



当磨床采用PLC控制时,控制程序可用经验法进行设计;该控制系统的梯形图程序可以通过继电器控制电路转化得到。磨床在加工时使用电磁吸盘固定工件,为了防止电磁吸盘吸力不足造成事故或影响工件的加工质量,在电磁吸盘电路中安装了欠电流继电器,进行失磁保护;同时为了能够加工非导磁材料的工件和设备调试,使用转换开关进行工作方式的选择。
1.输入/输出电器与PLC的I/O配置
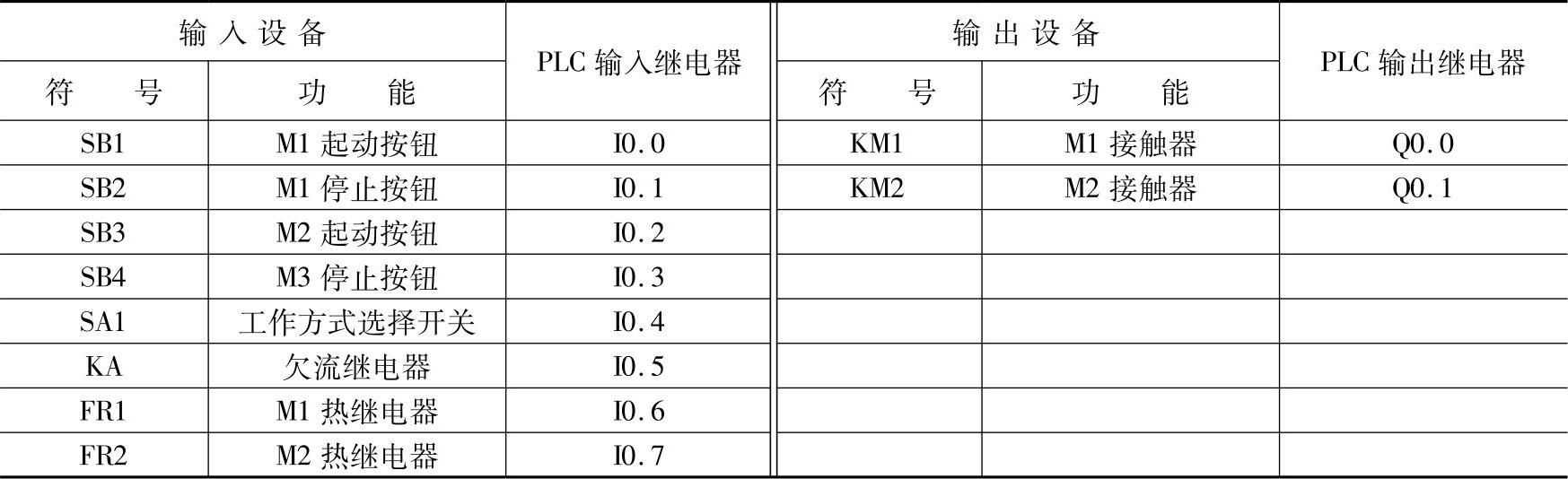
根据控制要求可知,需要输入的信号有8个;需要输出的信号有2个;全部为开关量。按照输入/输出信号的类型和数量,PLC选用CPU222AC/DC/继电器(AC100~230V电源/DC24V输入/继电器输出)。
输入/输出电器与PLC的I/O配置如表5-4所示。
表5-4 输入/输出电器与PLC的I/O配置
2.PLC的I/O接线
PLC控制电路的主电路如图5-20所示,M7130平面磨床的PLC的I/O接线,如图5-21所示。输入信号使用PLC提供的内部DC24V电源;负载使用的外部电源为AC220V;PLC的电源为AC220V。
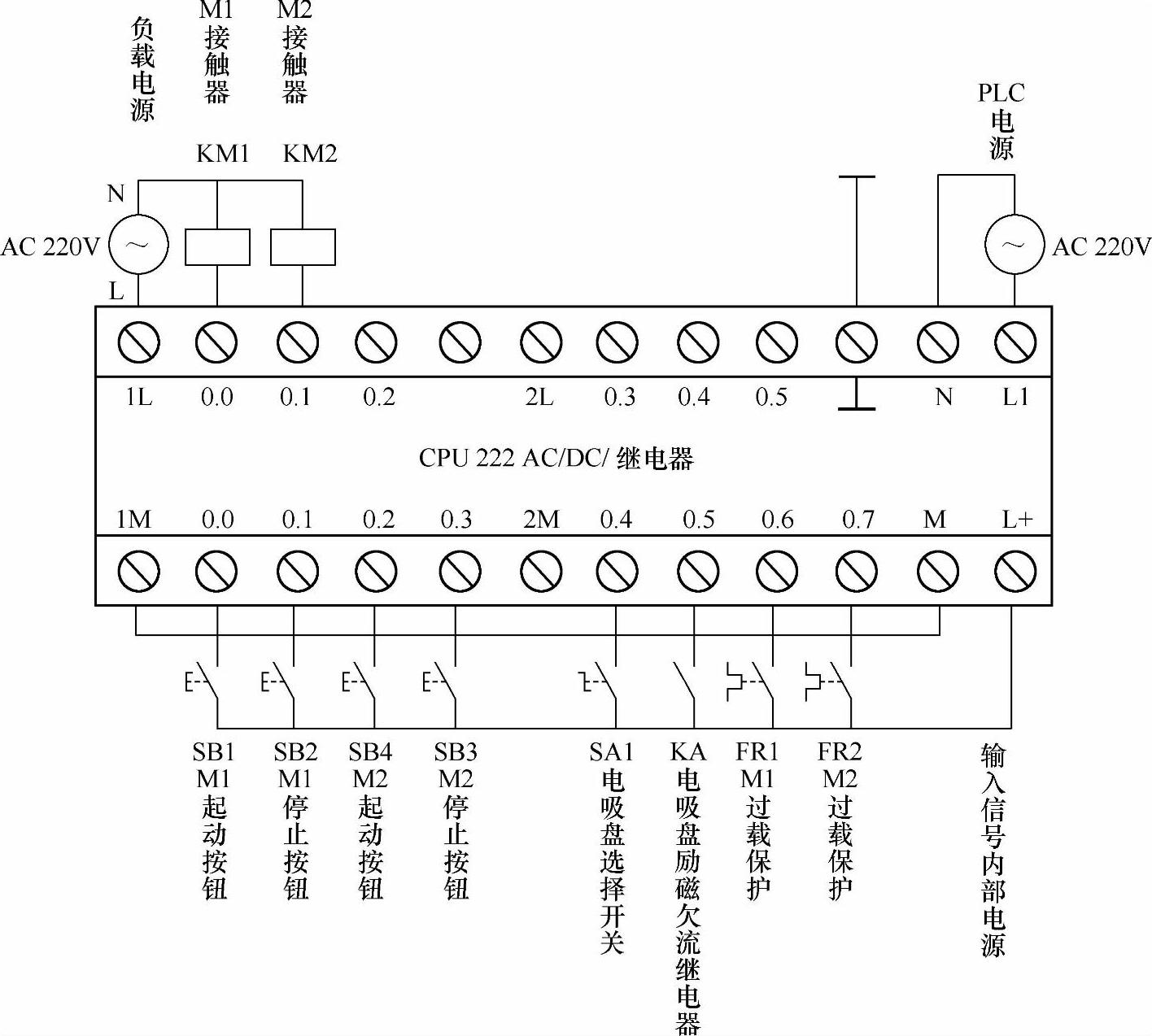
图5-21 M7130平面磨床的PLC的I/O接线
3.PLC控制的梯形图程序
PLC控制的梯形图程序如图5-22所示。
4.电路工作过程分析
(1)砂轮电动机M1的控制
1)起动
 (https://www.xing528.com)
(https://www.xing528.com)
2)停止

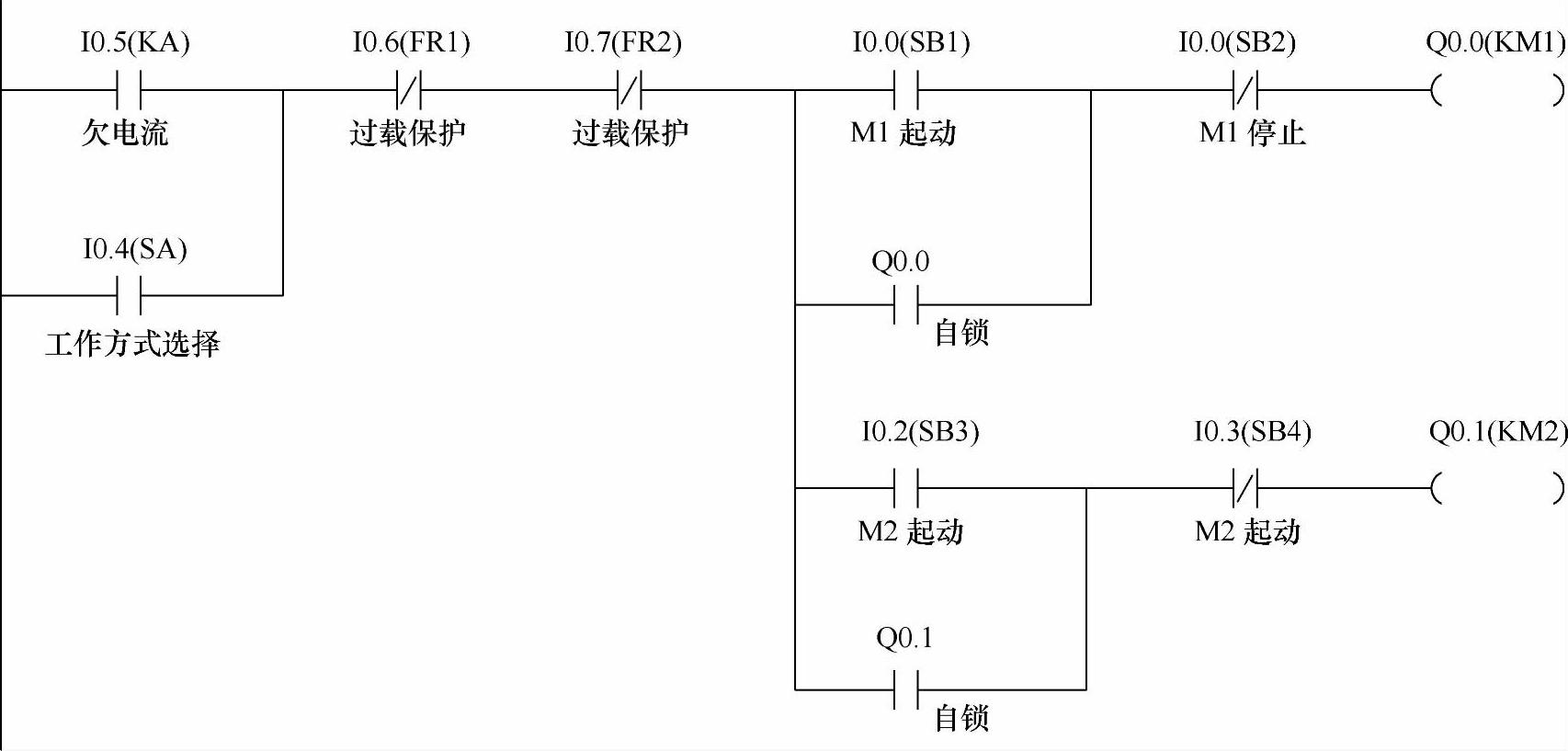
图5-22 PLC控制的梯形图程序
(2)液压泵电动机M2的控制
1)起动

2)停止

(3)冷却泵电动机M3及电磁吸盘的控制
冷却泵电动机采用插拔插头,手动控制;电磁吸盘也是通过插拔插头,手动控制。
为了确保使用电磁吸盘时能够可靠吸持工件,在电磁吸盘电路中串联了欠电流继电器KA,当电磁吸盘吸力不足时,KA释放,使磨床停止工作;当不使用电磁吸盘进行加工或机床调试时,可将转换开关SA置于去磁位置,则磨床电路仍能正常工作。
(4)过载保护
热继电器FR1、FR2分别对电动机M1和M2进行保护;对冷却泵电动机M3没有设置单独的过载保护。
当发生过载或断相时:①热继电器FR1或FR2动作→②FR1或FR2动合触点闭合→③输入继电器I0.6或I0.7得电→④动断触点#I0.6或#I0.7断开→⑤输出继电器Q0.0和Q0.1失电→⑥KM1和KM2线圈失电释放→⑦电动机M1、M2停止运转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。