



1.PLC的I/O配置和PLC的I/O接线
该车床的PLC控制系统是由原电控装置采用移植设计法进行技术改造而完成。
由图5-4可知,要实现PLC控制:需要输入信号6个,输出信号3个,全部为开关量。PLC可选用CPU221AC/DC/继电器(AC100~230V电源/DC24V输入/继电器输出)。
其输入/输出电器及PLC的I/O配置见表5-1。
PLC控制电路的主电路见图5-4a,PLC的I/O接线如图5-5所示,图中输入信号使用PLC提供的内部电源为DC24V;负载使用的外部电源为AC220V;PLC电源为AC220V。
2.CA6140型机床PLC控制的梯形图程序
CA6140型机床PLC控制的梯形图程序如图5-6所示(图中[n]表示梯形图的梯级n与语句表中的段数n)。
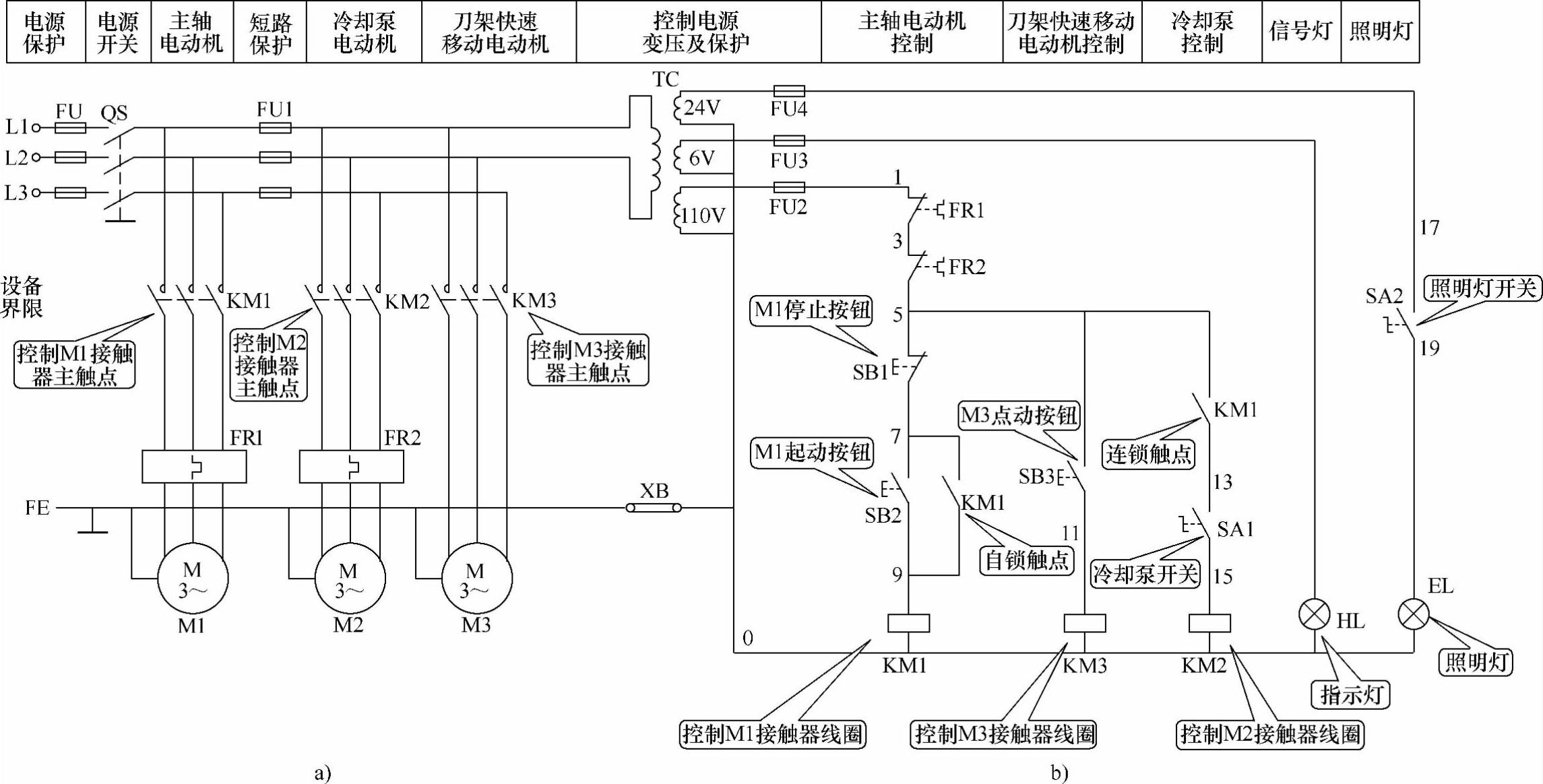
图5-4 CA6140普通车床的电气控制电路
a)主电路 b)控制电路
表5-1 输入/输出电器与PLC的I/O配置
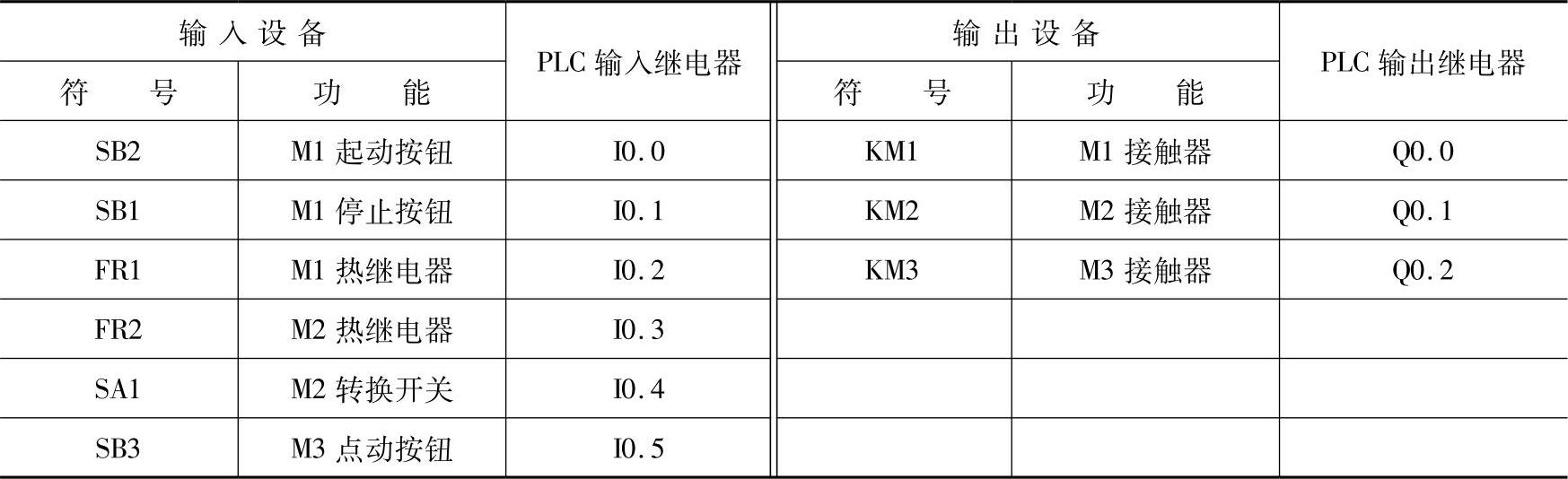
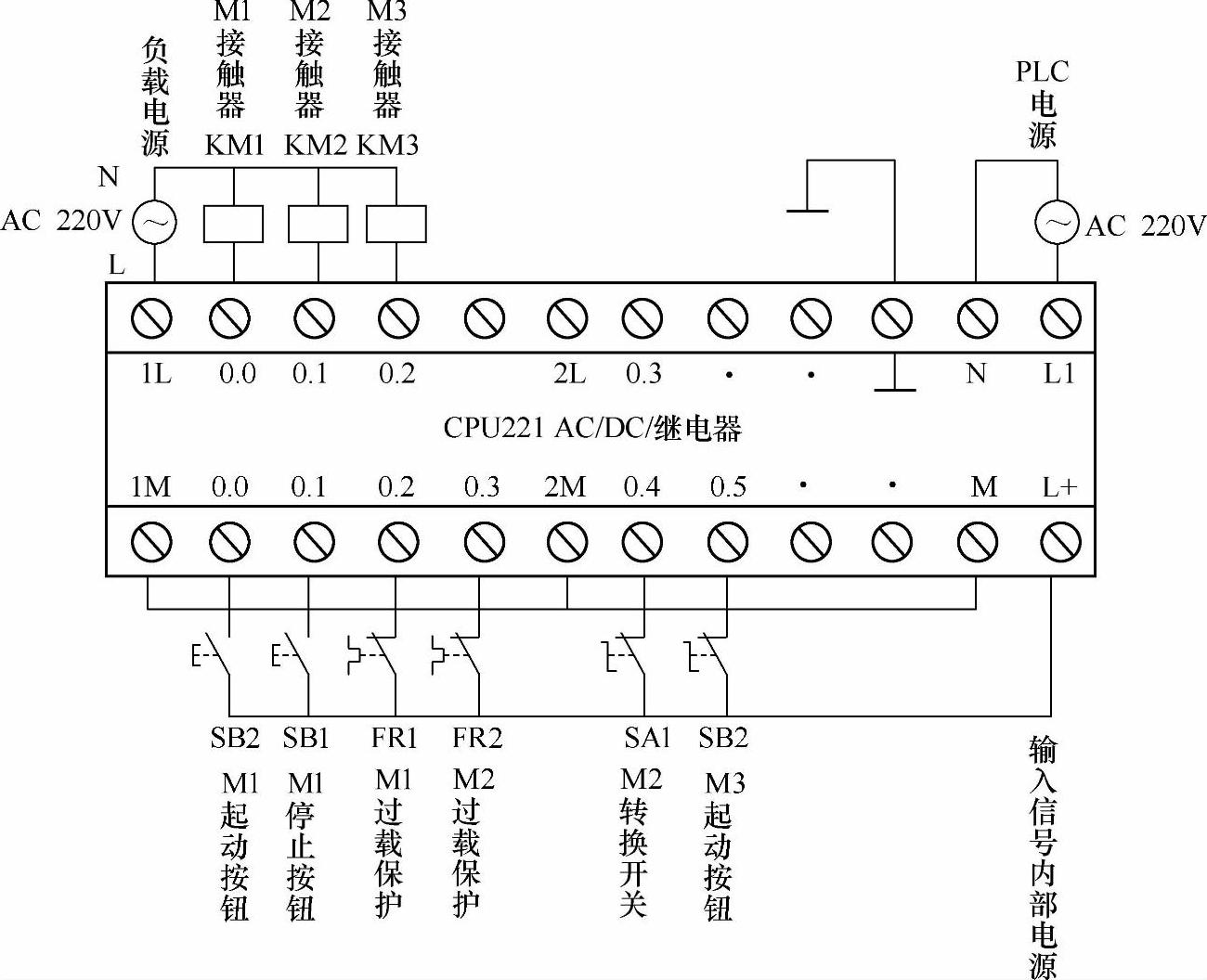
图5-5 CA6140型机床PLC的I/O接线图
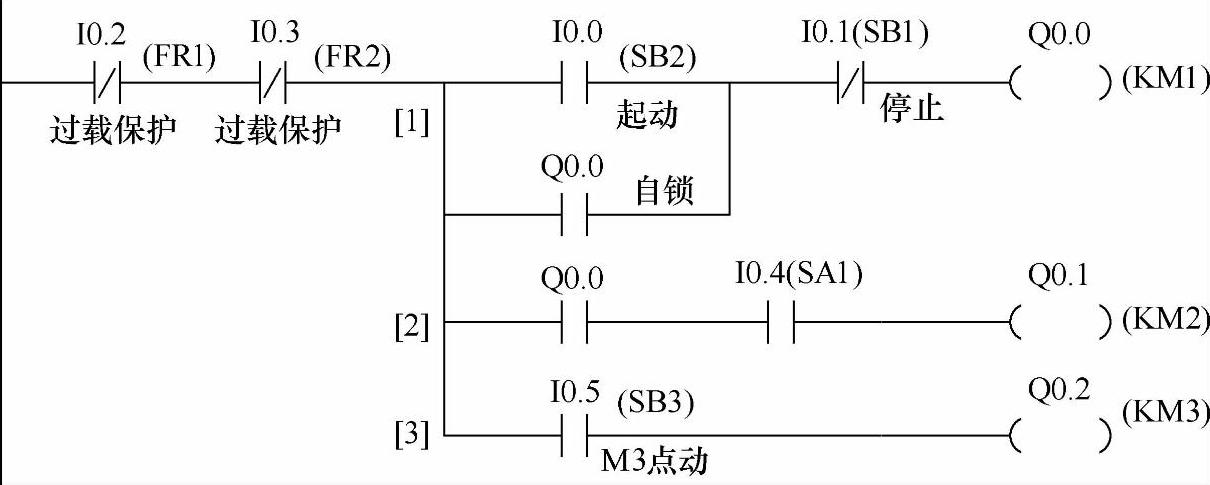
图5-6 CA6140型机床PLC控制的梯形图程序
3.电路工作过程分析(https://www.xing528.com)
(1)主轴电动机M1的控制

1)M1运行:加“◎”前缀表示动合(常开)触点。
2)M1停止:加“#”前缀表示动断(常闭)触触点。
(2)冷却泵电动机M2的控制
◎Q0.0[2]闭合,冷却泵电动机M2允许工作、接下来按下面的顺序执行。
1)M2运行:
合上转换开关SA1→输入继电器I0.4得电→◎I0.4闭合→输出继电器Q0.1得电→KM2得电吸合→冷却泵电动机M2全压起动后运行。
2)M2停止:

断开转换开关SA1→输入继电器I0.4失电→◎I0.4断开→输出继电器Q0.1失电→KM2失电释放→冷却泵电动机M2停止运行。
(3)刀架快速移动电动机M3控制
按下起动按钮SB3→输入继电器I0.5得电→◎I0.5[3]闭合→输出继电器Q0.2得电→KM3得电吸合→快速移动电动机M3点动运行。
(4)过载及断相保护
热继电器FR1、FR2分别对电动机M1利M2进行过载保护;由于快速移动电动机M3为短时工作制,不需要过载保护。

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。