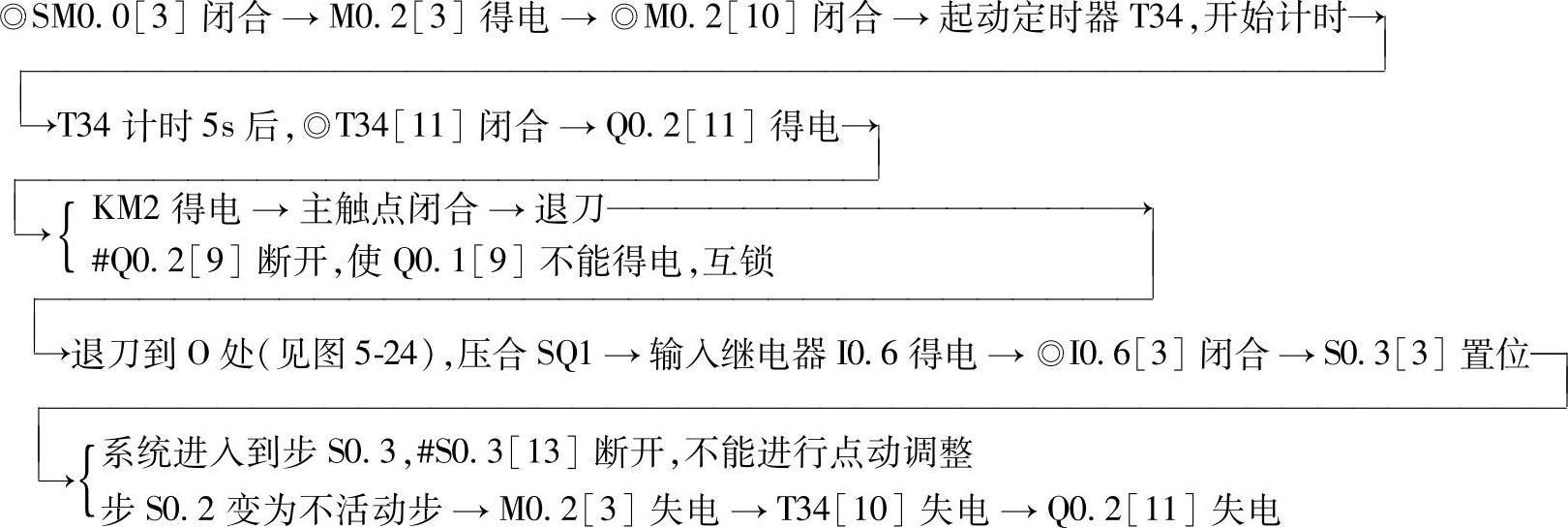
3)步S0.3:
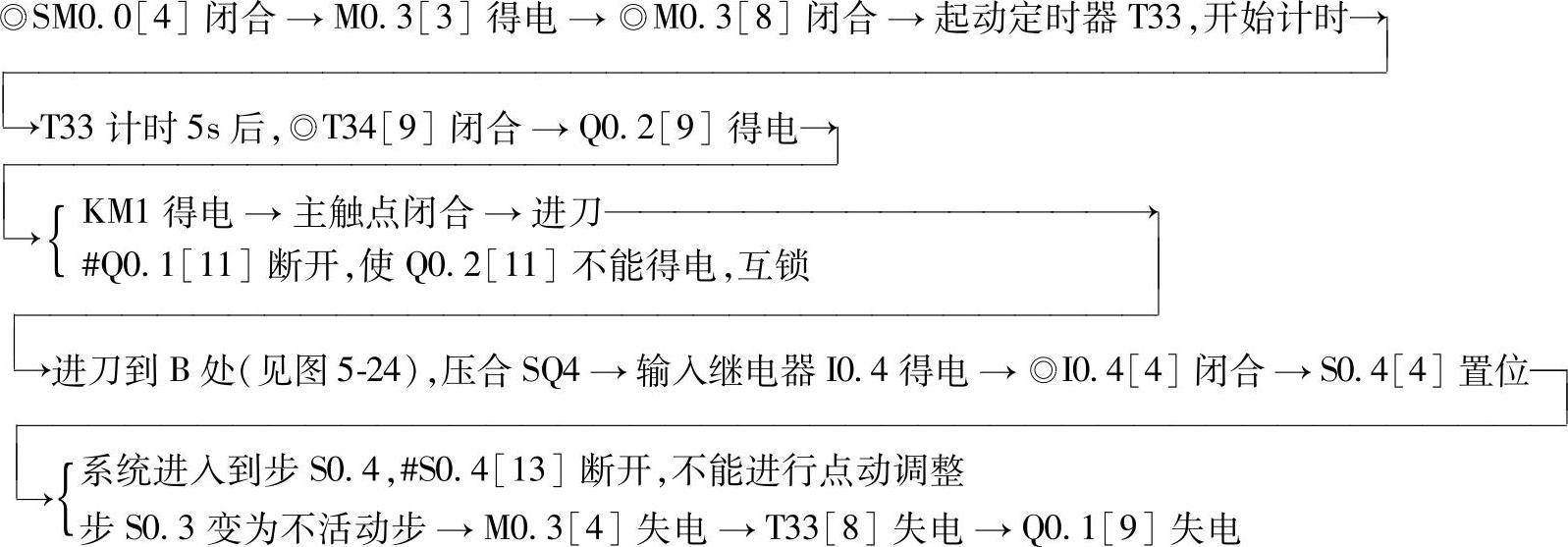
4)步S0.4:退刀,与步S0.2的工作过程相同。
5)步S0.5:进刀,与步S0.3的工作过程相同。
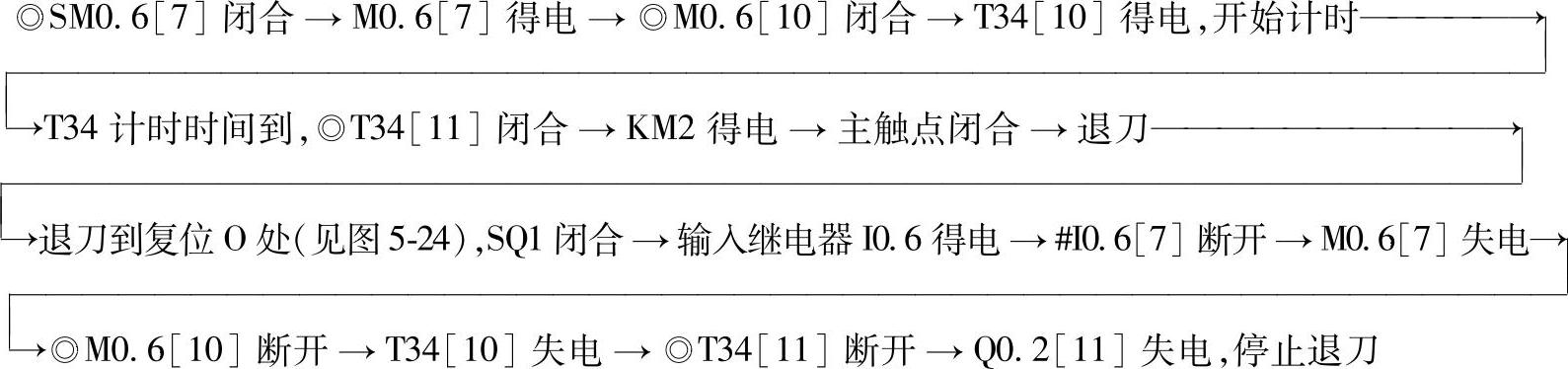
6)步S0.6:
(3)点动调整
1)正向点动调整

2)反向点动调整

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。